某变速箱用轴承内外圈装反问题的解决方法
2012-10-11李春彬
李春彬
(哈尔滨轴承集团公司 电机轴承分厂,黑龙江 哈尔滨 150036)
1 前言
某变速箱用轴承是非标准的深沟球轴承,该轴承内圈靠内径的一侧为小倒角,并且用户在安装使用过程中要求内圈的小倒角和外圈的止动槽在同一侧,见图1 。但是在用户使用的过程中,发现该产品有装反现象,影响了变速箱的装配。为了提高产品质量和用户的满意度,对该轴承成品装配工艺进行了梳理及分析,找出了产生装反问题的原因,并制定了解决方法。
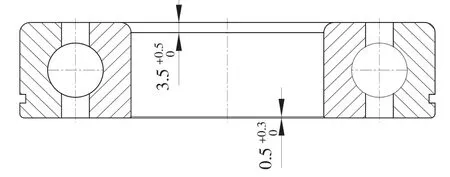
图1 某变速箱用轴承结构示意图
2 内外圈装反的原因
2.1 工艺路线
2.2 原因分析
该轴承产生装反的原因如下:在合套的过程中内圈的小倒角和外圈的止动槽没有被装配在同一侧,检查员在进行外观检查时,没有把产生装反问题的轴承全部检查出来,有个别装反的轴承流动到了用户手中。虽然操作者和检查员是按照相关规定进行的成品装配和外观检查,但是不能杜绝装反问题的发生。为了满足用户要求,在生产过程中调整了工艺,在游隙检查、外观检查和手感检查之后增加了三道目测检查环节,这样一来,产生装反问题的轴承基本上都被检查出来。虽然采用此方法检查出装反轴承的概率提高了,但是还存在着漏检的隐患,而且在目前劳动力短缺的情况下,采用此方法会增制造成本,降低效率。
3 解决方法
通过对深沟球轴承成品装配的工艺路线进行分析后发现,要想解决装反问题有以下两种方法:一是合套时不产生装反问题,二是进行装反检查时把装反的轴承全部检查出来。第一种方法是最理想的方法,属于防错方法,但是解决起来有一定的难度。第二种方法虽然是属于事后处理的方法,但实施起来相对比较容易,所以论述的主要是第二种方法。
3.1 设计手动检查装置
通过对该产品的结构进行分析,发现该产品具有如下特点:外圈带止动槽,内圈靠内径的一侧为小倒角,并且外圈的止动槽和内圈的小倒角装配在同一侧。为此,给出了以下解决方案:设计一手动检查装置,只有内、外圈装配方向正确的轴承才能通过该检查装置,装配方向不正确的轴承不能通过此检查装置,这样就能确保把产生装反问题的轴承全部检查出来。
手动检查装置的结构特点及工作原理:手动检查装置主要由底板、导轨、辅助心轴、限高板共四部分组成,见图2 。导轨是结合止动槽的位置高度及宽度设计的,其作用在于限制成品轴承只有止动槽在底侧时才能通过;辅助心轴是结合内圈靠内径两侧倒角尺寸大小而设计的,当辅助心轴装在内圈大倒角一侧时,辅助心轴的小台阶不会与内圈接触,心轴会落下;而当辅助心轴装在内圈小倒角一侧时,辅助心轴的小台阶会与内圈端面接触,心轴会被顶高,所以辅助心轴和限高板的作用在于只有内圈小倒角在底侧时才能通过,反之会被限高板挡住,这样一来,产生装反问题的轴承就会被全部检查出来。
3.2 制定工艺路线
为了保证手动检查装置使用的合理性,制定出了以下工艺路线:零件退磁清洗套圈分选合套游隙检查装反检查铆合外观检查退磁成品清洗涂油手感、噪音检查包装。之所以把装反检查环节放在铆合前,是为了在铆合前就把装反的轴承检查出来,从而避免因切套而造成的保持架与滚动体的浪费。
4 结束语
通过手动检查装置的设计和工艺路线的制定,解决了某变速箱用轴承内外圈的装反问题。该检查装置结构简单,操作方便,经实际使用效果良好。通过该装置的使用,不仅提高了产品质量,而且由于工艺路线制定合理,避免了浪费。