75 t转炉耳轴的锻造
2012-09-27马廷威刘志华王玉红
马 谦 马廷威 刘志华 王玉红 刘 巍
(1.渤海石油装备巨龙钢管南京公司,江苏210061;2.中冶京诚(营口)装备技术有限公司,辽宁115004)
耳轴是转炉上的重要部件,与托圈连接在一起,承受转炉的重量,受高温热辐射。耳轴也是传动机构,在工作中承受转动力矩、弯矩、扭矩,高温的热传导和辐射,同时还要承受频繁开启、制动引起的冲击,其工作情况非常复杂,因此耳轴的设计和制造要求非常高。本文以75 t转炉的驱动端耳轴为例,说明其制造过程。
1 驱动端耳轴锻件
根据耳轴的零件图和余量要求绘制出锻件图,如图1所示,锻件材质为20MnMoNb钢,锻后正回火热处理,粗加工后调质,精加工后交货。通过计算得出毛坯的重量为28 520 kg,根据我单位的实际情况,与游动端耳轴合锭,采用76 t钢锭锻造生产。钢锭利用率为62.3%,设备采用80 MN液压机,锻比为4.0。
锻件技术要求:
(1)材质符合JB/T6400—1992的要求,S≤0.02%,P≤0.02%;
(2)按照JB/T5000.8—1998 的规定取样,力学性能按照Ⅴ组锻件检验,Rm≥490 MPa,Re≥420 MPa,A5≥14%,Z≥38%,Aku(Akv)=39 J;
(3)淬火+回火处理,硬度为190~229HBW;
(4)粗加工后超声波探伤按照JB/T5000.15—2007执行,表面到∅650 mm区域不允许有大于Ⅰ级的缺陷,从∅650 mm到∅350 mm区域不允许有大于Ⅱ级的缺陷。

图1 驱动端耳轴锻件图Figure 1 The forging drawing of trunnion at driving end

表1 钢锭化学成分(质量分数,%)Table 1 Chemical composition of steel ingot(mass fraction,%)
2 制造工艺
2.1 工艺路线
工艺路线:电炉(真空冶炼)→铸锭(真空浇注)→热送锻造厂→锻造→锻后热处理→检验→粗加工→探伤→调质→精加工→交货。
2.2 冶炼
由于驱动端耳轴工作环境的特殊性,使其对各方面的要求非常严格,在冶炼时应尽可能降低S、P等有害夹杂含量。采用真空冶炼,真空浇注,以提高钢锭的纯净度,减少钢锭的偏析、缩孔等缺陷。钢锭的实际成分见表1。
2.3 锻造
锻件用76 t钢锭锻造,为了保证锻合钢锭内部的孔洞与疏松,破碎钢锭中的铸态组织,使钢锭内部能够被完全压实并得到致密的组织,我们结合公司现有附具情况,采用900 mm上下宽V型砧进行KD法锻造。
利用KD法锻造的三个优势来保证锻件质量:
(1)高温扩散加热,增加了内部封闭界面的原子扩散和跃迁能力,提高了内部孔洞缺陷的锻合能力,同时高温保温时间的延长,对于改善内部偏析具有重要作用。
(2)上下宽V型砧,使得锻件上下变形一致,能够减少偏心的发生,同时零件中间部位需要加工成冷却水道,这样能把中间的夹杂或没有完全锻合的部分除去,保证了锻件质量。另外上下宽V型砧使锻件处于三向压应力状态,保证缺陷部位的闭合,闭合部位原子在高温下通过扩散达到锻合缺陷的目的。
(3)大压下量,能够保证锻造变形的程度,使得变形力能够传导到钢锭的中心位置,对钢锭中心的锻合具有重要作用。
第一火次:压钳口,倒棱,去锭底。
第二火次:镦粗钢锭至高1 650 mm,直径约为2 350 mm。采用900 mm上下宽V型砧拔长至∅1 450 mm,长度约为4 330 mm。每道次压下量在20%左右。每压一趟后翻转90°再压,每一趟与上一趟错半砧。要适当提高加热温度和保温时间,为钢锭镦粗和KD法锻造提供条件。
第三火次:换上平下V砧按图2所示分料,锻出各部分尺寸,切断。G+水口部分为游动端耳轴。精整出成品。
最大法兰处锻比为4.0,因为在法兰处容易发生探伤不合格。锻造过程中若出现裂纹要及时吹氧清理或留出余量,防止出现废品。
2.4 锻后正回火
锻后采用正回火处理,工艺如图3所示。650℃为扩氢温度,通过锻后正回火处理细化晶粒,消除组织应力,为后续的淬火作组织准备。

图2 分料图Figure 2 Dividing diagram
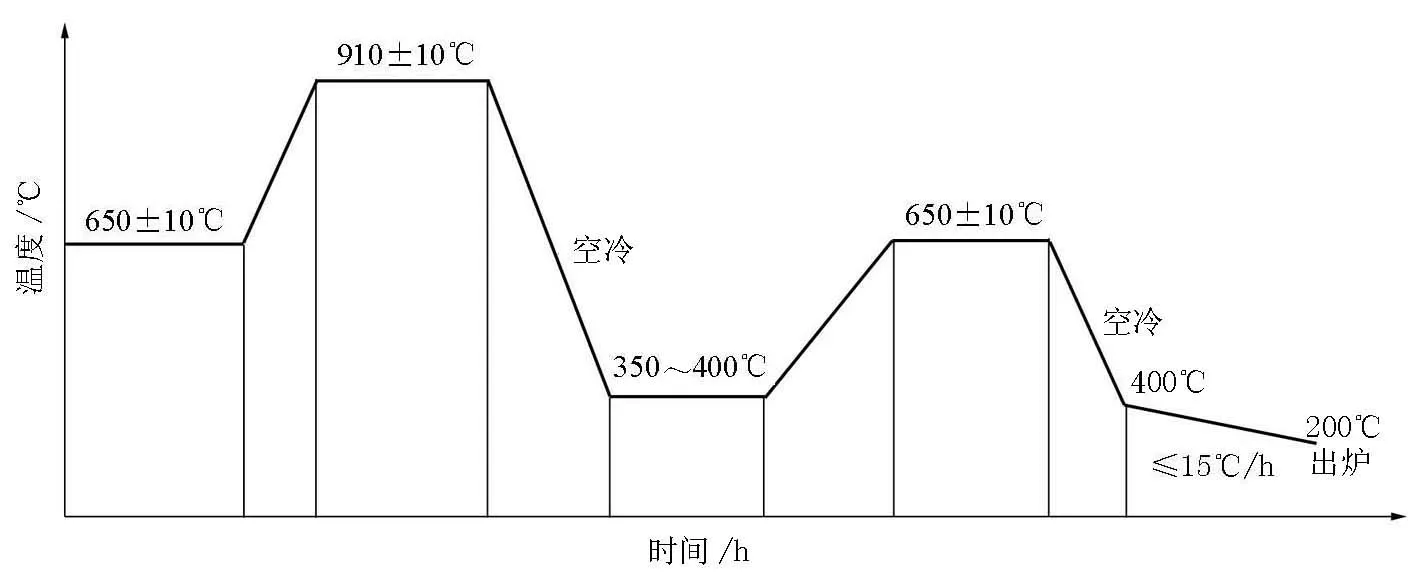
图3 热处理工艺
Figure 3 Heat treatment process
3 检验结果
对锻件按要求进行了无损检测及力学性能检验,各项检验结果均符合技术要求。
4 结论
通过双真空冶炼保证了钢锭的冶金质量,采用KD法锻造,减少了大钢锭内部的缺陷,提高了锻件的内部质量。我公司生产的驱动端耳轴锻件完全满足用户技术要求。
[1] 刘宁,张相福,肖百文.大型钢水罐耳轴的锻造工艺改进[J].锻压技术,2005(2):7-8.
[2] 张福禄,付冬齐.转炉耳轴的结构与计算方法[J].一重技术,1999(2):25-26.