西门子840D系统异步子程序功能的应用
2012-10-23张宝生
张宝生
(天水星火机床有限责任公司,甘肃天水 741024)
SINUMERIK 840D powerline具有模块化,开放性和统一的结构。用于操作、编程和可视化,可提供一种适用于所有技术功能的创新系统平台。与SIMODRIVE 611D系统一起,并辅以SIMATIC S7-300自动化系统,SINUMERIK 840D powerline提供了一种最适于复杂机械加工任务以及具有高动态水平和精度的完善的全数字控制系统。借助于HMI、CNC和PLC中的开放性,用户可以根据将其经验准确地应用于控制解决方案。SINUMERIK 840D powerline为NC核心提供了开放性。这种开放性的结构和SINUMERIK 840D powerline的高计算性能,使CNC系统可方便灵活、快速和经济地实现你所需求的运动控制方案。
换刀是数控机床很重要的一个功能,在杂志上看到过有关802D SL用异步子程序手动换刀的介绍,以下介绍本文所述的西门子840D系统采用异步子程序实现在数控车床上手动换刀的功能。
1 数控车床刀架换刀工作原理
以卧式刀架为例,刀架转位必须先断开锁紧装置,然后才能给电动机供电,按选择的方向旋转。当编码器前1工位的选通信号下降沿到达时,则预分度电磁铁立即供电,电磁铁得电后,等待预定位电磁铁插销插入刀轴等分键槽内,回转被迫停止,预分度开关发出信号,收到此信号后,电动机立即停止,经50 ms暂停后,电动机反向旋转使刀架锁紧定位。刀架锁紧定位后,锁紧开关发出信号,该信号立即使电动机停止,锁紧电磁铁通电。此时系统进行位置检测,发出允许刀架进行切削加工的指令。
2 数控车床刀架换刀的方式
数控车床一般使用的刀架立式有4和6工位的,卧式有8和12工位的等几种,直接安装在车床的横向滑板上。换刀分自动换刀和手动换刀两种:自动换刀是在自动方式下,根据程序编制的T代码,进行选刀,这个过程通过PLC程序控制,进行刀具自动变换,系统可以辨认当前刀号,多工位刀架还可实现就近选刀的功能;而手动换刀是在手动方式下,按一下操作面板上的按键,刀架自动转动一个刀位,刀架能完成换刀的过程而且可以锁紧,但是系统不知道当前刀号,在工件加工对刀时还要在自动方式下输入刀号再执行一次换刀程序,如果不注意,往往出现将刀对错,造成刀具和工件的报废。
3 用异步子程序进行手动换刀的优点
由于西门子840D系统具有异步子程序功能,这样就给我们处理手动换刀带来了极大的方便,可以用异步子程序功能在PLC中调用自动换刀的程序,实现了在手动方式下实现自动换刀,而且数控系统能反映出当前刀具的位置,从而使自动换刀程序和手动换刀程序互不干涉,给操作者也带来了方便,可操作性强。当然840D系统异步子程序的功能是有很多用途的,此处只是其中使用的一个例子。
4 激活异步子程序功能
在编制手动换刀程序之前,必须先要设定异步子程序功能。激活异步子程序(ASUP)(选项)需要设置以下系统参数:
(1)MD10702=13 在任何情况下ASUP也连续执行
(2)MD11602=7 设置ASUP启动执行的条件
(3)MD11604=2 定义大于该优先级的中断程序
(4)MD11612=1ASUP编辑保护级别
上述参数定义之后,还需要在 PLC程序中对ASUP进行处理。
在OB100子程序中修改FB1的参数,NCKomm:=TRUE。
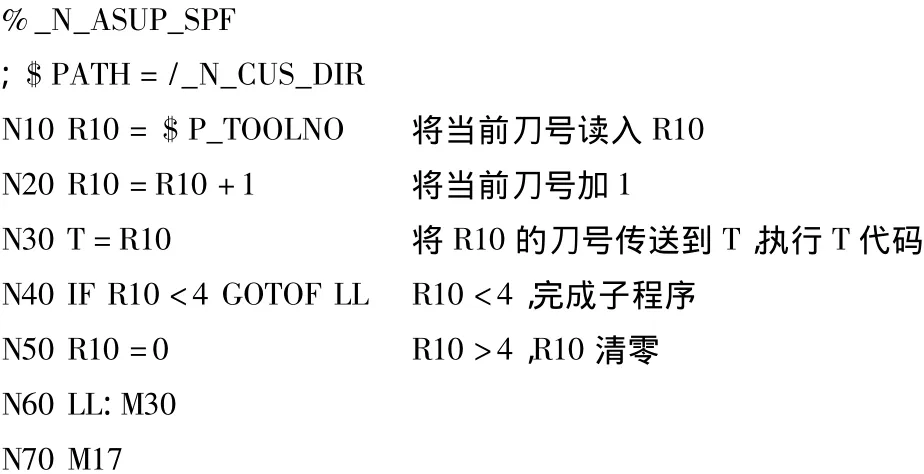
建立一个与FB4功能块有关的DB块,如DB300,在此功能块后带一个背景数据块DB301,在DB301中建立异步子程序的目录路径和异步子程序名称。显示界面如图1、图2所示。
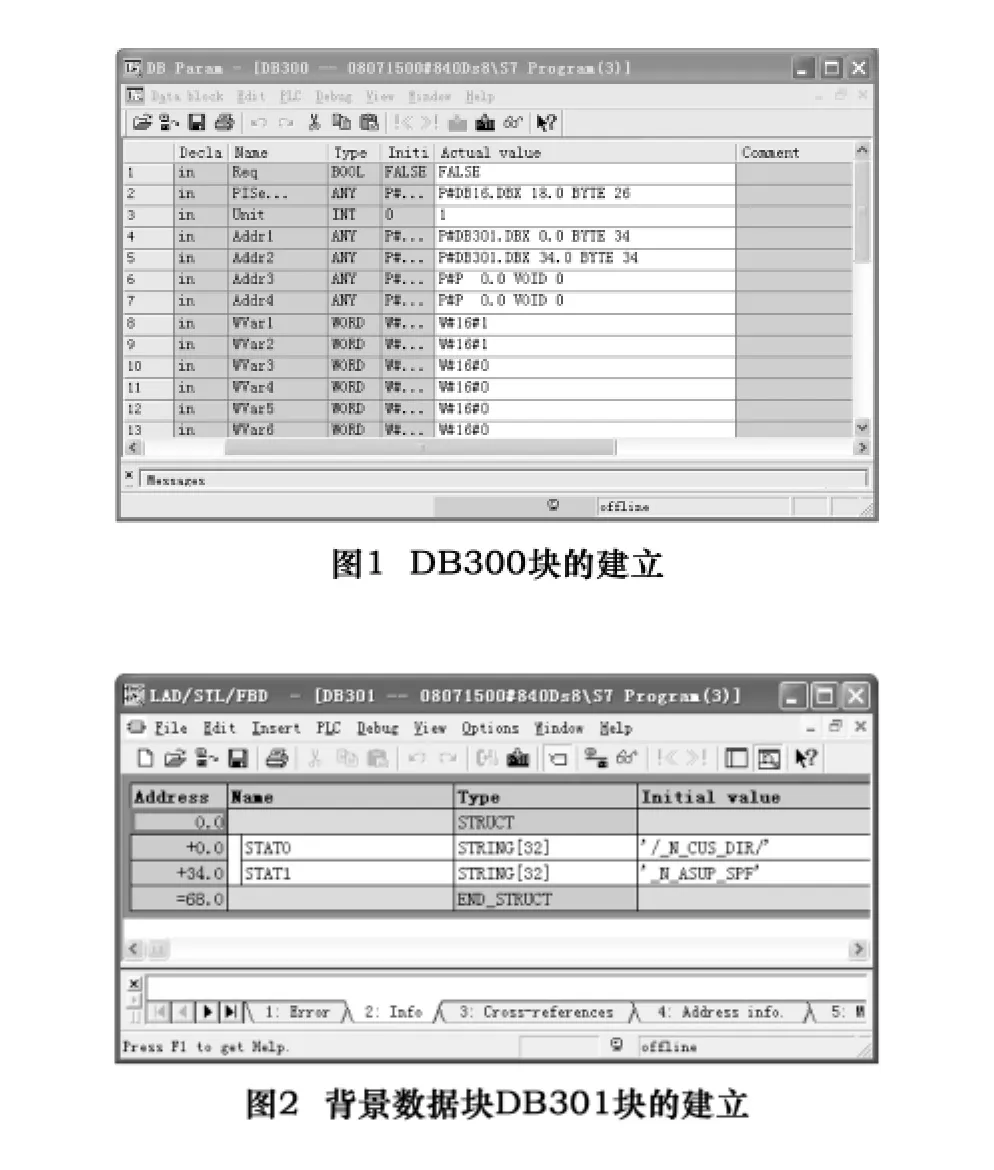
例如异步子程序名称为“_N_ASUP_SPF”,路径为“/_N_CUS_DIR/”,表明在用户子程序目录下建立ASUP这个子程序。
DB300和DB301这两个功能块建立后可以编写PLC程序如下:



FB4和FC9界面如图3,图4所示。

在系统上电后,立即触发FB4功能块,在手动方式下,按一下操作面板上的自定义键,立即调用FC9,启动异步子程序,执行手动换刀程序。
以上为ASUP子程序的PLC处理程序,还需要在NC程序的用户子程序中,编写四工位刀架手动换刀的程序,程序如下:
5 结语
利用西门子840D系统的异步子程序功能实现数控机床的手动换刀,解决了自动换刀和手动换刀PLC程序相互干涉问题,简化了PLC程序,提高了机床的可靠性。当然840D系统的功能很强,异步子程序可以用在很多方面,此处只是很简单的应用。
[1]SIEMENS.SIMATIC S7 -300 manual programming with STEP 7 V5.1[Z].2004.
[2]SIEMENS.Sinumerik 840D HMI高级操作手册[Z].2004.
[3]SIEMENS.Sinumerik 840D 配置手册[Z].2004.
[4]SIEMENS.Sinumerik 840D Simodrive 611D调整表[Z].2004.
[5]SIEMENS.Description of Function Basic Machine Sinumerik 810D/840Di/810[Z].2004.
