普通冲床新型送料装置的研制与应用
2012-10-21王崇庆

目前,普通冲床使用的自动送料装置均为专用装置,仅能在单一冲床或单一产品上使用。专用装置制作麻烦,使用范围小,直接影响了冲床自动送料的推广使用。为了克服现有冲床自动送料装置使用范围小的不足,笔者设计了一种新型的送料装置,该装置由滚珠垫板连接,双层轻轨传动,磁力吸板吸紧待冲压的金属板,由电脑控制可分别实现冲床前后及左右方向的自动送料,可在各类冲床上广泛使用。
送料装置的滚珠垫板设计
普通冲床的台面上连接可调式滚珠垫板,使待冲压的金属板可在滚珠垫板上自由滑动。
如图1所示,上模组件1、下模组件2在冲床上正常装夹后,在冲床台面上连接滚珠垫板3,通过调节螺母5调节滚珠垫板的高度,使垫板内嵌入的滚珠4与下模组件上平面共面,磁力吸板7吸紧金属板6,电脑控制金属板在滚珠垫板上滚动平移,实现自动送料。
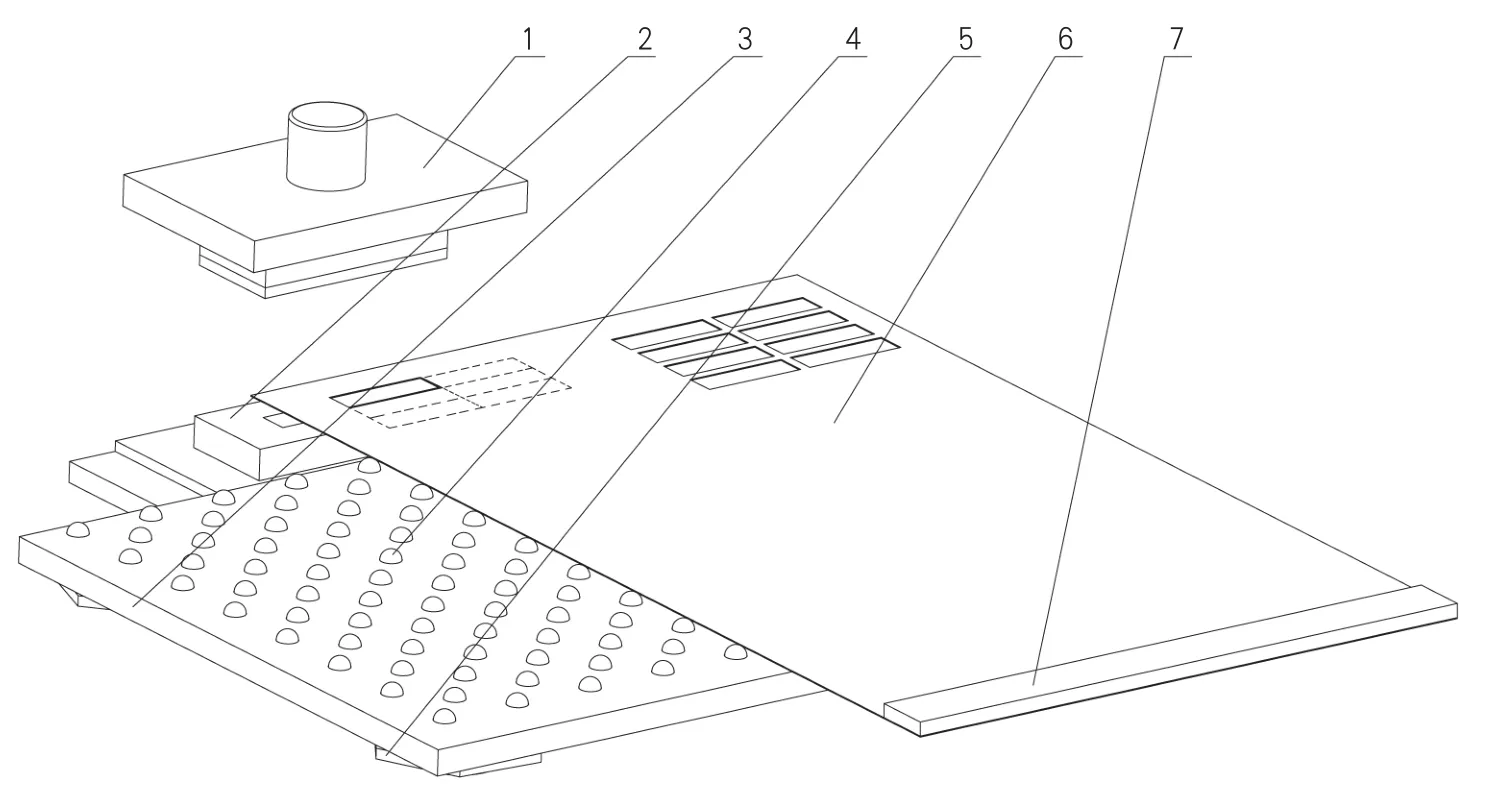
图1 滚珠垫板
送料装置的双层轻轨设计
十字连接的双层专用轻轨,由伺服电机分别驱动,在轻轨上连接磁力吸板,磁力吸板吸紧待冲压的金属板,金属板由电脑控制可分别实现冲床前后及左右方向的自动送料。
如图2所示,伺服电机Ⅱ14带动滚珠丝杠Ⅱ15正反旋转,即带动移动导板Ⅱ16左右直线移动;移动导板Ⅱ与支撑底板Ⅰ9固定连接,伺服电机Ⅰ13带动滚珠丝杠Ⅰ7旋转,即带动移动导板Ⅰ10前后直线移动,移动导板Ⅰ与推杆3、推板2、磁力吸板1固定连接,伺服电机Ⅰ、Ⅱ正反旋转即可带动磁力吸板前后、左右移动。磁力吸板吸紧待冲压的金属板,即可分别实现冲床前后及左右方向的自动送料。

图2 双层轻轨

图3 电脑自动控制的实现
送料装置的电脑自动控制
电脑自动控制见图3,送料装置上的电脑接口9连接电脑控制器10,按照图纸要求输入相关数据,即可完成多种形状工件的精密冲裁,完成多种冲压件的自动落料。
送料装置的应用
冲裁
一副冲裁模具,通过金属板移动,可以实现多种形状工件的冲裁。
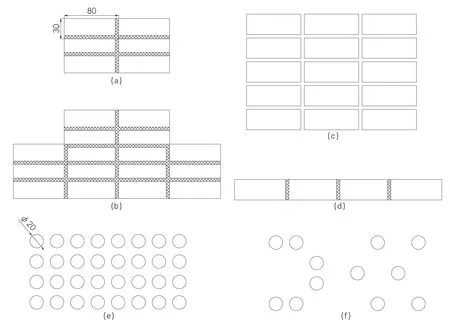
图4 可冲裁的多种形状
在图4中,一副80mm×30mm的冲孔模通过金属板移动6次,可以冲裁如图4a所示图形。同理,通过移动金属板可以冲裁如图4b、c、d所示图形;一副φ20mm的冲孔模通过移动金属板可以冲裁如图4e、f所示图形。
落料
一副跳步模具,通过金属板移动,可以实现复杂零件的落料。图5为某一零件外形图,该零件采用跳步法进行冲裁,图6为跳步模下模平面示意图,分三步成形,图7为金属板每步冲裁后的3个图形。在普通冲床上使用自动送料装置批量生产图5所示零件,冲裁步骤为:
⑴按图7中外框所示形状,在剪板机上剪切一批尺寸相同的金属板。
⑵按图3所示,金属板的一边与金属板定位靠山相应面紧贴形成长边定位,金属板的另一边与定位钉紧靠形成点定位,定位确定后,磁力吸板吸紧金属板。
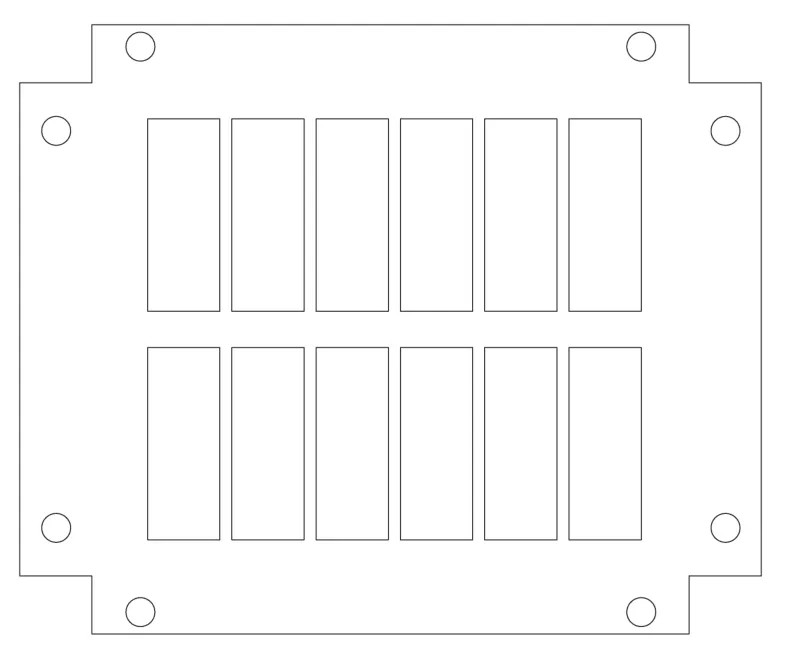
图5 批量生产的零件
⑶电脑调节专用双层轻轨,将图3中金属板的右上角移至图6中下模的第一个工步,确定后作为起点位置。
⑷电脑输入横向及纵向步数、步距后开机生产,通过金属板的左右及向前移动完成图5所示零件的冲裁。

图6 跳步模下模平面示意图

图7 每步冲裁
⑸首张金属板冲裁结束停机后,电脑控制磁力吸板松开该金属板,将送料装置运行至起点位置后换上另一新金属板进行上述冲裁。如此反复,即可完成图5所示零件的批量生产。
结束语
⑴新型送料装置有可调式滚珠垫板,待冲压的金属板可在滚珠垫板上自由滑动。
⑵新型送料装置有十字连接的双层轻轨,由伺服电机分别驱动,可实现冲床前后及左右方向的平行移动。
⑶新型送料装置由电脑控制器连接,按照图纸要求,输入相关数据,即可完成多种形状工件的精密冲裁,完成多种冲压件的自动落料。
⑷产品实际应用表明,新型送料装置性能优异,控制可靠、自动化程度高,综合性能超过了国外同类产品的技术水平。
普通冲床新型送料装置的研制与应用
文/王崇庆·江苏春兰空调设备有限公司
王崇庆,主要从事机械制造与设计和空调器以及高分子复合材料等方面的研究,获得一项发明专利和三项实用新型专利。
生产[主辅工艺] Manufacture