复合材料层压板的超声相控阵检测
2012-10-23黄景兴丁能圣闫丽永方慧波
黄景兴,朱 政,丁能圣,闫丽永,方慧波
(昌河飞机工业(集团)有限责任公司,景德镇 333002)
复合材料由于具有比强度及比模量高、耐疲劳性能好、抗振性能好、热膨胀系数小和质量轻等优点而广泛应用于航空航天等军工业领域[1]。由于复合材料的特殊制造工艺以及其组分的多样性和各向异性等因素的影响,通常会在制造过程中形成无规律分布的孔隙、疏松、分层、夹杂和粘接不良等缺陷。这些缺陷严重地影响着构件的力学性能和整体完整性。为了保证产品高质量、高可靠性、长寿命和高性能的要求,必须对复合材料产品进行100%无损检测。常规超声检测由于受到仪器、探头等性能的影响,其检测灵敏度及分辨率较低;同时由于复合材料厚度方向一般不存在加工余量,所以不允许存在检测盲区[2-3],常规超声检测很难满足复合材料无损检测要求。笔者采用超声相控阵检测方法对复合材料层压板进行了检测。
1 层压板人工缺陷检测
1.1 试块设计
为了模拟复合材料缺陷的大小和位置,设计了一个350mm×300mm,厚度为7层碳纤维布(每层碳纤维布的厚度约为0.15mm)的试块。试块内部埋有以特氟隆(聚四氟乙烯)为材料的6组人工缺陷,其中每组缺陷由四个不同半径人工缺陷组成,同时每组缺陷分布在不层数之间,从而形成不同尺寸和深度的人工缺陷。试块详细的缺陷位置和尺寸如图1所示。
1.2 检测设备与检测过程
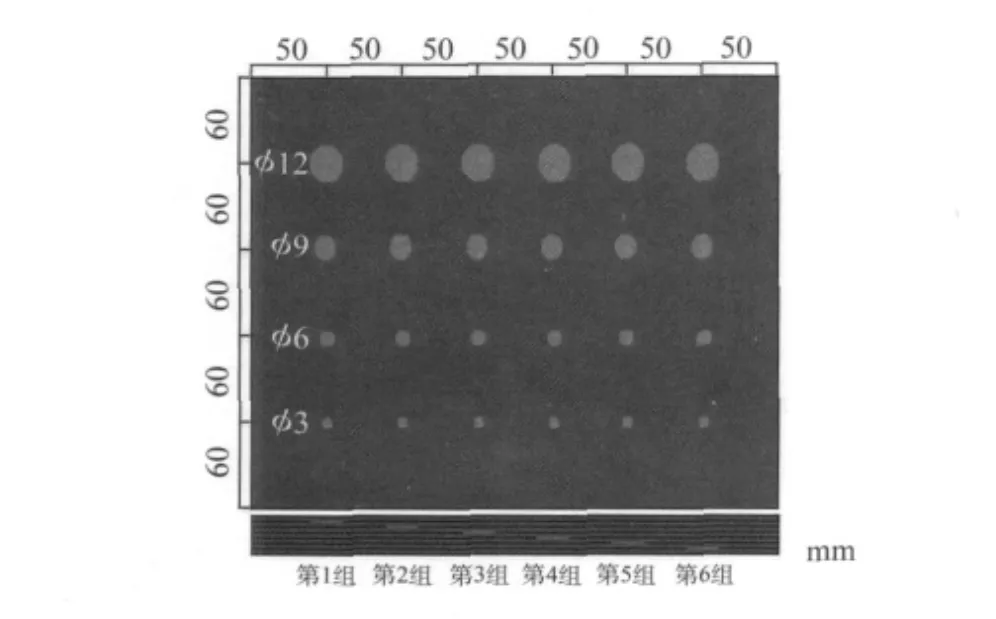
图1 层压板试块
检测过程采用Omni Scan MX探伤仪,探头(5L64-A2)频率为5MHz、64个晶片一维排列式,楔块(SA2-OL)为有机玻璃。
采用零度线性聚焦法则,设置从第1个晶片开始激活到第64个结束,电子扫描步距为1,聚焦深度为2mm,声速为3000m/s的纵波。显示方式为A+C扫形式。采用水作为耦合剂与层压板耦合。在A扫显示中将闸门A置于始波与底波之间,由闸门A采集的信号转换为相应的C扫图像。对图1第六组φ3mm的人工缺陷(最大埋深的缺陷)进行扫查,同时调整相应的增益使得C扫图像清晰可辨。然后以该增益作为检测灵敏度,采用双边扫查方式对试块进行100%扫查。
1.3 检测结果与分析
图2为层压板的人工缺陷C扫查结果。图像中清楚地显示出不同埋深的人工缺陷。可见超声相控阵检测法具有检测复合材料特有缺陷的能力。图像中缺陷近似椭圆形,而人工缺陷设计为规则的圆形。这是由于探头阵元是长条形,晶片扫查速度与人工扫查速度不一致时容易造成图像的偏差。采用超声相控阵检测法对缺陷进行评定时需注意图像偏差所引起的误差。

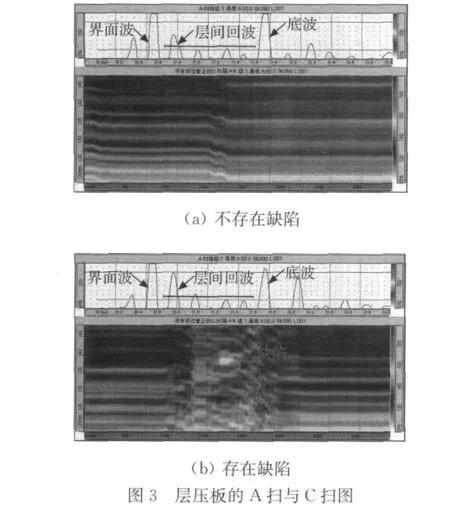
图2(a)的人工缺陷位于检测面方向的第一层与第二层碳布之间,该图清晰地显示出不同半径的人工缺陷,可见该方法具有避免由于存在上表面盲区所引起漏检的能力,可以满足复合材料厚度方向一般不存在加工余量的检测要求。
由于复合材料结构的特性,超声波耦合后在A扫图像中界面波与底波之间出现层间的回波,如图3所示。从图3(a)可见,当层压板中不存在缺陷时,A扫图像中层间回波较低,而底面回波较高。图3(b)为位于第一层与第二层碳布之间的φ3mm人工缺陷A扫与C扫图。从图中可见,当检测发现人工缺陷时,层间回波波幅增大到80%,底波幅度降低。当层压板上存在缺陷时,A扫图像中层间回波波幅增大,而底波波幅降低,此时闸门A采集的信号转换为相应的C扫图像。
根据超声相控阵探伤仪发射的声波在控制平面上波束的尺寸公式dst=λ·(其中λ为入射波波长;F为聚焦深度;A为探头晶片总长度,该探头晶片A=38.4mm)[4],可知该波束尺寸为0.03mm。与常规探头相比,其具有较好的横向分辨率。
从图中可以看出,不同埋深的缺陷中φ3mm的最小缺陷均能被检测出来,满足复合材料检测灵敏度的要求。
2 应用实例
2.1 层压板分层缺陷检测
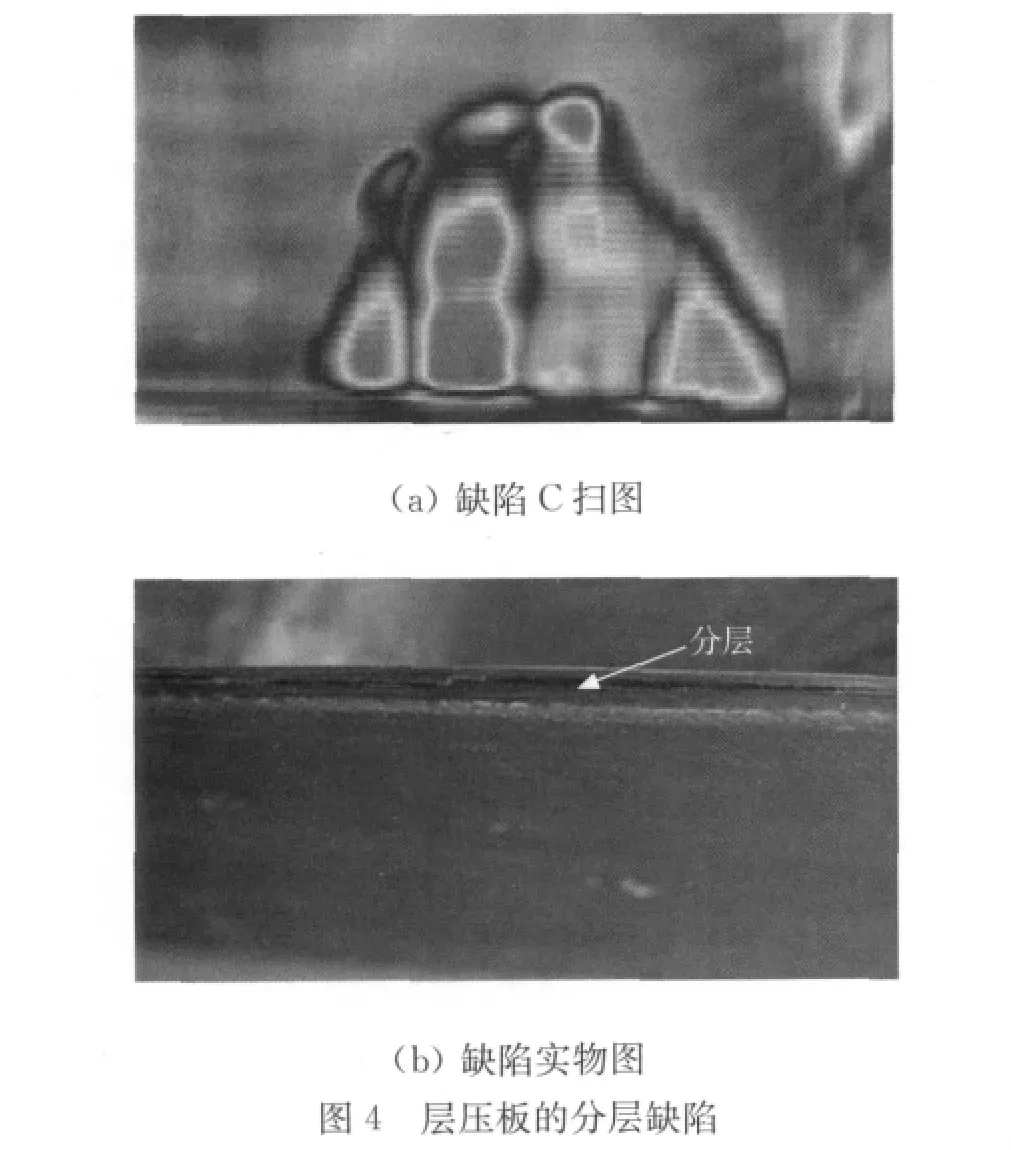
分层是目视表面不可检的层与层之间的分离。分层可使复合材料层合结构性能,特别是压缩强度明显下降[1]。采用超声相控阵技术对复合材料层压板区域进行100%的检测,从C扫查图发现异常显示,如图4(a)所示。对该部件出现异常显示的区域进行解剖,结果发现该区域存在严重的分层,该缺陷深度为0.8mm,如图4(b)所示。
2.2 层压板夹杂缺陷检测
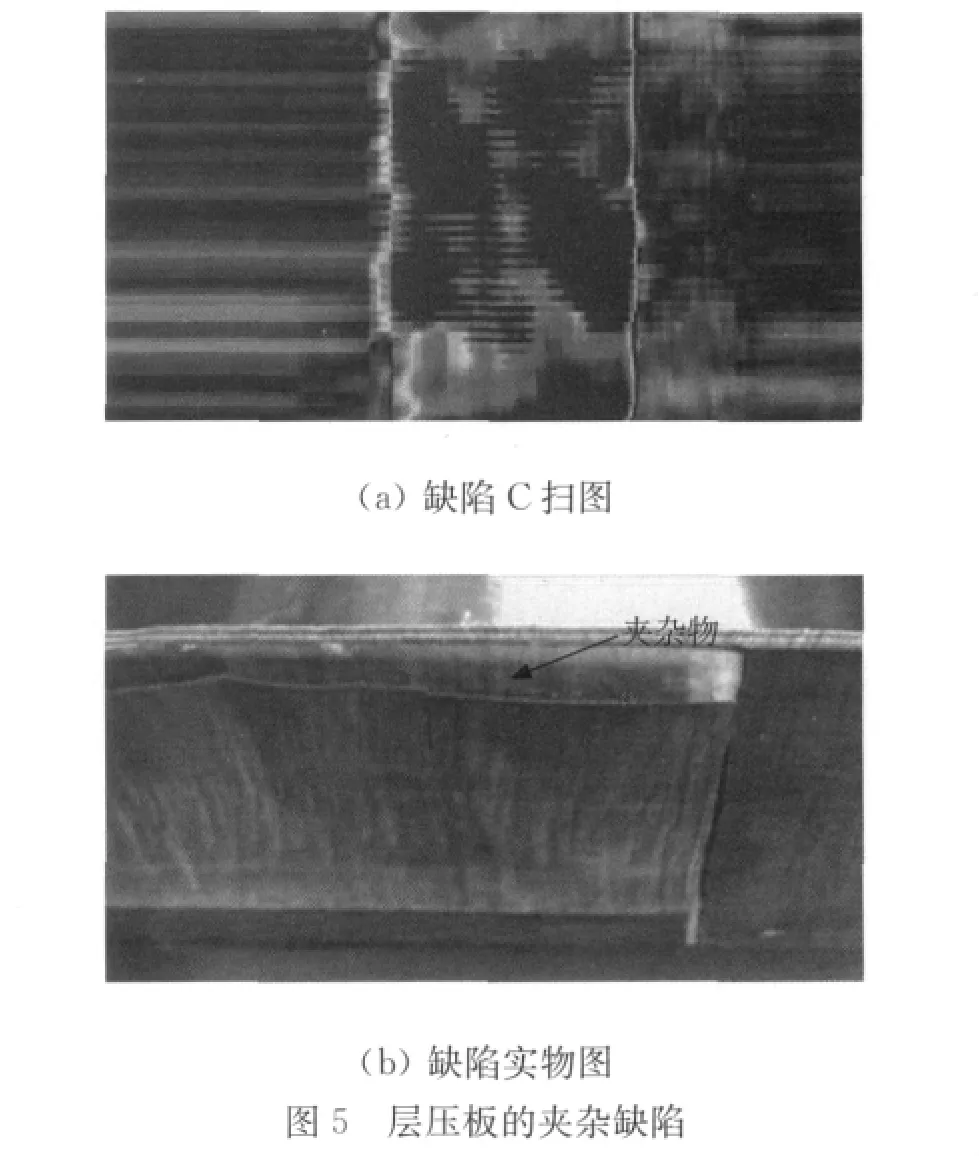
复合材料层压板在制造过程中由于操作人员疏忽等原因容易产生夹杂缺陷。该缺陷的存在使得层压板铺层间分离,力学性能下降,在使用过程中存在严重的安全隐患。图5(a)为采用超声相控阵技术对复合材料层压板进行100%检测的C扫图。从图中可以看出,该检测区域存在大面积的异常显示。对出现异常显示的对应区域进行解剖,结果发现该区域离检测面0.3mm处存在夹杂,如图5(b)所示。
3 结论
(1)超声相控阵检测法具有检测复合材料特有缺陷的能力。
(2)超声相控阵检测法具有避免由于上表面盲区所引起漏检的能力,可以满足复合材料厚度方向一般不存在加工余量的检测要求。
(3)与常规探头相比,超声相控阵探头具有较好的横向分辨率。
(4)经实际应用表明,超声相控阵检测法可用于复合材料层压板结构的无损检测。
[1]杨乃宾,章怡宁.复合材料飞机结构设计[M].北京:航空工业出版社,2002.
[2]《国防科技工业无损检测人员资格鉴定与认证培训教材》编审委员会.超声检测[M].北京:机械工业出版社,2005.
[3]刘松平.复合材料无损检测与缺陷评估技术[J].无损检测,2008,30(10):673-678.
[4] 相控阵 辅导[EB/OL].http://www.olypums-ims.com/zh/ndt-tutorials/phased-array.