A6N01铝合金焊接接头的微观组织与力学性能
2012-09-26杨尚磊林庆琳
杨尚磊,林庆琳
(1. 上海工程技术大学 材料工程学院,上海 201620;2. 南车青岛四方机车车辆股份有限公司 技术中心,青岛 266111)
A6N01铝合金焊接接头的微观组织与力学性能
杨尚磊1,林庆琳2
(1. 上海工程技术大学 材料工程学院,上海 201620;2. 南车青岛四方机车车辆股份有限公司 技术中心,青岛 266111)
对高速列车车体用新型A6N01铝合金进行MIG焊接,使用光学金相(OM)、扫描电镜(SEM)、透射电镜(TEM)、显微硬度计和拉伸试验机对焊接接头的显微组织与力学性能进行观察与分析。结果表明:焊缝金属为等轴晶状的铸态组织,焊缝边缘的熔合区形成柱状晶组织。在热影响区(HAZ),过时效区的晶粒比淬火区的更为粗大,形成HAZ软化区。A6N01铝合金母材析出短棒状β′(Mg2Si)过渡强化相。HAZ析出粗大的短棒状稳定强化相β(Mg2Si)。焊缝显微硬度最低,约为65 HV。焊接接头的抗拉强度为270 MPa,断后伸长率为6.0%。
铝合金;焊接接头;微观组织;力学性能
大型铝合金型材是高速列车和城市轨道交通车辆制造的关键材料,德国和法国等欧洲高速列车制造公司、日本新干线的列车制造企业和我国南方车辆公司与北方车辆公司均采用此类合金作为生产高速列车的关键用材[1−3]。6000系铝合金挤压性好,耐蚀性好,适于制造复杂截面的多孔中空型材,用作侧墙、车顶等车体主体结构[4−6]。目前,此类挤压型材及焊接材料大多由国外进口,国内型材虽然能够满足使用要求,但焊接后的接头性能发生很大变化。
可用于铝合金焊接的方法很多,如钨极氩弧焊、熔化极氩弧焊、激光焊、搅拌摩擦焊、电子束焊、激光电弧复合焊等[7−14],但目前在高速列车车体制造中应用最广的仍然是MIG,这种焊接方法由于热输入较大、焊接速度较低等缺点导致焊缝和热影响区都很宽、晶粒粗大、焊接残余应力大、变形严重等,强度一般只有可热处理强化铝合金母材的60%~90%,铝合金强度越高,焊接接头强度下降越大。更由于A6N01铝合金挤压型材为我国新开发生产的高速列车等轨道交通专用材料,亟需深入开展该类铝合金型材制造及使用、在线挤压淬火工艺、时效制度、焊接技术、力学性能、微观强化机制等方面的研究[15−16]。因此,研究A6N01大型超长宽幅中空铝合金挤压型材的焊接技术、微观组织与性能对推进我国高速列车制造技术的发展和长周期安全运行具有重要意义。
1 实验
1.1 实验材料
实验材料为厚度4 mm的A6N01-T5铝合金,T5表示合金在高温成型过程中冷却,然后进行人工时效的状态。
采用ER5356焊丝进行MIG焊接,A6N01铝合金母材和ER5356焊丝的化学成分如表1所列。
1.2 实验方法
MIG焊接工艺参数如表2所列。试样采用70° V形坡口的对接接头,焊前严格清理坡口周边50 mm范围内的油及污染物等。
拉伸测试在AG−10KNA型材料拉伸试验机上进行,拉伸速率为0.1 mm/min。显微硬度测试在HV−1000 型维氏硬度计上进行,载荷为9.8 N,加载时间为10 s。
使用XJL−03型显微镜(OM)进行金相组织观察,试样采用 0.5%HF水溶液腐蚀。使用JSM−6700F型场发射扫描电镜(SEM)进行拉伸断口观察。使用JEM−100CX型透射电镜(TEM)观察焊接接头的微观组织等,透射试样采用离子减薄仪制备。
2 结果与分析
2.1 铝合金的显微组织
图1所示为A6N01铝合金焊接接头焊缝(WM)、熔合区(FZ)、热影响区(HAZ)和母材(BM)等不同区域的光学显微组织。图1(a)表明,焊缝金属为铸态组织,呈等轴晶状。图1(b)所示的熔合区(熔合线)金相组织表明,焊缝边缘的熔合区很窄,熔合区靠近焊缝的区域基本为母材熔化后尚未来得及与焊缝填充材料相混熔的未混合区,熔合区靠近母材的区域是晶粒发生部分熔化的半熔化区。熔合区形成了柱状晶组织。在热影响区,图1(c)所示的淬火区和图1(d)所示的过时效区金相组织表明,过时效区晶粒比淬火区的更为粗大,同时析出相也相应聚集长大,降低了母材原始状态的强化效果,HAZ的过时效导致软化区的形成。由图1(e)所示的A6N01铝合金母材的金相组织可见,母材为原始轧制状态组织。
图2所示为A6N01铝合金母材、热影响区和焊缝的TEM像。由图2(a)母材的TEM明场相可见,在晶内析出的β′(Mg2Si)过渡强化相呈短棒状,其长轴约为90 nm,直径约为40 nm。由于Mg、Si原子扩散进入到沉淀相中以化合物形式析出,从而使β′强化相附近较宽范围内形成了无沉淀析出区。由图2(b)所示的热影响区的TEM明场相可见,晶内同样析出短棒状的强化相,但短棒的长轴约为1 200 nm,直径约为550 nm,比A6N01铝合金母材的析出相明显粗化,这是在焊接热循环作用下,β′(Mg2Si)过渡强化相长大转变为稳定相β(Mg2Si)所致。β相集聚粗化使弥散分布的强化相数量减少,降低了对HAZα(Al)基体组织的沉淀强化效果。同样由于α(Al)中大量固溶的Mg、Si原子通过扩散进入β相中以化合物形式析出,还降低了基体组织的固溶强化效果。沉淀强化和固溶强化效果的降低引起HAZ的软化。由图2(c)所示的焊缝中心区域的TEM明场相可见,焊缝熔敷金属没有第二相析出。按Al-Mg二元合金平衡相图[17],焊缝熔敷金属可能析出Al8Mg5金属间化合物,但当Mg含量低于7%时,Al-Mg二元合金在室温时相当稳定,一般不会析出Al8Mg5化合物,特别是ER5356焊丝的Mg含量约在5%左右,焊接时在电弧高温作用下尚有部分Mg元素烧损,并且其他合金元素的含量较低,因此,α(Al)固溶体的过饱和程度不是很高,Al8Mg5析出的倾向较小,在焊缝金属中没有观察到明显的沉淀相析出。

表1 A6N01铝合金和ER5356焊丝的化学成分Table 1 Chemical compositions of A6N01 aluminum alloy and ER5356 filler metal

表2 A6N01铝合金的MIG焊接工艺参数Table 2 MIG parameters of A6N01 aluminum alloy
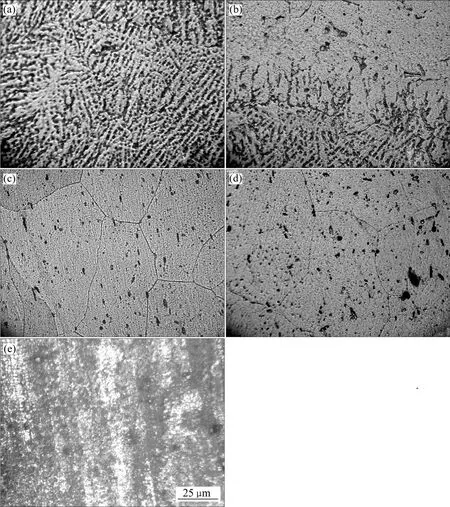
图1 A6N01铝合金焊接接头中焊缝、熔合区、热影响区的淬火区和过时效区、母材的显微组织Fig. 1 Microstructures of welding metal(a), fusion zone(b), quenchingzone(c) and overaging zone(d) ofheat-affected zone, and base metal(e) inA6N01aluminum alloyjoint
由于没有强化相析出,焊缝金属强度不高,成为A6N01铝合金焊接接头的薄弱环节。如果采用小坡口、小间隙的接头设计或采用高能量密度的焊接方法,可以减小焊缝宽度和热影响区宽度,形成硬−软−硬的焊接接头连接形式,既减小了焊缝及热影响区的横截面积,又减少了焊接缺陷产生的几率,提高了生产效率,还使焊缝金属处于三向应力状态,从而提高接头的抗拉强度,因此,研究激光焊接、激光−电弧复合焊接和搅拌摩擦焊接等新型焊接方法对提高高速列车车体焊接结构的质量和制造技术具有重要意义。
2.2 铝合金的显微硬度
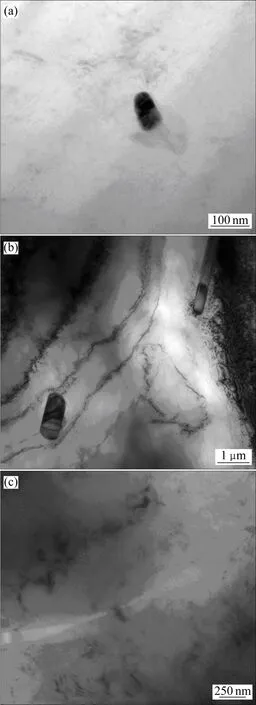
图2 A6N01铝合金焊接接头中母材、热影响区和焊缝的TEM像Fig. 2 TEM images of base metal(a), heat-affected zone(b) and welding metal(c) in A6N01 aluminum alloy joint
A6N01铝合金焊接接头的显微硬度如图3所示。可见,A6N01铝合金焊接接头焊缝的显微硬度远低于母材的,焊缝中心的显微硬度最低,约为65 HV。距离焊缝中心10 mm区域,显微硬度随距离焊缝中心的增大而快速上升。距离焊缝中心12~18 mm热影响区的硬度比焊缝的显著提高。距离焊缝20 mm左右,热影响区的显微硬度又有所下降,表明距离焊缝中心20 mm左右的HAZ存在软化区。距离焊缝中心28 mm的区域,硬度恢复到母材硬度,约为102 HV,表明A6N01铝合金焊接接头的HAZ很宽。
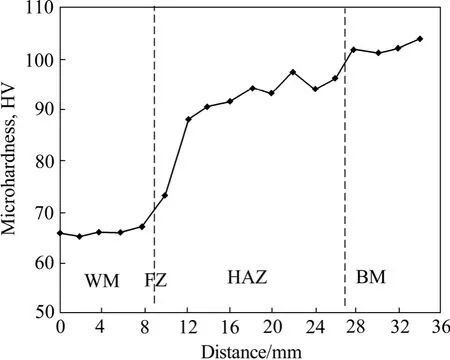
图3 A6N01铝合金焊接接头的显微硬度Fig. 3 Microhardness of A6N01 aluminum alloy joint
MIG焊接A6N01铝合金的热影响区由淬火区和过时效软化区等构成。A6N01铝合金母材主要由时效处理时析出的过渡相β′(Mg2Si)强化。在焊接电弧热作用下,热影响区的β′相分解并固溶到α(Al)基体中。
焊后由于快速冷却而获得过饱和固溶体,Mg和Si偏聚形成与α(Al)共格或部分共格的GP区,使合金得到强化。在此后的自然时效过程中,Mg和Si原子可进一步偏聚,GP区扩大并有序化,随后又转变为不稳定的β′过渡相,合金达到最大强化阶段,形成热影响区的淬火区,显微硬度比焊缝的显著提高,但由于淬火区的自然时效比A6N01-T5的时效处理效果差,淬火区的显微硬度仍然低于母材的。
距离焊缝较远的热影响区,温度较淬火区的低,强化相高温溶解不充分,冷却时效过程中,强化相析出数量少,并且原有未溶解的过渡强化相β′也因焊接热循环的影响而聚集长大,转变为稳定的β强化相,由于析出的和长大的强化相粒子粒径不均匀,强化效果比淬火区的弱,形成过时效软化区,显微硬度降低。
2.3 铝合金的力学性能
表3所列为A6N01铝合金母材及其焊接接头的常温拉伸实验结果。由表3可看出,A6N01铝合金MIG焊接接头的抗拉强度和伸长率均低于母材的,拉伸断于焊缝,可见,焊缝是A6N01铝合金焊接接头的薄弱环节。
图4所示为A6N01铝合金焊接接头和母材拉伸试样的SEM断口形貌。图4(a)所示的焊缝断口呈典型的韧窝结构,表明A6N01铝合金焊缝为韧性断裂。焊缝断口内无气孔等缺陷,焊缝断裂没有受到焊接缺陷的影响,而是由于焊缝金属强度较低引起。图4(b)所示的A6N01铝合金母材断口也呈韧窝结构,但与焊缝相比,韧窝尺寸较小,深度较浅,韧窝结构不明显,并伴随解理台阶存在,说明断裂的脆性较大,呈混合型断裂特征。母材断口中存在较多的木片状条型孔洞,这是由于轧制材料形成了纤维状的夹杂条带,在拉伸过程中沿夹杂物分布方向被拔出而形成,表明轧制母材具有一定的方向性。虽然焊缝金属的塑韧性好于A6N01铝合金母材的,但由于焊缝金属抗拉强度较低,局部集中变形较大而产生缩颈并率先开裂破坏,使焊接拉伸试样中其余部分的均匀变形没有完全进行,导致A6N01铝合金焊接接头试样的断后伸长率低于母材的。
表3 A6N01铝合金及其焊接接头的力学性能Table 3 Mechanical properties of A6N01 aluminum alloy and its welding joint
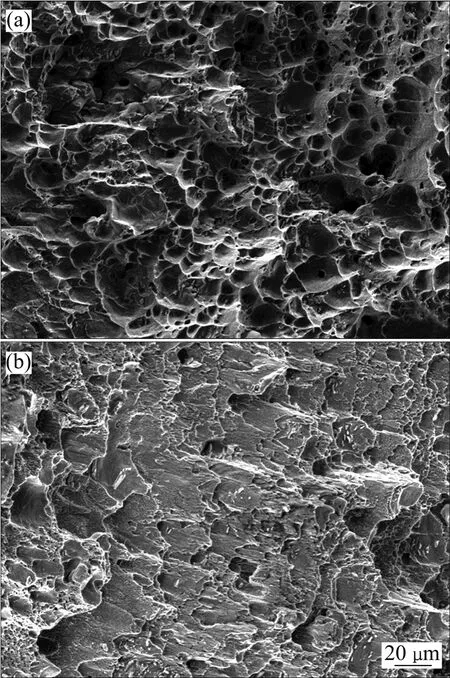
图4 A6N01铝合金焊接接头和母材拉伸试样的断口SEM像Fig. 4 SEM images of tensile fracture sample in A6N01 Al alloy joint(a) and base metal(b)
3 结论
1) A6N01铝合金焊接接头焊缝中心区域为呈等轴晶状的铸态组织,焊缝边缘的熔合区形成了柱状晶组织。HAZ过时效区的晶粒比淬火区的更为粗大,导致形成HAZ的过时效软化区,A6N01铝合金母材为原始轧制状态组织。
2) A6N01铝合金母材在晶内析出短棒状β′(Mg2Si)过渡强化相,其长轴约为90 nm,直径约为40 nm。在HAZ晶内析出长大的短棒状稳定强化相β(Mg2Si),其长轴约为1 200 nm,直径约为550 nm,HAZ中细小的β′过渡相转化为粗大的β稳定相,降低了对α(Al)基体组织的弥散强化效果。焊缝熔敷金属没有第二相析出。
3) A6N01铝合金焊接接头焊缝区的显微硬度高大低于母材和HAZ的,焊缝中心显微硬度最低,约为65 HV。HAZ显微硬度随焊缝中心距离的增大而快速上升。距离焊缝20 mm左右,HAZ的显微硬度又有所下降,是HAZ软化区。距离焊缝中心28 mm的区域,硬度恢复到母材硬度,约为102 HV。
4) A6N01铝合金MIG焊接接头的抗拉强度为270 MPa,断后伸长率为6.0%,均低于母材的。拉伸断口位于焊缝,呈典型的韧窝结构,为韧性断裂。A6N01铝合金母材呈小而浅的韧窝结构,韧窝底部有脆性化合物相,并伴随解理台阶存在,呈混合型断裂特征。
REFERENCES
[1]李瑞淳, 王 騃. 德国高速列车综述[J]. 国外铁道车辆, 2005, 42(11): 1−6. LI Rui-chun, WANG Ai. Survey of high speed trains in Germany [J]. Foreign Rolling Stock, 2005, 42(11): 1−6.
[2]钱立新. 速度350 km/h等级世界高速列车技术发展综述[J].轨道交通, 2007(11): 42−43. QIAN Li-xin. Summary of the technical development of high-speed train with the speed of 350 km/h in the world [J]. Rail Transit, 2007(11): 42−43.
[3]YANG S L, LIN Q L. Microstructures and properties of the Al-4.5Zn-1.5Mg-0.5Mn aluminum alloy welding metal[J]. Advanced Materials Research, 2011, 148/149: 640−643.
[4]石塚弘道. 铁道车辆用铝合金的动载荷强度特性[J]. 国外铁道车辆, 2010, 47(3): 22−27. HIROMICHI C. Dynamic Mechanical properties of the aluminium alloys used for railway vehicles[J]. Foreign Rolling Stock, 2010, 47(3): 22−27.
[5]杨尚磊, 林庆琳, 张 峰. Al-0.6Mg-0.6Si铝合金MIG焊接接头显微组织与微区成分研究[J]. 上海工程技术大学学报, 2011, 25(4): 300−303. YANG Shang-lei, LIN Qing-lin, ZHANG Feng. Research on microstructure and micro-area composition of MIG joint of Al-0.6Mg-0.6Si aluminum alloy[J]. Journal of Shanghai University of Engineering Science, 2011, 25(4): 300−303.
[6]季 凯, 祖国胤, 姚广春. 高速列车用6005A铝合金厚板的焊接工艺[J]. 东北大学学报: 自然科学版, 2010, 31(10): 1457−1461. JI Kai, ZU Guo-yin, YAO Guang-chun. Welding parameters of 6005A Al alloy for new high-speed train[J]. Journal of Northeastern University: Natural Science, 2010, 31(10): 1457−1461.
[7]AMBRIZ R R, MESMACQUE G, RUIZ A, AMROUCHE A, LOPEZ V H. Effect of the welding profile generated by the modified indirect electric arc technique on the fatigue behavior of 6061-T6 aluminum alloy[J]. Materials Science and Engineering A, 2010, 527(7/8): 2057−2064.
[8]TU J F, PALEOCRASSAS A G. Fatigue crack fusion in thin-sheet aluminum alloys AA7075-T6 using low-speed fiber laser welding[J]. Journal of Materials Processing Technology, 2011, 211(1): 95−102.
[9]严 军, 高 明, 曾晓雁. 激光−MIG复合焊接2A12铝合金工艺和接头性能[J]. 中国有色金属学报, 2009, 19(12): 2112−2118. YAN Jun, GAO Ming, ZENG Xiao-yan. Welding process and joint properties of 2A12 aluminum alloy by laser-MIG hybrid welding[J]. The Chinese Journal of Nonferrous Metals, 2009, 19(12): 2112−2118.
[10]FENG A H, CHEN D L, MA Z Y. Microstructure and low-cycle fatigue of a friction-stir-welded 6061 aluminum alloy[J]. Metallurgical and Materials Transactions A: Physical Metallurgy and Materials Science, 2010, 41(10): 2626−2641.
[11]HE Z B, PENG Y Y, YIN Z M, LEI X F. Comparison of FSW and TIG welded joints in Al-Mg-Mn-Sc-Zr alloy plates[J]. Transactions Nonferrous Metals Society of China, 2011, 21: 1685−1691.
[12]STEFANO M, CHIARA S. Corrosion resistance in FSW and in MIG welding techniques of AA6×××[J]. Journal of Materials Processing Technology, 2008, 197: 237−240.
[13]SINGH R K, SHARMA C, DWIVEDI D K, MEHTA N K, KUMAR P. The microstructure and mechanical properties of friction stir welded Al-Zn-Mg alloy in as welded and heat treated conditions[J]. Materials and Design, 2011, 32(2): 682−687.
[14]WANG X J, ZHANG Z K, LI J, DA C B. Plastic flow pattern and its effect in friction stir welding of A2024 and A1016[J]. Transactions of Nonferrous Metals Society of China, 2006, 16(S3): s1336−s1341.
[15]杨尚磊, 孟立春, 吕任远, 陈 强, 王洪峰. 高速车辆A6N01铝合金的脉冲MIG焊接[J]. 焊接, 2008(9): 33−35. YANG Shang-lei, MENG Li-chun, LÜ Ren-yuan, CHEN Qiang, WANG Hong-feng. Pulsed MIG welding of A6N01 Al alloy used in high-speed vehicle[J]. Welding & Joining, 2008(9): 33−35.
[16]祝伟忠, 王虎臣, 王 煜. A6N01-T5铝合金型材力学性能与停放时间的关系[J]. 轻合金加工技术, 2007, 35(9): 27−29. ZHU Wei-zhong, WANG Hu-chen, WANG Yu. Relation between mechanical properties and placed time for A6N01-T5 aluminium alloy profies[J]. Light Alloy Fabrication Technology, 2007, 35(9): 27−29.
[17]潘复生, 张丁非. 铝合金及应用[M]. 北京: 化学工业出版社, 2006: 102. PAN Fu-sheng, ZHANG Ding-fei. Aluminium alloy and application[M]. Beijing: Chemical Industry Press, 2006: 102.
(编辑 龙怀中)
Microstructures and mechanical properties of A6N01 aluminum alloy welding joint
YANG Shang-lei1, LIN Qin-lin2
(1. School of Materials Engineering, Shanghai University of Engineering Science, Shanghai 201620, China; 2. Technology Center, Sifang Locomotive and Rolling Stock Co., Ltd., Qingdao 266111, China)
The new type A6N01 aluminum alloy used in the high-speed vehicles was welded by MIG welding. The microstructures and mechanical properties of the welding joints were observed and analyzed by OM, SEM, TEM, microhardness and tensile testers. The results show that equiaxial as-cast microstructures exist in the welding metal. The columnar grains are formed in the fusion zone next to the welding seam. In the heat-affected zone (HAZ), the grains of over-aging zone are coarser than those of quenching zone. The softening region exists in the over aging zone of HAZ. Theβ′(Mg2Si) transitional strengthening phases precipitate in A6N01 aluminum alloy base metal. Theβ′ phase presents claval shape. Theβ(Mg2Si) stable strengthening phases precipitate in HAZ, which present coarse claval shape. The microhardness of welding seam is the lowest in the joint, which is about 65 HV. The tensile strength of the joint is 270 MPa, and the elongation after fracture is 6.0%.
aluminum alloy; welding joint; microstructure; mechanical property
TG 146.2
A
国家自然科学基金资助项目(51075256);上海市科学技术委员会基础研究重点项目(10JC1406100)
2011-09-19;
2012-03-19
杨尚磊,教授, 博士;电话:021-67791198;E-mail: yslei@126.com
1004-0609(2012)10-2720-06