激光同轴送粉气固分离均分器的研制**1
2012-10-23田凤杰
田凤杰
(沈阳理工大学机械工程学院,辽宁沈阳 110159)
目前,激光快速成形制造技术已成为一种新兴的直接快速制造三维实体金属零件和修复贵重金属零部件的先进制造方法,它已广泛应用于航天航空、石油化工、电子信息和能源环境等行业[1]。近年来,激光同轴送粉成形技术受到国内外广泛关注,同轴送粉中粉末流和激光束同轴输出,在圆周各个方向是对称的,无方向性限制,既能实现二维平面熔覆成形,也能良好实现3D成形制造,而且粉末流具有成形制造所需要的各向同性的功能,具有灵活的成分可调性[2-3]。但是粉末流的各向同性取决于粉末由喷嘴喷射出后的分布状态、粉末流形态不仅直接影响成形层形貌和质量,而且粉末流汇聚性不好也造成粉末的利用率降低,进而影响成形制造过程的效率和增加成本,因此国内外的一些学者一直致力于高性能同轴送粉系统的研究开发[4-7]。现在激光快速成形大多采用载气式同轴送粉系统,载气式气力输送可以良好地进粉和较长距离输送,而且粉末不产生团聚和堵塞现象,系统主要由载气送粉器、输送管路和载气式同轴送粉喷嘴等组成。粉末颗粒依靠载气完成粉末的流化、输送过程,但当气粉两相流从喷嘴喷射出时,由于气相载体易于扩散减速,所以载气在沿着粉末流流动方向上产生横向速度梯度,使得固相粉末颗粒在该梯度方向上受到横向剪切力,造成粉末喷射出后迅速发散,这是造成粉末汇聚焦距短(喷嘴易受热升温)和利用率低的一个主要原因。本文针对增大粉末汇聚焦距和提高粉末利用率问题,进行了气固分离均分器的结构和载气流量大小对汇聚性能影响的分析计算和模拟研究,最后通过试验对其性能进行了测试。
1 卸载式同轴送粉系统
为了减少载气对喷射汇聚粉末的扰动发散,在粉末进入同轴喷嘴前把载气卸载,这样既可以很好地进行载气式粉末的进粉和输送,又可以显著地减少喷射汇聚时载气对粉末的扰动发散作用。卸载式同轴送粉系统主要由载气送粉器、输送管路、气固分离均分器和同轴喷嘴等组成,如图1所示。载气送粉器采用载气方式输送的气粉两相混合物经管路输送进入气固分离均分器,大部分载气与粉末分离后排出,剩余小部分载气和粉末均分4路后进入同轴喷嘴(粉末在载气卸载过程中无任何损失),激光束经光路系统穿过同轴喷嘴,与由喷嘴喷射而出的粉末流同轴输出,粉末进入激光束在基材成形表面形成的熔池内。高能量的激光束使进入熔池的粉末完全熔化,而基材微熔,冷却后在基材表面形成与基材相互熔合的成形层,系统运动部件控制同轴喷嘴和基材相互配合运动,这样逐层堆积实现激光三维成形制造。

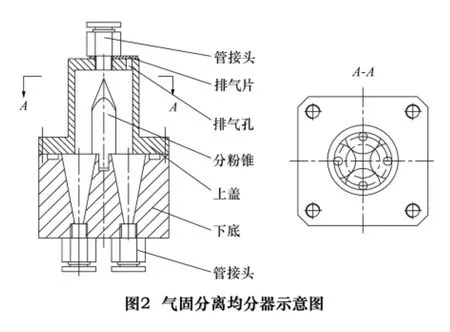
气固分离均分器的结构如图2所示,它主要由进粉口、分离腔、分粉锥、排气孔和4路出粉孔等组成。由于粉末颗粒粒径较小,且气固两相流为稀相输送,所以气固分离采用转折式惯性分离,即当气固两相流流入口突然变大,气相压降迅速降低而产生负压,载气气流速度突然降低到远小于被输送颗粒的速度且急速转向上行;粉末颗粒基于惯性效应,其运动轨迹继续保持原来的方向而与气流主流方向不一样,从而使载气和固体颗粒分离。粉末颗粒均分采用锥体圆弧均分技术,即在锥体上加工4个均匀分布且具有特殊的弧面结构的粉末通道,圆锥轴心与进粉口中心位于同一轴线上,粉末通道上窄下宽,由于粉末颗粒本身具有一定的动能,粉末从锥顶到达锥底时不再向锥顶方向运动。分粉锥面既可以起到分割、均分粉末作用,又可以作为遮挡构件而改善由于载气转向造成的粉末浓度偏离。
2 结构分析与仿真计算

当气固两相流以近似于层流悬浮状态进入惯性分离器,气体在转折时的损失可忽略不计时,惯性分离器中气固分离可用图3所示模型来描述。在分离区域内,横截面为矩形,气体排出口在分离器上部,下部为锥形粉末出口。当气固两相流进入突然面积增大很多的分离腔时,气相迅速减速而转折流动,由气体排出口流出,固相由于质量相对较大,依靠惯性和重力作用继续沿原运动方向运动,这样实现气固分离。对于这种小型的转折式惯性分离器,国内外没有任何的结构方面的研究发表,由于这种分离器是由重力沉降室发展而来的,所以本文参照重力沉降室的结构尺寸进行粉流腔的结构设计研究。
转折式惯性分离器分离腔部分的直径D为

式中,Qg为通过分离器的气体流量,m3/s;uf为固态颗粒的悬浮速度,m/s;α为修正系数,一般可在0.03~0.1范围内选取,对不易扬起灰尘的颗粒取大值,易扬灰尘颗粒取小值。
分离腔部分高度H为

式中:C为系数,对粒径dp>3 mm的粗颗粒,C=1.0~1.5;dp=0.5~3 mm的颗粒,C=1.3~1.8;dp<0.5 mm 的粉末,C=1.5~2.0。
锥形部分高度h为

式中:d为粉末颗粒出口直径,m;Φ为颗粒与分离器壁面的外摩擦角,(°)。
分离器进口管的截面尺寸,可按进口气体流速等于颗粒群处于等速悬浮状态输送时载气流的流量来计算设计。
分粉锥横截面最大直径为分离腔横截面直径的1/3,太大了影响气固的分离效果,太小了影响粉末的均分功能;均分槽的圆弧直径为以出口孔心为圆心,四等分分离腔的横截圆周长,且圆弧长度等于分粉锥最大横截圆周长1/4的圆的直径。


根据以上的分析计算,设计出用于同轴送粉系统的气固分离均分器,对其进行工作状态的仿真研究。载气为氩气,粉末颗粒为Ni60A合金粉末,初始输入条件数据如下:气固两相进口半径r0=2 mm,入口气体压强p0=5.05 ×105Pa,气体密度 ρg=8.92 kg/m3,粉末出口半径r1=2 mm,出口处的压强p1=1.01×105Pa,环境温度T=293 K,粉末密度 ρp=8.72 kg/m3,气体运动粘性系数μ=21.25×10-6Pa·s,颗粒直径dp=0.075 mm。
采用不同的载气流量,分析研究气固分离和均分过程中粉末颗粒与载气的流场状况。载气流量分别为:1.4、2.1、2.8、3.5、4.3、5.1、6、7.5 L/min。图 4 为粉末在分离均分腔内的流场分布,图5为载气在分离均分腔内的流场分布。
由仿真结果可以分析出,所设计的气固分离均分器可以良好地实现粉末颗粒与载气的分离,大部分载气有排气口排出,粉末颗粒沿粉末出口流出。由于分粉锥的遮挡作用,粉末颗粒在与载气分离后,绝大部分沿分粉锥的锥面运动;而且经分粉锥圆弧的分割作用后,粉末的均分情况良好,可以看出大部分粉末较均匀地沿圆弧锥面运动,受载气流量的变化影响较小,没有发生偏离现象,粉末流均匀地由4路出口流出。小部分粉末不能沿锥面流下,而是聚集在腔体内壁,随着载气流量的增大,聚集于内壁的粉末浓度增加。载气的分离情况受载气流量变化影响较大,当载气流量较小时,载气由入口流入后转向由排气口排出,在载气流量小于3.5 L/min时,载气可以全部顺畅地由排气口排出,对分离均分腔产生扰动作用较小;当流量大于5.1 L/min后,载气不能马上顺畅地排出腔体,在排气口一侧形成湍流气团,当流量大于6 L/min时,分离腔体内产生湍流气团开始很明显,对分离均分腔的扰动作用比较大。总体看来,使用气固分离均分器,在合理的载气流量情况下可以把粉末和载气顺利地分离,同时可以把粉末进行分割均分,均分效果良好。
3 试验分析
在不同载气卸载量情况下对送粉汇聚性能的试验研究,试验采用Ni60A粉末颗粒,粒度150~300目,密度7.8 g/cm3,送粉量为10 g/min,载气流量为3 L/min。载气卸载量比例S(卸载载气的流量与输送载气的流量的百分比)大约分别为:0(不卸载)、50%、75%、90%。图6为试验时冷粉末流(不通激光束)的空间分布形貌照片。从试验结果分析,当载气不卸载时,载气全部和粉末一起由喷嘴喷射,粉末流的汇聚效果很差,在喷嘴出口有汇聚现象,但汇聚挺度很小,大约为5 mm。这是因为载气没有卸载,粉末和载气由粉流腔内刚刚喷射出时,粉末颗粒由于惯性作用有汇聚运动,在喷嘴出口开始汇聚,但载气对粉末的扰动作用又使得粉末很快分散,所以汇聚挺度较小。当载气卸载量为50%时,粉末开始有了较明显的汇聚,汇聚挺度约为11 mm,汇聚半径为3 mm。随着载气卸载的增大,汇聚效果越来越好,当载气卸载量超过75%后,粉末流的汇聚效果很明显,形成一条汇聚粉末柱体,汇聚挺度可达25 mm左右,汇聚半径为2 mm,且大部分粉末都汇聚于粉末流之中,分布均匀,汇聚性能良好,粉末利用率可达到70%以上。
4 结语
(1)采用转折式惯性分离技术和参照重力沉降室的结构尺寸设计,进行了气固分离均分器的结构研究、设计和仿真,仿真结果可以看出此种结构形式对于激光同轴送粉系统可以良好实现气固的分离与粉末的均分。
(2)通过试验发现,载气卸载后的粉末流汇聚性能明显好于气固两相同时喷射汇聚的情况,所以对于载气式进粉和输送的激光送粉系统,在粉末进入喷嘴前进行气固分离可以很好地减少载气对粉末喷射汇聚的扰动发散作用,提高粉末的汇聚性能和利用率,气固分离均分器具有实用性。
(3)所建立的简化模型和计算结果对气固分离均分器设计和性能的优化具有一定参考价值。
[1]钟敏霖,宁国庆,刘文今,等.激光快速柔性制造金属零件基本研究[J].应用激光,2001,21(2):76 -78.
[2]Lin J M,Steen W M.Design characteristics and development of a nozzle for coaxial laser cladding[J].Laser Application,1998,10(2):55 - 58.
[3]Watkins K G,Fearon E.A method of layer height control in direct laser fabrication of 304l stainless steel[C].22st International Congress on Applications of Lasers and Electro-Optics,Jacksonwille,USA,2003:84-93.
[4]Sexton L,Byrne G,Watkins K G.Alloy development by laser cladding:an overview[J].Journal of Laser Application,2001,13(1):2 -11.
[5]Arcella F G,Froes F H.Producing titanium aerospace components from powder using laser forming[J].Journal of Metals,2000,52(5):28 -30.
[6]Lin J M.A simple model of powder catchment in coaxial laser cladding[J].Optics and Laser Technology,1999,31:233 -238.
[7]Pinkerton A J.Modeling powder concentration distribution from a coaxial deposition nozzle for laser- based rapid tooling[J].Journal of Manufacturing Science and Engineering,2004,126:31 -41.
