保护气体对激光+双丝MAG复合焊焊缝形貌和电弧特性的影响
2012-11-14李明利
李明利
(北京石油化工学院 机械学院,北京 102617)
保护气体对激光+双丝MAG复合焊焊缝形貌和电弧特性的影响
李明利
(北京石油化工学院 机械学院,北京 102617)
在激光+单电弧复合焊工艺的基础上,通过再添加一个电弧的方式,形成激光+双丝脉冲MAG复合焊工艺。研究了保护气体为φ(Ar)80%+φ(CO2)20%(情况A)和φ(Ar)40%+φ(CO2)10%+φ(He)50%(情况B)时对激光+双丝MAG复合焊焊缝表面成形和电弧特性的影响。利用LabVIEW信号采集系统和高速摄像系统同步采集焊接电流、电弧电压波形和电弧形态。结果表明,在焊缝表面和焊道两侧边缘处,肉眼可见斑点状、不连续的氧化物,情况A与情况B相比,情况A氧化物含量高,熔宽小;而情况B焊道平整,鱼鳞纹清晰。情况A中由于CO2含量较高,使其对电弧的冷却作用增强,减弱了激光对电弧的稳定作用,断弧次数比情况B多。
激光电弧复合焊;保护气体;焊缝形貌;电弧特性
0 前言
英国学者Steen于20世纪80年代首次提出了激光+电弧复合焊接方法,该焊接方法因其独特的技术优势在航空、汽车、造船业等领域应用广泛[1-3]。本研究在激光+单电弧复合焊工艺的基础上,通过再添加一个电弧的方式,形成激光+双丝MAG复合焊工艺。该焊接方法与激光单电弧复合焊相比,具有更加高效、熔深大、变形小等优势。
在激光焊或电弧焊中,保护气体不仅可稳定电弧,削弱激光光致等离子体对激光的屏蔽作用,而且会影响焊缝表面成形等[4-6]。在此研究了保护气体为φ(Ar)80%+φ(CO2)20%(情况A)和φ(Ar)40%+φ(He) 50%+φ(CO2)10%(情况B)对激光+双丝MAG复合焊焊缝表面成形和电弧特性的影响。
1 焊接试验
选用母材为Q235低碳钢,焊丝为H08Mn2SiA (直径1.2 mm)进行平板堆焊焊接试验。焊前将工件表面打磨干净,防止铁锈、油污等影响焊接过程及质量。保护气体为φ(Ar)80%+φ(CO2)20%(情况A)和φ(Ar)40%+φ(He)50%+φ(CO2)10%(情况B),气体流量20 L/min。使用霍尔电压、电流传感器采集电弧电压和焊接电流波形。采用高速摄像设备(1 000帧/s速率)拍摄电弧图像。焊接过程中激光功率1.8 kW,离焦量为0,两焊丝和激光的空间摆放位置如图1所示,其中R1=5 mm,R2=6 mm。
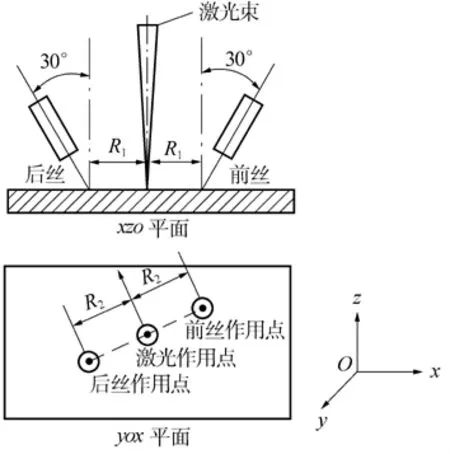
图1 激光+双丝MAG复合焊焊丝空间位置示意
2 试验结果和分析
研究保护气体为φ(Ar)80%+φ(CO2)20%(情况A)和φ(Ar)40%+φ(He)50%+φ(CO2)10%(情况B)对激光+双丝MAG复合焊焊缝表面成形和电弧特性的影响。焊接工艺参数如表1所示。
表1 焊接工艺参数
2.1 保护气体对焊缝表面成形的影响
保护气体为情况A和情况B时对应的焊缝表面成形如图2所示。
观察图2发现,保护气体成分不同导致焊缝表面成形有差异。在焊缝表面和焊道两侧边缘处都有肉眼可见的斑点状、不连续的氧化物,焊道平整。分析原因为:CO2气体是多原子气体,焊接过程中在电弧和激光的热作用下高温受热分解,在不同解离能的情况下,按照式(1)[7]分解为CO和O2

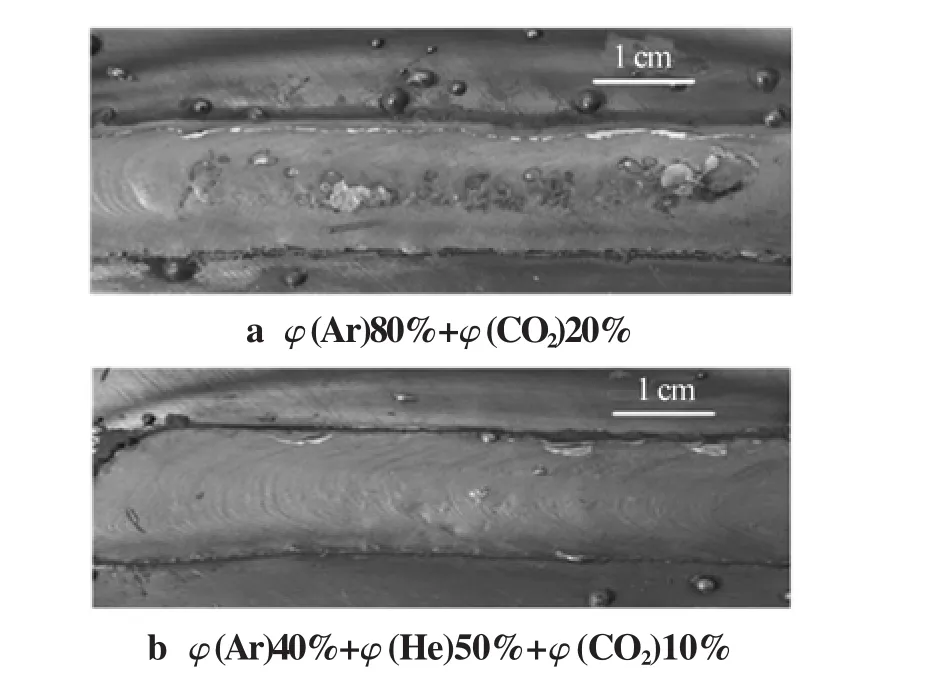
图2 两种不同保护气体对应的焊缝表面成形
分解生成的O2进入到熔池,与熔化的液态金属反应生成氧化物,主要是O2与Fe、Si、Cr和Mn等反应生成的氧化物。
情况A对应的焊缝熔宽(14.2 mm)小于情况B对应的焊缝熔宽(17.4 mm),因为情况A中CO2比例高,分解的O2较多,当O2溶解到熔池中会使液态金属的表面张力温度系数由负变为正,进而改变熔池中流体流动方向,使得液态金属由边缘向中心流动,使得焊缝变窄[8]。
2.2 保护气体对电弧特性的影响
观察电信号波形图,发现保护气体为情况A比情况B对应的后丝电弧断弧次数要多,前丝电弧基本无断弧现象。在激光电弧复合焊中,激光光致等离子体和电弧等离子体相互作用;当这两种等离子体在空间相遇,形成一个导电通道,该通道便成为电弧放电通道。激光光致等离子体中的带电粒子进入电弧等离子体,电弧等离子体中的带电粒子增加,改善了电弧电离能力,减小了电弧电阻,稳定了电弧[9]。这样虽然在激光+双丝复合焊中存在两个电弧之间的相互作用,可是加入的激光能为两电弧提供导电通道,稳定电弧,电弧偏转程度有限,不会断弧。但CO2比例高时,由于CO2为多原子气体,在焊接过程中高温作用下发生分解,其热容量大,分解时从电弧中吸收较多分解热,导致导电区热量散失,冷却电弧。根据最小电压原理,电弧将自动缩小其断面,减少电弧表面散失的热量,提高电场强度,电弧不易扩展。电弧等离子体和激光光致等离子体之间的作用减弱甚至消失,相当于激光对电弧的稳定作用减弱甚至消失,无法抑制两电弧之间的相互作用,导致相互吸引,电弧被拉长偏转,断弧次数增加。
两种保护气体对应的高速摄像图片和电压波形分别如图3、图4所示。两图中将前后丝分别处于峰值时刻电弧弧根处宽度进行标定,比较发现CO2比例高对电弧冷却作用强,电弧宽度变小。当前丝处于基值,后丝处于峰值时,两电弧之间相互作用见图3a,发现前丝电弧连同弧根并没有向后丝电弧倾斜,而是仍然停留在工件表面,无断弧。当前丝处于峰值,电弧亮度最亮,后丝处于基值,电弧亮度变暗,此时对于后丝电弧来说,受到前丝电弧的吸引力最大,发现后丝电弧发生偏转,见图3b。之后后丝电弧在前丝电弧吸引作用下被向上拉长,大幅度偏转弯曲,后丝阳极斑点沿着焊丝上移,电弧电压增加,一旦超过焊机空载电压,后丝电弧熄灭,见图3c和图3d。这时,焊机的输出电压高达100 V。随后进入下一个周期,焊接电流增大,前丝电弧逐渐变亮,图3e前丝电弧达到最亮,前丝电弧发生膨胀,接触到后丝,使得在工件和后丝之间又形成导电通道,后丝电弧再次燃弧[10]。
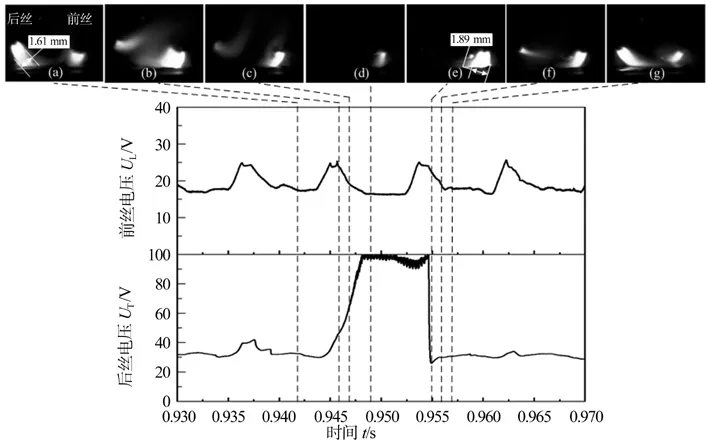
图3 φ(Ar)80%+φ(CO2)20%对应高速摄像图片和电压波形
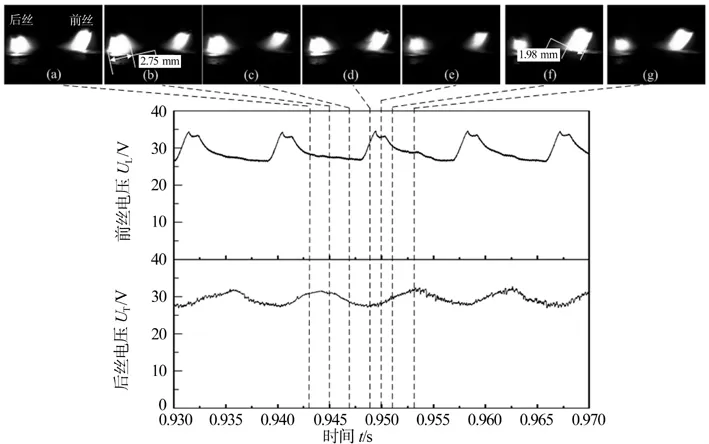
图4 φ(Ar)40%+φ(He)50%+φ(CO2)10%对应高速摄像图片和电压波形
图4选取了一个周期的高速摄像进行说明。图4a为后丝处于峰值上升阶段,前丝处于峰值下降阶段的电弧形态;图4b中后丝电弧处于峰值,电弧最亮,电弧等离子体均发生膨胀,前丝电弧被吸引偏转程度大于图4a,但无断弧。图4c~图4e中,后丝电弧处于峰值下降阶段,前丝电弧处于峰值上升阶段,明显观察到电弧亮度变化和电弧等离子体膨胀程度变化。图4e中前丝电弧处于峰值,后丝电弧处于基值,由于热惯性作用,发现在图4f中前丝电弧最亮,电弧等离子体体积最大,后丝电弧亮度最暗,电弧等离子体体积最小。此时对于后丝电弧来说,受到前丝电弧的吸引力最大,发现后丝电弧偏转程度较小,仍然停留在工件表面,无断弧产生,之后图4g预示着进入下一个周期。
3 结论
(1)在焊缝表面和焊道两侧边缘处,发现有斑点状、不连续的氧化物肉眼可见,保护气体为φ(Ar)80% +φ(CO2)20%时对应氧化物含量高于保护气体为φ(Ar) 40%+φ(He)50%+φ(CO2)10%;保护气体为φ(Ar)80%+ φ(CO2)20%时比保护气体为φ(Ar)40%+φ(He)50%+φ (CO2)10%时对应的焊缝熔宽要小。
(2)保护气体为φ(Ar)80%+φ(CO2)20%比保护气体为φ(Ar)40%+φ(He)50%+φ(CO2)10%含有的CO2比例高,使CO2气体对电弧冷却作用增强,减弱了激光对电弧的稳定作用,断弧次数多。
[1] William M.Steen.Arc augmented laser processing of materials[J].Journal of applied physics,1980(51):5636-5641.
[2] Baggera,Claus Olsen,Flemming O.Review of laser hybrid welding[J].Journal of Laser Applications,2005,17(1):2-14.
[3]Moriaki Ono,Yukio Shinbo,Akihide Yoshitake et al.Development of laser-arc hybrid welding[J].NKK Technical Review,2002 (86):8-12.
[4]刘明辉,张 宏,刘双宇,等.CO2激光-MAG电弧复合焊接中保护气体对熔滴过渡和焊缝形貌的影响[J].应用激光,2010,30(6):503-507.
[5] Kah P,Salminen A,Martikainen J.The analysis of shielding gases in laser-arc hybrid welding processes[J].Proceedings of theinstitutionofmechanicalengineerspartb-journal of engineering manufacture,2011(225):1073-1082.
[6]Rao Z H,Liao S M,Tsai H L.Effects of shielding gas compositions on arc plasma and metal transfer in gas metal arc welding[J].Journal of applied physics,2010(107):044902.
[7] Chung B G,Rhee S,Lee C H.The effect of shielding gas types on CO2laser tailored blank weldability of low carbon automotive galvanized steel[J].Materials science and engineering,1999 (不详):357-362.
[8]Shanping LU,Hidetoshi FUJII,Kiyoshi NOGI.Influence of welding parameters and shielding gas composition on GTA weld shape[J].ISIJ International,2005(45):66-70.
[9]Ming Gao,Xiaoyan Zeng,Qianwu Hu.Effects of gas shielding parameters on weld penetration of CO2laser-TIG hybrid welding[J].Journal of Materials Processing Technology,2007 (184):177-183.
[10]Ueyama T,Ohnawa T,Tanaka M,et al.Occurrence of arc interaction in tandem pulsed gas metal arc welding[J].Science and Technology of Welding and Joining,2007,12(6):523-529.
Effects of shielding gas on weld shape and arc characteristic in laser+twin-electrode MAG hybrid welding
LI Ming-li
(School of Mechanical Engineering,Beijing Institute of Petrochemical Technology,Beijing 102617,China)
Based on laser+single arc welding,the laser+twin-electrode MAG hybrid welding is developed by adding the other arc.With the shielding gas ofφ(Ar)80%+φ(CO2)20%(condition A)andφ(Ar)40%+φ(He)50%+φ(CO2)10%(condition B),the effects of the varying ratio of CO2on weld shape and arc characteristic are studied in laser+twin-electrode MAG hybrid welding.The LabVIEW signal acquisition system and high-speed photography system are used to monitor welding current,arc voltage and arc behavior.The results show that spotted and discontinuous oxides are visible on the surface and both sides of the weld.Compared condition A with condition B,the oxides content under condition A is high and the weld width is small.Then under condition B,the weld is smooth and scaly figure is distinct.Due to the high CO2ratio in condition A,the effect of cooling arcs is enhanced and the effect of stabilizing arcs is weakened.The arc interruption times under condition A is more than under condition B.
laser+arc hybrid welding;shielding gas;weld shape;arc characteristic
TG444
A
1001-2303(2012)07-0013-04
2012-06-20
李明利(1960—),男,内蒙古通辽人,教授,硕士,主要从事焊接工艺和焊接设备的教学和研发工作。