出口接管安全端的锻造工艺
2012-09-27洪维健吴庆会
洪维健 尹 伟 吴庆会
(泰安市山口锻压有限公司,山东271038)
近年来,随着我国机械工业的发展,不锈钢锻件由于具有较好的抗腐蚀性和力学性能,得到越来越广泛的应用。与碳素结构钢、合金结构钢相比,不锈钢具有导热率低、锻造温度范围窄、过热敏感性强、高温下抗力大、塑性低等特点。
随着核电事业的发展,不锈钢在核电领域中得到广泛的应用。本文以出口接管安全端为例,探讨不锈钢产品的锻造工艺。
1 技术要求
出口接管安全端材料为奥氏体不锈钢,牌号为SA-182 F316LN,化学成分见表1。SA-182 F316LN为超高合金奥氏体耐热不锈钢,耐晶间腐蚀性好,锻造工艺性差。

表1 SA-182 F316LN钢的化学成分(质量分数,%)Table 1 Chemical composition of SA-182 F316LN steel (mass fraction,%)
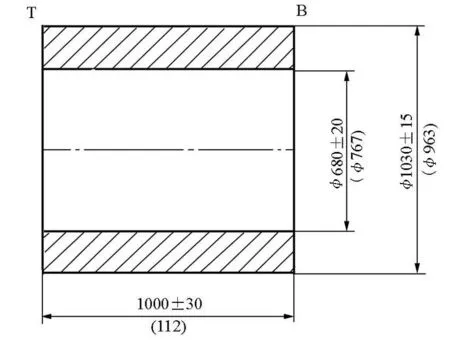
图1 锻件图Figure 1 Forging drawing
锻造使用电渣锭,锭型尺寸近似为∅690 mm×2 030 mm,出口接管安全端锻件图如图1所示。
2 存在问题及解决措施
2.1 主要问题
(1)不锈钢锭加热时,与含碳物质接触易产生渗碳;(2)过分的氧化性气氛易产生脱碳;(3)锻造温度范围窄;(4)煤气加热炉加热均匀性不好,加热过程中火焰直接喷射到钢锭表面,产生局部过热过烧和裂纹等缺陷。
2.2 解决措施
以前制作奥氏体不锈钢锻件时,锻件表面裂纹严重,被迫停止锻造以清除裂纹。针对上述可能产生的问题,采取如下工艺措施:(1)为了控温更精确,加热更均匀,改用天然气加热炉加热。对不锈钢钢锭用钢板卷制的筒体进行包裹加热,避免将燃气直接喷射到钢锭表面,防止局部过热过烧和裂纹的产生;(2)钢锭包裹加热后,锻造过程中避免了上下砧直接和钢锭接触,解决了不锈钢锻造温度范围窄的问题。用钢板对钢锭包裹后可以减少钢锭表面降温,解决了钢锭降温变形阻力大不易锻造等缺点,减少了锻造火次,降低了能耗。
3 工艺实施
3.1 加热工艺
为了防止因低温性能差而出现过大的温差应力,要求在低温下缓慢加热。因此钢锭加热时采用3段加热过程规范以控制加热质量,即在加热时应先将钢锭在400~450℃保温,然后缓慢升温到850±20℃。根据加热炉况,升温速度设为≤40℃/h。由于850℃以上钢锭导热性能极佳,为防止高温下晶粒过分长大,降低高温塑性而影响锻造,因此在850℃保温之后快速加热至始锻温度。根据钢锭外观尺寸确定了锻造加热工艺曲线,如图2所示。
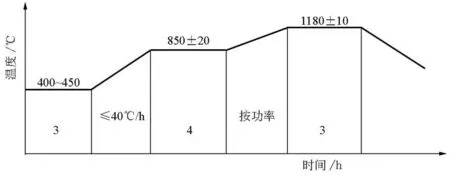
图2 锻造加热曲线Figure 2 Heating curve of forging
3.2 锻造工艺
锻造前需预热工装,锻造过程中允许回炉,允许合并火次,分清T端B端。若锻件保温后因故不能锻造,允许最大延长保温时间为0.5倍。锻造工艺过程如表2所示。
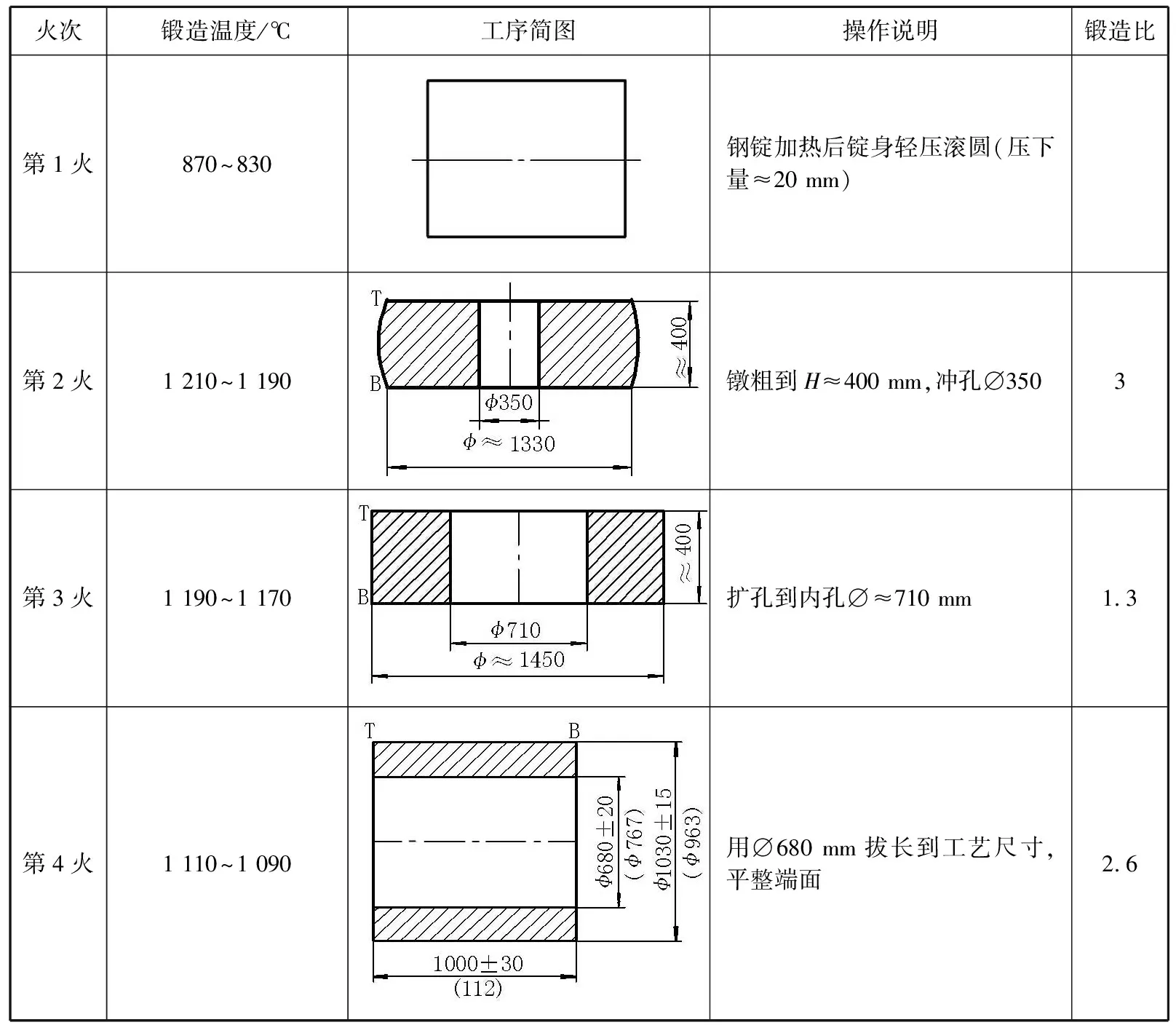
表2 锻造工艺过程Table 2 Forging process
3.3 热处理工艺
为了清除由于加热、锻造和冷却不当而在金相组织中析出的δ相、碳化物Cr23C6及α相,使其组织均匀化,提高力学性能和抗腐蚀性能,要对锻件进行固溶处理。固溶处理工艺如图3所示。
3.4 检验结果
检验结果见表3。
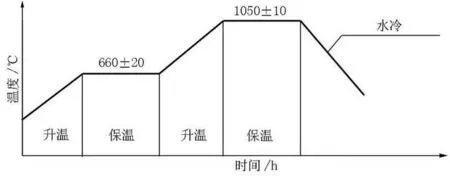
图3 固溶处理工艺Figure 3 The solution treatment process
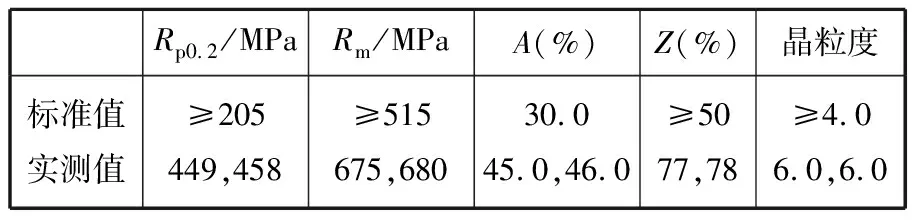
表3 检验结果Table 3 Test results
4 结束语
通过对钢锭进行包裹加热,改进加热工艺等措施,锻制出符合技术要求的出口接管安全端锻件。
