伺服冲床的构造及使用方法全析(连载十)
2012-10-21小松勇日本小松技术士事务所
小松勇·日本小松技术士事务所
小松勇·日本小松技术士事务所
本文主要介绍伺服电机的种类、工作原理和驱动放大器。伺服冲床的动态精度是建立在静态精度的基础上的,只有保证冲床的静态精度才会有良好的动态精度。
伺服电机的种类和驱动放大器
伺服电机的原理和界限
关于伺服电机的原理在第四期已经讲述过,正确地理解伺服电机的特性是正确进行冲压加工的重要前提,所以在这里再重复一下其中的一些内容。伺服电机的原理如图1所示,电磁线圈和电磁石(或磁石)之间靠相互吸引或排斥的相位移动来实现电机的动作。
如图1所示,通电后向定子线圈N1励磁,切断后再向N2励磁,再切断后又向N3励磁……这样逐次类推的励磁,逐次吸引电磁石(稀土永久磁铁)移动。
这样磁铁和定子线圈越多,伺服电机的回转力就会越大,但也不是没有限制的,定子线圈和磁铁不可能无限增加,因为电机的大小是有限制的。为了使伺服电机更加小型化且增大扭矩,许多学者在研究将定子线圈的电压增大使得电流变小,或者增强磁力。将来还将会涉及到电导体的伺服电机。
如图1所示,励磁的顺序是顺时针方向,伺服电机的回转方向就是顺时针方向。相反,励磁的顺序是逆时针方向,伺服电机的回转方向就是逆时针方向了。伺服电机就是用电脑控制定子的励磁顺序、方向、励磁的时间间隔、加速和减速等使电磁铁N的移动距离和移动速度能够任意变化,实现对伺服电机的控制。励磁的切换频率越快,电磁铁的移动速度就越快。相反,电磁铁的移动速度就越慢。当然,励磁停止了,电机的回转也就停止了。如果在停止时有很大的吸引力,伺服电机就会在那个位置保持停止状态,这就是伺服制动。当冲床的滑块在加压状态下停止的时候,伺服电机有很大的持续电流流过,电机和驱动变压器就会持续发热,超过了额定电流时就会烧损电机和变压器。伺服电机性能的好坏受励磁大小的影响,这是非常重要的技术要素。
电机的切换速度过慢或是用‘寸动’的动作形式停停动动、动动停停,称作齿槽(Cogging)扭矩或者齿槽定位扭矩。伺服电机控制中的齿槽扭矩控制极为重要,可以通过系统控制来抑制齿槽扭矩的发生,但是电机在输出大力矩的时候因为转速太慢,就会产生影响。一旦发生了齿槽扭矩现象,冲床就不能以正常的节奏运转,也会对驱动齿轮造成不利影响。
由此可见,选择性能优良的伺服电机的伺服冲床是实现优质冲压加工的关键。
真正伺服电机的定子线圈和磁铁比图1中的线圈和磁铁多很多,通过控制技术实现电机平稳、低速地运转。但是回转型伺服电机最实用的平稳运转变速是在最高回转速度的5% 10%以内。
在安装模具(更换模具或进行模具调整时)时用手动脉冲发生器进行微速运转,但是这种低速平稳运转,只限于微速调整,并不能进行公称能力的冲压加工。
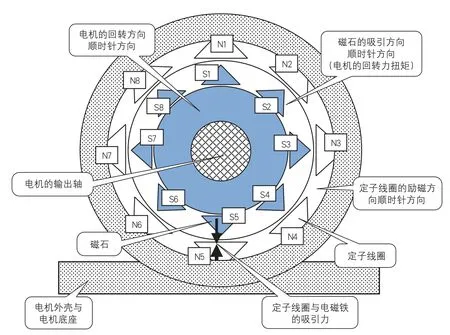
图1 伺服电机(回转型)的动作原理
伺服电机的种类和界限
伺服电机的转子是由硅钢片(有一部分是使用铸铁)和强力磁铁以及输出轴构成的,都是金属,所以电机的质量很大。使用在冲压机械上的具有大回转力输出轴的电机要在10年、20年甚至30年以上的时间里稳定输出必要的扭矩,其寿命就必须长久。因此,要考虑到与输出轴相结合部分的连接装置的强度和精度,这样会使这部分体积显得很大。
伺服电机也具有回转惯性力的机械特性,停止时有保持停止状态的惯性力,回转时具有继续回转的惯性力。这个回转力(GD2)是由转子的直径D的平方和质量G的乘积决定的。当伺服电机的GD2小的时候,电机加速和减速较容易,回转角和回转位置的控制精度也比较好。原因是惯性受定子直径D的二次方和质量G的一次方的影响,D小的伺服电机比较容易控制,但是电机的回转力(扭矩)也小,因此,必须根据所需要的电机扭矩来确定合适的直径。
转子的质量与直径的2次方成比例,与轴长度的乘积成比例。但是,转子变短时,强力磁铁的长度也要变短,使磁力变小。且输出轴受到轴承,防尘密封圈,输出端耦合器等部分的影响,变小也是有极限的。如图1所示,转子的直径变小,其扭矩也变小。
综上所述,伺服电机输出力大,其转子GD2变大,GD2变大使伺服电机的加、减速性能及定位性能等降低。为了补偿这种性能的降低,就必须使伺服电机的功率增大。但是,从经济性、控制性等方面的制约来看,也是有极限的。在图2中,可以看到从停止状态的加速度接近设定速度时的减速度,从设定速度开始减速的减速度,停止之前的减速度等也都是与其相匹配的理论公式来控制。
一般的伺服冲压机械所用的伺服控制系统,是在电脑程序内设定一个加速度理论公式,在控制盘内固定下来。各种参数是在伺服冲床装配完毕调试时使用冲床机械的GD2实际值把伺服系统调整到最佳状态。这些都与伺服电机的特性和控制盘的功率特性有着很大的关系。
如图2所示,加速度曲线是一定的,减速度曲线和停止精度等都是在调整整体速度格式化后,根据设定速度使加速度曲线保持不变。因此,与冲床操作盘的设定速度方法不同,达到设定速度的时间是不一样的,即实际加速时间和理论时间根据速度的变化而变化。伺服冲床的运转模式有曲轴式运转、多连杆式运转,由于运转方式的不同,冲床每分钟的SPM次数也随之而变。
伺服冲床可以提前设定几种典型的运转模式,有振动模式,自由往返模式,挤压模式等。不同的冲床其加速,减速理论曲线也会不同,又由于GD2等多种变动因素,所以有的冲床只能实现部分功能,但是这些冲床都在市场上流通着,所以在选择伺服冲床时,一定不要局限于传统的固定概念,要充分认识到伺服冲床的运转特性是由于伺服电机和控制软件的不同而不同。

图2 伺服冲床速度控制的基本模式
伺服冲床机械的构造和动态精度的关系
伺服冲床机械的静态精度
在讲动态精度之前,可以了解一下伺服冲床最基本的静态精度。
很多人认为,新的伺服冲床,在使用10、20年后其性能就会有不同程度上的变化,但是,制作出来的静态精度非常好的冲床其老化速度就会慢许多,老化程度也比较轻。
优良静态精度冲床反映出的几个方面:
⑴根据优良的设计标准书(规格),由优秀的设计技术人员设计。
⑵使用优良的材料,严格按照规则来焊接,并进行相应的热处理。
⑶使用优良的加工机械,由优秀的加工技能者,遵守操作基准进行加工。
⑷由优秀的装配技能者严格按照装配基准来装配。
⑸优秀的装备技能者根据优良的基准书作业。
和一些“弱弱”的花美男选秀相比,《这!就是灌篮》就是一股清流。160名大学生,以“三对三”联赛形式角逐冠军,花式扣篮、绝杀逆袭,场面“燃爆了”!
⑹优秀的冲床质量检察员,按照严格的检查基准进行正确的检查。
⑺优良的搬运条件安装调试,正确运转,满意地交给客户。
实际上,静态精度较好的冲床,每一个零部件都要高精度的加工,并保证完全合格,部分组装和整体装配都必须严格按照章程规则来组装。一般来说,好的冲床使用10年,经大修之后,就会恢复到冲床出厂时的性能。
正因为如此,其静态精度是非常重要的。静态精度若不好,其动态精度也就根本谈不上。具备高静态精度和高动态精度的伺服冲床才能把伺服电机的特性发挥得淋漓尽致。相反,静态精度和动态精度都不好的冲床,即使是伺服冲床,也赶不上一台静精度和动态精度较高的普通冲床。
伺服冲床机械的动态精度和模具
对于传统的曲轴冲床很难进行拉伸加工,但是在伺服冲床上简单的拉伸加工事例很多,其特点就是动态精度高。
在第12期图2所表示的拉伸加工,就是充分利用伺服机床的振动模式成功拉伸的典型事例,也说明了包括缓冲垫精度在内的伺服冲床高动态精度。
伺服冲床机械的加压机构多数仍是曲轴式,即使是多连杆形式,其加压的基本方式也是曲轴式。从伺服电机的输出轴,到滑块的下面,传动部,滑动部,摇动部等有许多间隙。其中,曲轴回转部的间隙,小型冲床一般在0.3~0.5mm,3000kN以上的中型冲床在0.5~0.8mm,5000kN以上的大型机械为1.0mm以上。除此之外的其他间隙合为综合间隙,都在冲床的检查表格中有所记载。
一般来说,综合间隙主要指“纵向间隙”,并没有标出“横向间隙”。但是实际上,“横向间隙”对于伺服电机的角度控制精度有着非常大的影响。
回转方向受到轴承轴瓦间隙的影响,伺服电机在回转时滑块的实际运动并没有得到正确的联动,例如曲轴转动一度,滑块并没有随曲轴一起移动。也就是说,按照运转模式将数据输入操作盘或者操作屏幕内,实际的滑块运转并不是完全按照输入的数据模式来同步运转,这个不能同步运转的量的大小,也就是由静态精度的好坏所决定的。
结束语
伺服冲床制造时一定要在品质和精度上超过普通的通用冲床。
反馈服务编码6103
伺服冲床的构造及使用方法全析(连载十)
文/张清林·江苏中兴西田数控科技有限公司