6303轴承内径尺寸复检铆合模的设计
2012-10-11衣永君
衣永君,李 艳,李 莉
(1.哈尔滨轴承集团公司 工模装制造分公司,黑龙江 哈尔滨 150036;2.中航工业哈尔滨轴承有限公司 研发中心,黑龙江 哈尔滨 150036;3.哈尔滨轴承配件有限公司 滚子制造分厂,黑龙江 哈尔滨 150036)
1 前言
6303深沟球轴承是小型球轴承分厂生产的常规产品,由于产品尺寸小,所以经常在成品检查中发现个别成品轴承内径有黑皮现象。由于我单位要求成品必须100%合格,所以就要对内径有黑皮的成品破坏保持架进行拆套,即浪费钢球和保持架又浪费人力物力,给分厂造成额外的损失。经技术人员分析,造成这种状况的原因是在磨削内径过程中把没加工内径的套圈混入已加工套圈中,造成内径没磨,使带黑皮的内圈流入下工序。6303内圈内径尺寸较小,仅靠目测不易分清是否磨削过,转到装配工序时也不易在操作中发现内径内表面有黑皮,因此就出现了内径带黑皮的成品轴承。
2 内径尺寸复检铆合模方案的提出
为了杜绝类似质量问题的出现,对规避此类质量问题的方案进行了论证,认为单纯依靠人去检查是无法杜绝此类质量问题的出现,必须用设备或工装对在制品进行控制,才能在根本上防止不合格品流入下工序。经过分析认为利用装配铆合工序中的铆合模具对成品内圈内径进行复检,效果较理想。为此,我们对传统铆合模进行改进,在原铆合模的基础上设计了6303轴承内径尺寸复检铆合模,增加了铆合模心轴,利用心轴对成品轴承内径进行限位来防止没加工内径的套圈流入到成品装配中。
3 内径尺寸复检铆合模的设计原理
原铆合模的结构见图1,内径尺寸复检铆合模的结构见图2 。
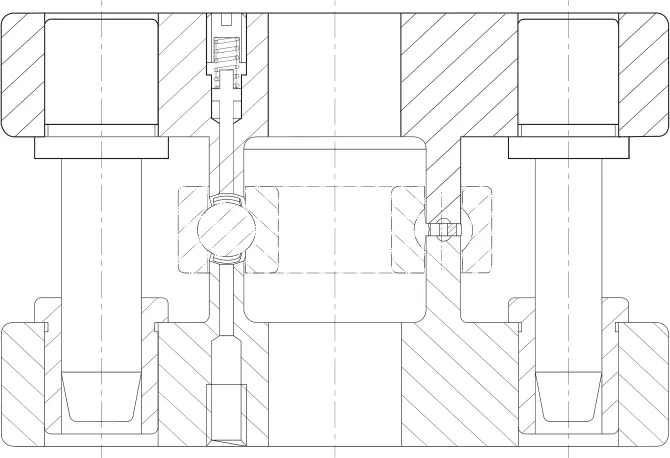
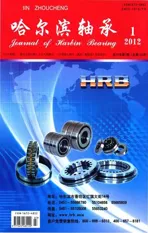
图1 原铆合模结构图
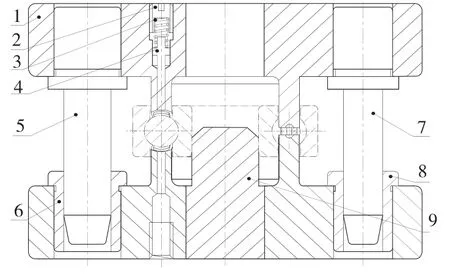
图2 内径尺寸复检铆合模结构图
从图1 和图2 中可以看出,原铆合模的原理是将轴承组件中的铆钉进行冲压,从而完成保持架与铆钉的铆合。这是轴承成品生产的必经工序,只有铆合后的轴承才能够成为成品提交用户。内径尺寸复检铆合模与原铆合模的区别在于除了具有铆合功能外,下模增加了一个可以伸进轴承内径其伸进高度将近轴承高度2/3的尼龙材质的心轴,心轴与铆合模采用过盈配合,心轴尺寸为小于轴承成品内圈内径尺寸当成品轴承进行铆合保持架工序时,内径尺寸合格的成品可以使心轴顺利的伸进轴承内径通过内径尺寸复检铆合模冲压完成铆钉与保持架的铆合,由于心轴采用尼龙材质所以不会对内圈造成划伤。而内圈内径车加工给磨加工的尺寸是φ16.75±0.04,如果有内径没经过磨加工的套圈流入装配铆合工序,在铆合时因套圈内径尺寸小于铆合模心轴尺寸,轴承组件无法放进铆合模,使铆合无法正常进行。由于对轴承组件的铆合是轴承成品生产的必须工序,不能正常铆合的轴承组件无法流入下工序,从而起到内圈内径尺寸复检的作用。避免了此类问题的发生。
4 结束语
内径尺寸复检铆合模对成品轴承的铆合质量起到了保障作用,生产加工效率没有受到影响,制造成本相比原铆合模基本没有增加,内径尺寸复检效果良好,达到了避免内径有黑皮套圈混入成品的目的。分厂已经用于正常生产中。到目前为止,利用内径复检铆合模铆合的轴承成品再没有出现混料情况,成品达到100%合格。