转炉氧枪控制系统中编码器的应用与关联
2012-10-26杨勋
杨 勋
唐山钢铁集团有限公司微尔自动化公司
转炉氧枪控制系统中编码器的应用与关联
杨 勋
唐山钢铁集团有限公司微尔自动化公司
氧枪是转炉炼钢的关键设备之一,它的控制系统性能关系到冶炼钢水的质量与效率。要想保证氧枪系统的安全稳定运行就必须有一套完善的控制体系。简介了转炉氧枪的控制系统以及控制系统中的重要电器设备,简述了编码器的分类及原理,详细说明了速度编码器和高度编码器在氧枪升降控制中起到的作用,并且初步构思了两种编码器所采集的数据共享的方法。
氧枪;编码器;变频器;plc
oxygen lance;encoder;inverter;plc
前言
在今天的金属冶炼工业生产过程中炼钢主要工艺为顶底复合吹转炉,底吹主要介质为惰性气体,起到均匀钢水成分的搅拌作用。顶吹主要的介质是氧气,它和钢水中杂质发生氧化反应,从而达到降低杂质提高钢水性能的目的。氧枪即是输送氧气的核心设备,氧枪系统是转炉冶炼的核心系统,氧枪控制系统的安全与稳定性是转炉工艺重中之重,它直接影响着转炉炼钢生产的安全、高效及钢水质量。
氧枪控制系统主要分为横移控制和升降控制,本文以唐山钢铁集团有限责任公司第一钢轧厂150T转炉氧枪升降控制系统为例,详细介绍了编码器在氧枪升降控制系统中的应用,在现有设备的基础上,初步构想了速度编码器和高度编码器所采集数据互用方法。
1 氧枪控制系统简介
唐山钢铁集团公司第一钢轧厂有三座150T转炉,每座转炉有两个氧枪,一用一备。在转炉正常生产中,氧枪主要进行横移和升降两种动作,因此氧枪控制系统可分为横移控制和升降控制。
1.1 氧枪横移小车的控制
氧枪横移小车的控制是2地3种控制。有两种是在主控室的电脑画面上由操作人员控制的,还有一种控制方式是在机旁的就地操作盘上进行操作。主控室内的两种控制分别为自动和手动操作。以1#横移小车换枪为例:选择自动后,氧枪横移小车的解锁和移动等操作均由PLC来发出指令,当 1#横移小车离开工作位后,2#横移小车开始向工作位移动,1#横移小车到达备用位后锁紧杠锁紧,2#横移小车到达工作位后锁紧杠锁紧后,2#氧枪系统才可进行升降操作。当选择手动时,1#横移小车的解锁、移动和2#横移小车的移动、锁定都是由操作人员在主控画面上操作的。机旁操作类似手动操作,只是操作地点不同。
1.2 氧枪升降的控制
氧枪升降控制系统中主要设备包括氧枪抢体,钢丝绳滚筒,凸轮控制器,高度编码器,减速机,电动机,电机制动器,速度编码器等。升降控制的核心就是控制电动机,也就是说控制氧枪升降的问题转换成了控制电机的问题,而控制电机自然离不开变频器和PLC。
氧枪变频装置采用矢量控制方式,每个氧枪均有一台主提升电动机,每台电机对应一台变频器,他们的控制采用二对二方式,即两台变频器通过转换开关可分别控制两台电动机。变频器安装在氧枪变频柜内,远程安装在主电气室。氧枪变频柜内主要有断路器、风机接触器和主回路接触器、两个电抗和变频器(带制动电阻)。变频断路器主要是起过流保护作用的,风机接触器则是用来控制冷却风机的,氧枪接触器控制氧枪提升电机的供电。电抗则是防止电磁干扰的以保证变频器正常工作。变频器是由PLC控制的,信号由PROFIBUS网络传到变频器。变频器自带制动装置,当需要制动时,制动单元接通制动电阻使电动机制动。氧枪的提升可靠正常电机和事故电机动作。当电源和PLC正常时,由正常电动机工作;当电源或PLC故障时,抱闸投入,由UPS电源为抱闸电机供电,使抱闸松开,再由事故电机把氧枪提升至待吹位。

图1 氧枪升降机构简图
氧枪在控制画面上需要设置7个位,分别为换枪超上限位、换枪位、等待位、开闭氧位、下超限位。其中换枪超上限位、换枪位、等待位、下超限位由凸轮控制器设定,开闭氧位由要强高度位置控制,氧枪到达这些位置时,由凸轮控制器或者高度编码器把信号传回PLC并在主控画面上显示出来。例如氧枪到达换枪上限位时,由主令控制器传给PLC信号,程序连锁就会阻止氧枪继续上升,防止氧枪冲顶。
氧枪升降系统中有两个非常重要的参数,一个是电机转速,另一个就是氧枪高度,他们的检测分别由两个编码器完成,测量速度的编码器为增量型编码器,测量高度的编码器为绝对值型编码器。
2 编码器的工作原理
编码器又称为光电旋转编码器,它是通过光电转换,将输出轴的角位移、角速度等机械量转换成相应的电脉冲以数字量输出,编码器可以分为增量型编码器和绝对型编码器。
2.1 增量型编码器
增量式光电编码器的特点是每产生一个输出脉冲信号就对应于一个增量位移,但是不能通过输出脉冲区别出在哪个位置上的增量。它能够产生与位移增量等值的脉冲信号,其作用是提供一种对连续位移量离散化或增量化以及位移变化(速度)的传感方法,它是相对于某个基准点的相对位置增量,不能够直接检测出轴的绝对位置信息。一般来说,增量式光电编码器输出A、B 两相互差90°电度角的脉冲信号(即所谓的两组正交输出信号),从而可方便地判断出旋转方向。同时还有用作参考零位的Z 相标志(指示)脉冲信号,码盘每旋转一周,只发出一个标志信号。
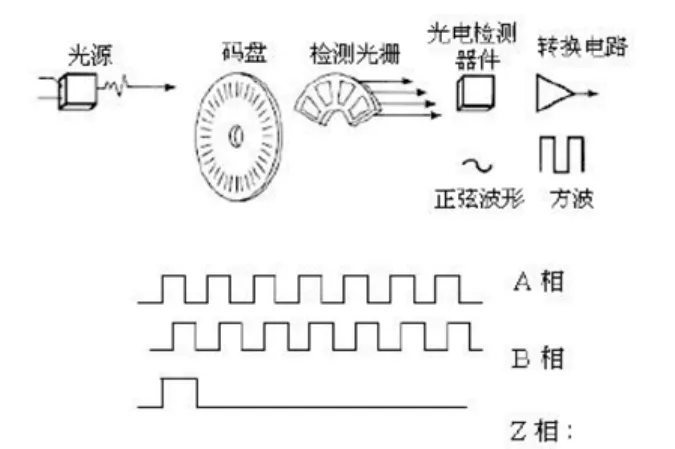
图2 增量编码器的器件组成及输出信号波形
2.2 绝对值编码器
绝对式编码器是直接输出数字量的传感器,常用于电机定位也可用于测速系统。因其每一个角度位置都对应唯一的数字编码而得名绝对式编码器,如果系统的运动发生在电力中断期间,新的位置在电源恢复以后也能立即确定。此外,绝对式编码器还有可靠性高,抗干扰能力强等特点,在应用中越来越受到人们的重视。绝对编码器光码盘上有许多道由里至外的刻线码道,每道刻线依次以2线、4线、8线、16线……编排,这样,在编码器的每一个位置,通过n个光眼读取每道刻线的通、暗,获得一组从2的零次方到2的n-1次方变化的唯一的2进制编码(格雷码),这就称为n位绝对编码器。这样的编码器是由码盘的机械位置决定的,每个位置的编码是唯一、绝对的,所以称为绝对值编码器。它不受停电、干扰的影响。
3 编码器在氧气升降控制系统中的应用
氧枪升降控制系统又可分为两部分,一种为变频器--电机--速度编码器速度控制系统,一种是PLC--变频器—电机--高度编码器的位置控制系统。
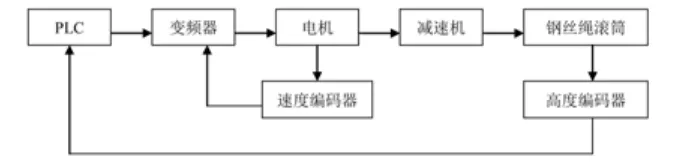
图3 氧枪升降控制系统流程图
3.1 速度编码器在控制中起到的作用在变频器--电机--速度编码器控制系统中,速度编码器主要起到检测电机实际转速的作用。一钢轧厂三号转炉的氧枪系统所使用的速度编码器为标准增量型编码器,是瑞士宜科工业自动化公司所生产的,型号为EC58K12-H6PR-1024,它通过软连接轴连接到电机的输出轴上,电机轴每转一圈,即输出1024个脉冲,变频器采集这个数值并对其进行滤波处理,当PLC发出速度设定指令后,变频器将电机实际转速和设定速度的偏差速度作为新的设定速度,形成了闭环控制。
3.2 高度编码器在控制中起到的作用
高度编码器即绝对值型编码器,一钢厂3#转炉所使用的编码器是德国TR公司所生产的,型号为CE65M,分辨率为1024,圈数为32圈,即有15位二进制格雷码输出,PLC接受信号后,将其转换成二进制码,并存储在中间变量M中。
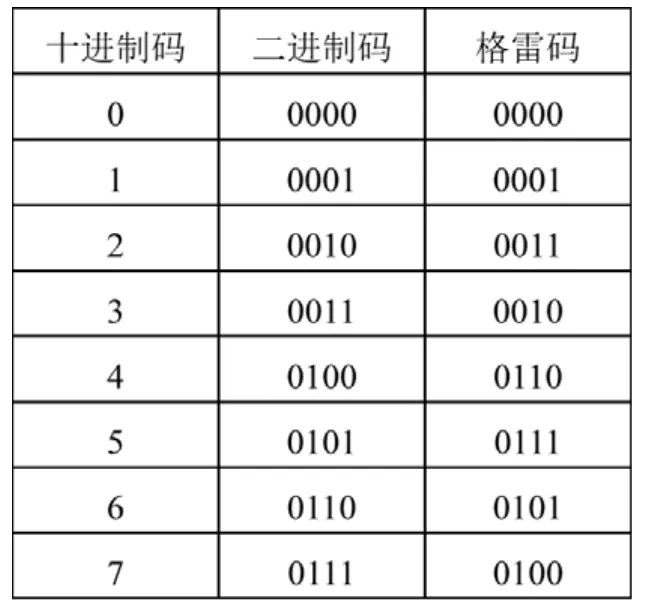
表1 二进制和格雷码的转换
钢丝绳滚筒的直径为d,那么钢丝滚筒每转一圈,氧枪高度变化为Πd/2(有一组动滑轮),编码器和滚筒为同轴连接,所以编码器输出每变化一次所代表的氧枪高度变化值为Πd/2048,将任意两点间的二进制M值相减并转换成十进制数得到ΔM,则可测得两点间的位移量L=ΔMΠd/2048。有了位移量L即可得以任意参照点为起点的实际高度值。
4 速度编码器和高度编码器之间的关系
电机和钢丝绳滚筒是通过减速机传动的,电机轴上的速度编码器和钢丝绳滚筒轴上的高度编码器之间的转速比值就是减速机的减速比i,i=N电机/N滚筒 =N速度编码器/N高度编码器,有了层关系,是否可以将两种编码器所采集的数据互相转换呢?即将速度编码器所采集的信号,转换成氧枪高度值,将高度编码器所采集的信号转换成电机转速。

图4 速度编码器和高度编码器的关系示意图
4.1 速度编码器转换成高度值的初步思路
速度增量型编码器的分辨率R=1024/圈,当钢丝绳滚筒转动一圈时,速度编码器所发出的脉冲为iR,因此连接在电机轴上的分辨率为R的增量编码器近似等价于连接在滚筒轴上的分辨率为iR的增量编码器,我们可以通过脉冲分路器,将速度编码器的信号分离成两路脉冲信号,一路给变频器参与原来的控制,另一路给PLC的高速计数模板,通过记录脉冲数值可以计算得出氧枪的位置。
4.2 高度编码器转换成速度值的初步思路
当氧枪动作时,我们可以将氧枪升降的线速度转换成钢丝绳滚筒转动的角速度,3.2中已经求的两点间位移量L=ΔMΠd/2048,那么V=L/Δt,
则N高度编码器=N滚筒=2VΔt/ Πd=2L/Πd= ΔM/1024Δt,
则N速度编码器=N电机=iN高度编码器=iΔM/1024Δt. 因为减速机齿轮间有间隙,这种方法所检测的电机转速和实际转速,误差相对较大,传动的过程中存在一定的延迟,所以这个数值要想参与到变频器--电机--速度编码器闭环控制中是有难度的。
经过初步构想,速度编码器和高度编码器互相检测数值的方法理论上是可以实现的,因此我们可以用这种方法所计算得到的值给两种编码器提供一个参考值,有利于控制更加精确稳定。但是要想用速度编码器实现位置控制,用高度编码器实现变频器电机间的速度控制还是相当困难的,有待我们进一步深入研究。
5 结语
随着钢铁工生产工艺的日益进步,生产节奏的不断加快,转炉氧枪系统的控制越来越重要,而参与控制的核心传感器--编码器更有着不可替代的作用,一旦发生故障,该氧枪系统就不能使用,转炉生产也会受到影响,而转炉下游的精炼,连铸,轧机等工艺都要做出生产节奏的改变,无论是经济上还是产品质量上都会给公司带来巨大损失。快速地处理编码器故障,让故障氧枪在短时间内投入使用,尽可能的减少故障损失,是非常重要的。
[1] 树涛,王囡囡.转炉氧枪控制系统的设计应用[J].莱钢科技,2008.6:1-3
[2] 炼钢转炉氧压及氧枪枪位控制[J].四川冶金,2002.5:1-1
[3] 转炉氧枪系统的自动化控制[J]. 冶金能源,2007.3:1-5
Application And Correlation Of Encoders In Control System Of Converter Oxygen Lance
Yang Xun
Tangshan Iron and Steel Co., Ltd. Weier Automation, Inc
Oxygenl ance is one of the key equipm ent of convertesr teelmakingT, he control system performanicse related to the smelting moltens teel quality and efficiencyI. n order to ensuret he safe and stable operatioon f oxygenl ance system must have a perfect controsl ystem. Brief introductioofn converter oxygenl ance control system and contr ol systemsi n the importanetl ectrical equipmenTth, e classificatioan nd principloe f encoder, A detail ed description of the speed and height of encoder encoder in oxygenl ance lifting control play a role in, And the initial idea two encoder data sharing method.
10.3969/j.issn.1001-8972.2012.12.117
