西门子X20Cr13材料的特殊要求
2012-10-22阳东海吴跃江蒋喆西门子中国有限公司上海分公司
文/阳东海,吴跃江,蒋喆·西门子(中国)有限公司上海分公司
西门子X20Cr13材料的特殊要求
文/阳东海,吴跃江,蒋喆·西门子(中国)有限公司上海分公司

汽轮机叶片需长期在极苛刻的条件下承受高温、高压、巨大的离心力、蒸汽力、蒸汽激振力、腐蚀和振动以及湿蒸汽区水滴冲蚀的共同作用。因此,叶片材料对常温和高温瞬时力学性能,以及持久、蠕变、疲劳与耐腐蚀等长期性能有很高的要求。
西门子X20Cr13是碳含量在0.20%左右,铬含量在13%左右的马氏体型不锈钢,主要用于制造汽轮机和燃气轮机的压气机末几级叶片,其材料标准被中国几家大型汽轮机主机厂直接沿用至今。本文对西门子X20Cr13钢材的采购技术规范进行了简要介绍,解答了国内业界对其材料特殊要求的困惑。
化学成分要求
相对于国标汽轮机叶片用钢2Cr13,西门子X20Cr13各金属元素的上下限范围更窄,对冶炼工艺和原材料的要求也更高,化学成分见表1。
生产工艺和交货状态要求
冶炼工艺
西门子采购技术规范要求:X20Cr13应使用脱气(比如真空处理)的钢,使用其他炼钢工艺应事先和采购方达成协议。采用模铸钢锭生产。因为冶炼浇铸工艺的不同,西门子X20Cr13气体含量和非金属夹杂更低,材质均匀性更佳。
交货热处理工艺
按 欧 标EN10088-3标 准 要 求: 即950~1050℃淬火,油、空冷,600~700℃回火,不允许成捆热处理,采用足够的回火时间和慢冷却速度,以实现回火后残余应力最小。如果热处理后需要矫直,应采用合适的去应力退火工艺。
西门子X20Cr13材料,在欧美一般以调质状态的锻造方钢交货,在叶片工厂只需经过数控机床加工成叶片即为成品。目前国内钢厂极少能直接提供调质状态的锻造方钢,基本都是以圆棒退火态交货。因此,在中国的叶片制造工厂,大多数情况下是按西门子X20Cr13材料标准买退火圆棒,经模锻成毛坯或经二次锻造(改锻)成方钢后,再调质。最后机加工成形,和欧美进口的西门子X20Cr13调质状态的锻造方钢相比,总的成本并无优势,而且最终性能还不稳定,质量责任难以追溯。从而导致国内原材料制造的这类叶片在全球范围内缺乏竞争优势或优势不明显。

表1 西门子X20Cr13钢材化学成分 (ω,%)
西门子X20Cr13采购技术规范关于残余应力的要求,主要是因为残余应力对于叶片的静载强度、高低周疲劳强度、断裂强度、蠕变强度、耐高温腐蚀性能,以及挠曲变形都有一定的影响。其他同样用途的标准没有相应的考虑。
机械性能要求
西门子采购技术规范中规定按图1所示位置,纵向取样,力学性能标准见表2。
性能均匀性
如果钢棒横截面积大于200cm2,中心和侧面的力学性能都要测,具体按图1右所示,确保整个横截面的力学性能都能达到要求。除了韧性指标,整个钢棒横截面上性能差异不宜超过7.5%。硬度最大允许差异不超过35HBW。认证阶段,纵向和横向取样的拉伸、冲击值差异不超过10%。
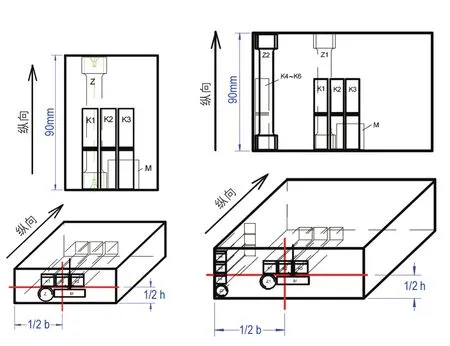
图1 X20Cr13取样位置(左:横截面积≤200cm2;右:横截面积>200cm2;Z:拉伸试样,K:冲击试样,M:金相试样)
FATT及晶间断裂百分比
认证阶段,按ASTM A370测定FATT(韧脆转变温度),最好小于30℃,测试试样数量不少于10个。室温测试的试样必须检测晶间断裂百分比(IGF),其值应不大于10%。
西门子X20Cr13材料在取样位置、测试条件以及测试要求等方面,都和国标汽轮机叶片用钢2Cr13有差别,直接测得的力学性能值只能用作参考,不可对等比较。西门子X20Cr13对性能均匀性,以及FATT、IGF(晶间断裂百分比)提出了附加认证要求(仅在材料工艺认证阶段,量产不做测试要求)。其目的如下:
⑴材料组织不均匀,会导致持久强度和持久塑性下降,也会因为局部的塑性变形产生裂纹,从而导致疲劳失效。
⑵FATT是材料的塑性指标,也是与断裂韧性KIC相关的重要参数。影响材料FATT的因素很多,如化学成分、微量元素含量、冶炼工艺、锻造工艺和热处理工艺等。材料的冶金缺陷如偏析、非金属夹杂、有害元素含量、裂纹、白点等明显地提高FATT。同种材料FATT数值的高低,综合反映出材料的冶金质量。
⑶IGF的要求,则考虑到了叶片材料的蠕变性能。蠕变脆性断裂时无明显的塑性变形,且呈晶间型断裂特征。

表2 X20Cr13力学性能
冶金质量检验要求
冶金质量检验取样
最小检测面积320mm2(如图1 M样块所示),清洁度检验必须在每个母炉号每个热处理批次的一根钢棒的中心做(热处理前后的状态都可以)。
西门子X20Cr13规定的冶金质量最小检测面积比国标大,质量控制更严。而且规定每个母炉号每个热处理批次都要求做冶金质量检验,对汽机、燃机材料的追溯性考虑得更周全。
非金属夹杂物
非金属夹杂物含量按ASTM E45/方法检测,细系:A、B、C类≤2,D类≤2.5;粗系:A、B、C、D类≤1.5;球状夹杂物(D类)最大数量和尺寸:IR(D)≤10;(IR(D)对应于160mm2的检验面积;由不同尺寸范围的球状夹杂物及其导致的孔洞数量计算得出);大于一定尺寸的球状夹杂物及孔洞不允许存在。
西门子X20Cr13对粗系夹杂的要求高,并强调对球状夹杂物(D类)及其导致的孔洞的控制。目的是为了控制叶片的疲劳失效,以及在高温工作条件下的蠕变效应。因为夹杂物是应力集中源,会导致夹杂物与基体界面之间过早地产生疲劳裂纹;而高温下韧性材料的破坏通常认为是,孔洞绕夹杂或第二相粒子形成、长大和聚合的结果。
δ铁素体含量
δ铁素体小于5%,按和ASTM E45方法A,100∶1的“最差视场法”相一致的方式检测,试样朝向为纵向。δ铁素体的分布和尺寸,应在机加工好的表面上,经磁粉检测无显示。经采购方同意后,其他测试方法(比如AMS2315)也可以采用。
δ铁素体的存在是造成马氏体耐热钢冲击韧性低的主要原因。在机加工表面上,经磁粉检测无显示,此要求比对应国标更严格。
晶粒度
晶粒度必须在所有热处理结束以后的最软和最硬的钢棒上测量,按ASTME112或ISO643检测,平均晶粒度必须不大于4级,与平均晶粒度大于2级的偏差不能接收。
关于晶粒度测量:西门子X20Cr13对于取样钢棒的定义范围比国标汽轮机叶片用钢2Cr13更加严格,对晶粒度测量再次强调材料的均匀性。如果两个试样的晶粒度分别为4级和7级,按国标汽轮机叶片用钢2Cr13的晶粒度检验要求是完全合格的,而按西门子X20Cr13的晶粒度检验要求,则可判该批材料不合格。 主要有以下考虑:
⑴晶粒细小,是为了确保叶片的强度和韧性。
⑵晶粒均匀,则是考虑到了叶片的疲劳强度和持久性能。
⑶从要求高的持久强度出发,希望晶粒略为粗大一些。因为晶粒变粗说明晶界总长度减少,对以沿晶界粘性滑动而产生变形或破坏形式的持久或蠕变性能来说,晶粒粗化意味着这一类性能提高。但考虑到疲劳性能又希望晶粒细一点,所以对这类耐热材料一般取适中晶粒为宜。
⑷在耐热钢及合金中,晶粒不均匀会在大小晶粒交界处出现应力集中,裂纹易于在此产生,显著降低其高温性能。
目测及超声波检验
在所有热处理结束以后,应进行无损检测,一是目测所有钢棒有无表面缺陷;二是按内控标准对所有钢棒超声波检验,要求100%全检,缺陷超过规定限度会记录,并扣留有缺陷的钢棒。
西门子X20Cr13原材料要求超声波100%全检,源于对叶片这个汽轮机和燃气轮机关键部件的技术和质量要求的考虑。此项检验的目的是,表面的应力集中部位,以及表面下难以看到的缺陷部位,会由于局部塑性变形而产生裂纹,这是疲劳失效的起因。
结束语
西门子X20Cr13材料在交货状态、生产工艺、力学性能和检验等方面的特殊要求,对叶片的使用性能和原材料质量控制的关系考虑得更加深刻。其对于材料组织和性能均匀性的重视,值得国内钢铁行业和标准制定者关注、思考与借鉴。
西门子X20Cr13的采购技术规范,充分考虑了上游组织(钢厂)和下游组织(后续加工与应用)在生产工艺和检验工艺上的协调性,以及应用状态对其技术和质量的要求。体现了先进企业从单个组织和单个产品竞争到产业链竞争的变化,及其对于供应商纵向知识整合的要求。
阳东海,工学博士,现从事锻件供应商质量管理工作。
