高精度定位-联动式键槽加工夹具的设计与分析①
2012-09-27刘运宏夏春艳
刘运宏, 夏春艳
(1.佳木斯大学液压件厂,黑龙江 佳木斯 154007;2.佳木斯大学材料科学与工程学院,黑龙江 佳木斯 154007)
0 引言
在轴上键槽的加工技术中,键槽的定位和夹紧是影响键槽质量的关键因素[1].目前,常用的定位方法是工件用平口虎钳(两垂直平面)、V形块(两窄V型块)或分度头(卡盘)进行定位与装夹.利用普通平口虎钳装夹时,其优点是装卸工件方便,但轴的直径尺寸变化时会使轴的中心沿垂直于钳口方向也发生变动,这样在加工一批工件时往往影响键槽的对称性.因此,为提高键槽的加工精度和生产效率,设计了一套可实现高精度定位的联动式专用夹具.
1 夹具结构设计
1.1 定位方案设计
待加工的零件为典型的轴类零件,直径为32mm,材料为45钢,外形简单,轴上带有平键,其它各表面已加工完成,平键键槽有对称度要求,且要求槽深尺寸误差理论为零.
针对上述零件,其定位方案如下:
(1)以Φ 32mm外圆中心线作为定位基准,再以轴的端面作为定位基准,以V型块为定位元件,限制五个自由度.该方案能够保证键槽对称度,但不能通过结构满足槽深尺寸误差理论为零的要求.
(2)以Φ 32mm外圆侧面及下母线和轴的端面作为定位基准,限制五个自由度.该方案能由固定底和侧板定位保证键槽深度尺寸误差理论为零,但不能保证键槽的对称度.
(3)以Φ 32mm外圆中心线和轴的端面作为定位基准,以竖直方向浮动的V型块和支承板组合作为定位元件,限制五个自由度,如图1所示.该方案由浮动的V型块保证对称度,由固定底板保证键槽深度,结构比较灵活,当零件达到底板位置时,电子感应元件可自动锁定V型块位置,由此可保证槽深尺寸误差为零.
对比可知,方案(3)为最佳方案.
1.2 夹紧装置设计
根据上述方案,所设计的夹具由定位元件、夹紧装置和夹具体三个部分构成,如图2所示.
夹紧装置采用两组压板1压紧,以斜楔3为动力来源,利用杠杆原理,用手操作手柄2使斜楔块竖直上升,斜楔向两侧外推压板下方的螺纹车件4,压板绕固定销回转,从而压紧工件.夹具松开时,手柄2通过铰链结构将力传递到斜楔3,斜楔在导向杆的作用下竖直下降,与螺纹车件4解除自锁,这时压板1在弹簧的作用下复位,仍紧靠在斜楔上,同时压板绕着旋转轴运动,松开工件,并保持松开状态,直到下一次装夹工件.
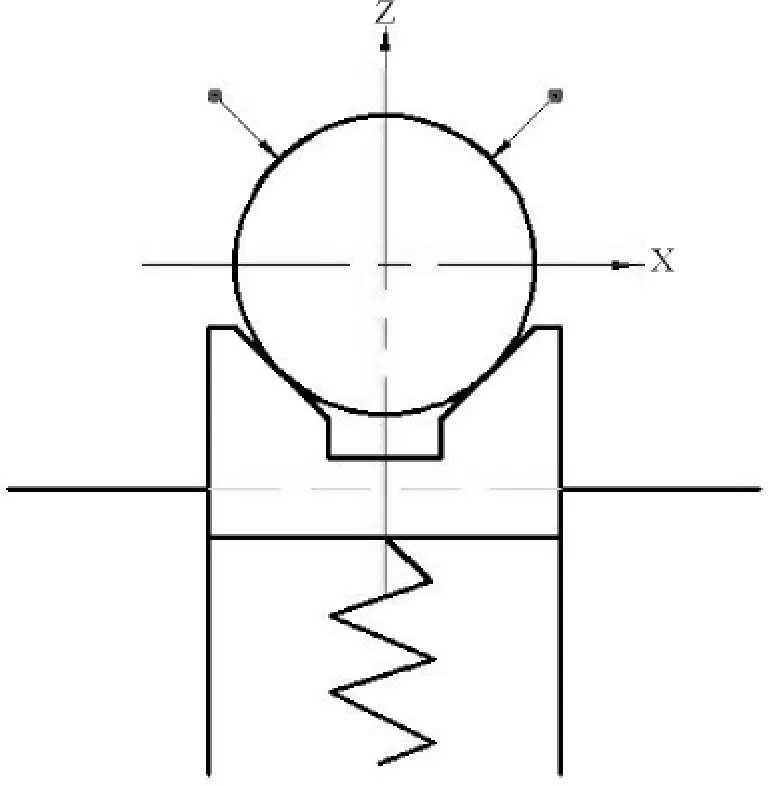
图1 定位方案

图2 夹具结构
夹具体与定位、夹紧元件之间用销轴和螺纹车件等联接,夹具体底板固定有定位键,与工作台T型槽配合.
2 定位误差分析及夹紧力计算
2.1 定位误差分析
定位误差主要取决于两个方面:即基准不重合误差和基准位移误差[2].其中基准不重合误差是由定位基准和工序基准不重合而造成的误差;而基准位移误差是由于工件和定位基准面的制造公差和配合间隙使定位基准和限位基准不能重合而产生的误差[3].
所设计夹具的定位机构中,键槽对称度方向的尺寸由浮动V型块定位保证,槽深方向的尺寸由固定底板定位保证,两者均满足定位基准和工序基准重合的原则,因此,不存在基准不重合度误差.
由于浮动V型块在竖直方向上不限制自由度,因此用弹簧实现其浮动性,待工件放置好后,由电子限位元件将V型块的位置固定下来,这样可避免由于定位基准和限位基准不能重合而产生的基准位移误差,从而确保其定位稳定性.
可见,该夹具通过组合斜面与支撑板的联合定位实现了槽深尺寸和对称度位置的定位误差均为零.
2.2 夹紧力计算
夹紧是为了定位稳定、使切削过程顺利完成,设计时夹紧力作用点应靠近加工位置,夹紧力方向应尽量与切削力方向保持,同时使夹紧力最小[4].本设计中采用斜楔、杠杆联动压板夹紧机构,计算最小夹紧力之前应先计算切削力.
由于工件材料为45钢,高速钢刀具 σb=598MPa,齿数14的三面刃铣刀,查表[5]可知铣削力为:

式中:Cp为在用高速钢铣刀铣削时的系数,查表取669;ap为铣削深度,计算得 ap=0.05d=1.4mm;fz为每齿进给量,fz=0.2mm;d 为铣刀直径Φ28mm;B为铣削宽度,取最大槽宽,10mm;z为同时工作的铣刀齿数,查表计算取4;Kp为修正系数,Kp=(σb'/736)0.8=(598/736)0.8=0.847.
则F=541.8N.计算铣削力时还应考虑安全系数K:

式中:K0为基本安全系数,粗加工取大值1.5;K1为加工性质系数,粗加工取1.2;K2为刀具钝化系数,取1.2;K3为切削特点系数系数,连续切削取1.0.
则 K=2.16,小于2.5,取2.5,于是F'=KF=1354.5N.
压板着力点到销轴轴线距离为81mm,而螺纹车件顶端中心到销轴轴线距离为66mm,则杠杆增力系数为ip1=0.8011.压板与垂直方向成60°,故两对压板的增力系数为
斜楔增力机构增力系数:
其中φ1,φ2分别为斜楔与夹具体、工件的摩擦角,都取6°,α为斜楔升角,手动夹紧时取7°.斜楔夹紧的自锁条件是α≤φ1+φ2,可见本机构满足此条件,夹紧后可实现自锁.
手柄杠杆阻力臂为50mm,手柄到回转轴距离为100mm,增力系数ip3=2.
粗略计算手柄的作用力,可得到:

可见,在手柄上施加165N的力即可实现压板的夹紧和放松.
经模拟分析计算,在斜楔行程范围内,两对压板与底座平面内接圆的尺寸最小是30mm,最大是42mm,故该夹具适用的轴类零件尺寸范围是直径30mm到42mm.
3 结论
自行设计的高精度定位-联动式夹具具有定位精度高、夹紧可靠、对中性好的优点,适用于大批量生产的轴上键槽加工.经实践检验使用方便、快速、成本低,易于保证定位精度和稳定性,提高了生产的效率和工件的合格率,为确保轴上键槽的加工质量提供了有效的方法和手段.
[1]周海宝.高精度键槽加工夹具[J].机械工程师,2000,9:20-21.
[2]顾立志,林碧,郑清娟.采用组成法解析键槽尺寸位置定位误差[J].华侨大学学报(自然科学版),2008,29(2):167-171.
[3]阎文平,宋佳妮,周立波.小型轴键槽加工夹紧装置优化设计[J].机械设计与制造,2010(12):267 -268.
[4]李名望著.机床夹具设计实例教程[M].北京:化学工业出版社,2009:33 -42.
[5]王光斗,王春福著.机床夹具设计手册第三版[M].上海:上海科学技术出版社,2000:62-73.
