840D伺服参数优化及评估*
2012-09-26贺毅
贺 毅
(中航工业成都飞机工业(集团)有限责任公司数控加工厂,四川成都610092)
随着国内制造业的快速发展,各类型数控机床的应用在我国不断地加强,先进机床的应用水平得到了巨大的飞跃。目前机床加工在提高工件的加工精度、加工效率和降低加工成本等方面,解决了不少以前老式低速机床加工难以解决的关键问题。总体而言,国内机床应用厂家目前主要把提升加工效率放在第一位,相应的维护、保障和管理等严重滞后。由此逐渐出现的新问题是加工效率虽然短时间能提升,工件加工表面质量在机床刚交付时也不错,但经过不长时间的使用后却急剧恶化,机床的效率也不得不由此降低以满足表面质量的要求。
目前国内研究数控系统伺服优化主要集中在研究所、机床厂家和大专院校等单位。这些单位虽然对优化的理论进行了深入研究,但其优化实践多是处于机床机械状态完好时进行的优化,一般仅给出了一些系统空转时的最优解,并且往往只针对一些三坐标机床或结构简单的机床,对五轴联动和虚拟轴等复杂结构机床优化的能力严重不足。最终用户实际面临的情况是经过一段时间使用后,机械或电气状态已和初始安装时有所变化,在这种状态下进行维修或保养后机床需要重新进行优化。另一种情况是最终用户已知机械或电气元件虽能勉强使用但状态已经不佳,但受制于昂贵的备件成本和严酷的生产形势,需要在这种情况下尽力使机床能处于一个勉强可接受的加工状态,保障生产的暂时进行。
1 伺服优化的理论
西门子有一套较为成熟严谨的机床优化方案,其840D系统主要使用611驱动,优化包含机床从开始设置单轴系统参数到最终机床全坐标联动的全过程。
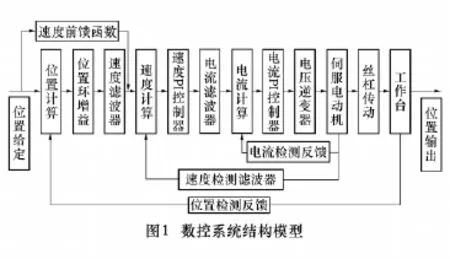
数控伺服系统包括电流环、速度环和位置环,如图1所示[5],数控机床的性能依靠每一个环节都有正确和机床匹配的参数。一般在机床安装时系统会给定一组默认参数,但这些参数一般是为保证系统正常运行的保守参数,主要作为试机验证使用。机床交付时参数处于最优,但机床使用一段时间后,机械状态必然发生变化,导致驱动性能降低;由于各轴机械参数变化很可能不一致,从而产生各轴驱动性能不匹配。这两种情况影响驱动轴的动态误差,致使误差增大或机床的效率降低。驱动优化目的是在一定的机械状态下尽可能提高系统的性能。
优化顺序是从内环向外环进行。西门子伺服控制中位置环是一个简单的比例调节器,调节起来比较简单。速度环和电流环是由比例积分调节器组成,是驱动的核心部分,而在电流环中一般使用的是与数控系统配套的电动机和驱动,因而系统在组态电动机时会给出比较好的优化参数,一般不需要进行手动优化,连接内外环的速度环由此成为驱动优化重点。驱动优化关键是提高速度环的动态特性,进而获取较好的位置环性能。当单轴性能获得最大提升后可通过各轴性能的匹配,提高整机的性能,加工件上表现为好的精度和表面质量。
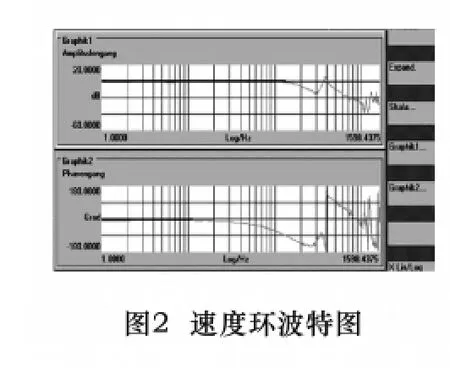
优化一般而言,电流环主要确定电流环周期MD1000、电流环增益 MD1120、电流环时间常数MD1121等参数。速度环可以确定速度环增益MD1407、速度环时间常数MD1409等,在必要的时候需确定参考模式阻尼MD1414和滤波器相关的MD1200、MD1201等。位置环主要确定位置环增益MD32200、轴的加速度MD32300、轴的最大冲量限制MD32431、速度前馈量设置MD32810等。注意在速度环的波特图中最大可允许超调到3 dB(如图2),但位置环的波特图则必须保持在0 dB以下(如图3)[4],因为位置环的超调会导致精度问题。

2 伺服优化方法
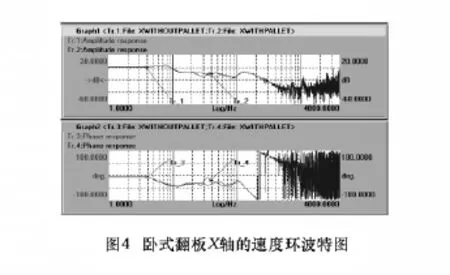
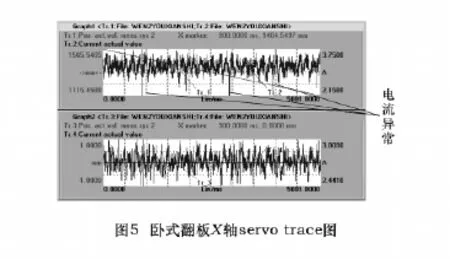
西门子的优化方案必须建立在机床机械状态处于完好的状态,但实际情况中机床经过最终用户一段时间的使用后机床机械状态已经不是最优。如齿轮齿条经长期的使用已经存在部分的磨损,而且由于操作工装配工装的习惯,这些磨损的区域往往是集中分布齿条一部分啮合区域,磨损区的动态特性已与正常情况有差异。对于一些翻板、转台等卧式加工的机床,其加工负载随工装和工件变化,虽然可以在空转下进行优化,但由于实际加工效果与负载相关,因此机床须在最终用户所具有最大负载加工的情况下还需进行优化,并且在实际应用中以最终大负载优化情况为主(如图4)。翻板、转台等卧式加工的机床必须进行两种不同负载状态优化,主要原因是原参数不确定的情况下直接进行大负载优化可能损坏机床部件。图4中1、3号线是无工作台负载时的波形,2、4号线是有工作台负载时的波形。
2.1 电流环的优化
最终用户在进行优化的时候一般不会改变机床的硬件配置,因此系统的一些基本配置相关的参数(如系统周期MD10050、系统插补周期MD10070等)不用改变[1]。不更换西门子电动机时原电流环的参数调整一般也不做重点考虑,只需经过一次简单检查即可,但如果使用非西门子电动机则最好对电流环进行详细检查。
2.2 速度环的优化
机床在非最优机械状态时进行优化前应先找到磨损部位。磨损较大的部位其电流、轮廓误差等与正常情况不完全一致,可以利用西门子的相关servo trace工具根据找到相应的部位,如图5中异常处为导轨磨损处(该处结果可重复),此处电流变化较为剧烈。
通过上述步骤找到磨损部位后可先做圆度测试,保存结果以便最终优化完后再进行对比。然后开始进行速度环的优化,通过开环频率响应查看系统零点和极点,参考频率响应(如图6)测试可获得速度环增益MD1407和积分时间MD1409的初步优化值。注意此时首先应去除滤波器。

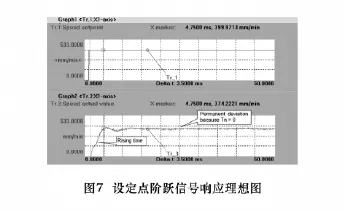
设定点阶跃信号响应(如图7)测试验证MD1407的值是否合适,在调整前将MD1409设为0。扰动阶跃信号响应(如图8)测试可验证MD1409的值是否合适[2],此时需将MD1409设回原值。在必要时可进行参考模型测试和最后使用滤波器。注意如果使用滤波器,可能会改变圆度。
2.3 位置环的优化

速度环优化完毕后开始进行位置环的优化。位置环的变化可能会影响机床加工精度。如果进行位置环的优化,最终验收时必须进行工件试切。首先通过位置环的参考频率响应测试获得MD32200的初步优化值,必要的时候也可以进行滤波确定优化值,然后通过程序和servo trace工具可以进行position step测试[3],用以检查轴的过冲和平稳性。可以选择使用SOFT(即jerk功能)去平滑轴加速响应,通过servo trace工具和service display下的control deviation中的可以看出MD32431值是否合理。最后优化机床前馈控制状态,可以通过service display下的control deviation检查MD32610、MD32810。
2.4 伺服联动的调试
前面各单轴的优化完成后可以开始进行伺服联动的调试,主要包括动态匹配时间和摩擦补偿。动态匹配时间在不影响系统稳定的情况下可以使响应过快的轴减慢响应速度,但不可以加快响应速度,因此,动态匹配时间只能作用于响应快的轴上。鉴于动态匹配时间是减慢轴的响应速度,因此一般在增益调整困难时才使用,以保证系统性能。摩擦补偿要和后面的圆度测试一起使用。当圆的形状调整好以后,有时会在圆弧的4个象限点附近出现凸包,这是因为在过象限点时其中有1个轴需要换向,由于摩擦力的影响会造成该轴在换向点有滞后的现象产生大的跟随误差,出现明显的“尖角”现象。位置环控制中的参数如摩擦补偿MD32500和反向间隙MD32450等参数,往往在机床出厂前都已经过测量后设定,大多数情况无需再做优化,但必须再检查。
圆度测试用于检测在最恶劣的圆度半径和进给速度下轴的圆度精度。在圆度测试前,先在手动状态下检测圆度测试中的两个轴所对应的相同速度的跟踪误差.两个轴的跟踪误差必须一致,否则轨迹就会是一个椭圆。一般这由各轴相同增益MD32200保证。速度设定点滤波器可被用于控制实际轨迹圆的半径。圆度测试后需要重新运行ref frequency response测试,以保证增益值不超过0 db。
目前数控系统有多种控制方式,如主从控制、龙门控制等等。优化前需注意西门子版本,某些早期的西门子版本对主从、龙门同步支持有限,这种情况下对其优化可能需仔细考虑优化主动轴对从动轴的影响。
3 伺服优化评估
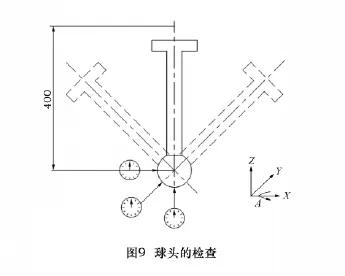
对最终用户而言,评估伺服优化的方式主要有3种,机床加工时间的变化、工件加工尺寸的精度和加工表面质量,球头(部分厂家称为ballbar)的测试。机床加工时间主要与机床最大速度、加速度、加加速度等相关,一般磨损机床进行优化后加工时间会有所增加,但增加的量不会很大。最终用户最关心工件加工尺寸的精度和加工表面质量,在无明显问题的工件试切情况下,可以按照机床验收时使用的试切标准检查。三坐标机床一般使用三坐标NAS件,五坐标可使用三坐标NAS件,五坐标锥台和S试件进行验证。但试切件验证是有一定局限性的,特别对于五坐标机床,试切件在摆角上有行程的局限性,因此使用球头来进行检测(图9)也显得非常必要。目前使用球头进行检测并无严格通用标准,但根据实践经验,如果检查AC轴机床的的球头,在C轴旋转平面无问题的情况下主要检查A轴的状态,A轴在机床几何轴3个方向都要架表进行检查;如果是AB轴,则A、B两个旋转轴在机床几何轴的3个方向都要架表进行检查,A轴检查时可使B轴处于0°位,B轴检查时可使A轴处于0°位,以免A、B轴的状态相互影响,最后可以A、B两个旋转轴联动检查一次,确定最大偏差。首次检查球头开始前注意加上BRISK和FFWOF以取消参数的补偿,第二次检查可再加上SOFT和FFWON。检查时要注意记录各转动轴的极限行程位置处和0°角的变化值,同时注意各位置机床启动或换向时表针的跳动值。一般各位置值的总偏差不超过±0.05 mm,总跳动不超过±0.1 mm,这样的精度一般勉强能满足公差在±0.2 mm的零件的要求。检查球头的过程中最好能和前面优化过的冲量限制和前馈限制一起进行,一边调整一边检查,得出最好的实际状态。注意有时机床磨损严重时其各轴矢量关系可能已发生变化,此时要注意权衡各种性能。
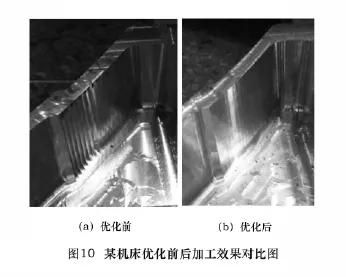
对于一些条件较好的厂家,上述检查还可以继续完善,如可以在优化前做一次激光补偿测试和球杆仪(有些厂家称球杆仪为ballbar,这容易与前面的球头测试混淆)测试,并记下结果。球杆仪的结果比机床自带圆度测试更能接近实际的加工情况,因为它是直接对主轴的测试,而西门子的圆度测试仅仅是测量系统的圆度状态。用户在进行驱动优化的时候也可以用IBN tool软件来进行检查,图10为某桥式机床优化后的效果对比。
4 结语
本文主要提出了对一些机床机械上存在轻微磨损时西门子系统的优化方法,但由于机械状态是机床运行状态的基础,这些方法仅能临时性的局部改善机床的加工结果,不能从根本上解决机床的问题,因此如果有条件仍然需要优先恢复机床的机械状态。而且由于磨损常常是非线性的,即使经过上述的处理,一些复杂工件的加工仍有可能存在超差、波纹和麻点等问题。很有可能出现精度调好后,实际加工工件却反而超差,精度调得不好但加工一些工件反而合格的状态,这时要和工艺部门一起分析,找出是工件、刀具、工艺方案或后置等哪方面引起的问题。不论最后调试结果怎样(即使机床精度检查不在最好状态),最后应以加工零件的最终状态为主。由于个人水平有限,本文未能说明复杂同步(如龙门同步和主从同步之间嵌套后)和虚拟轴机床的优化问题。希望本文的方法能对最终用户使用及优化机床有一定的帮助。
[1]曲改玉,周生伟,李敏.优化840D数控系统参数实现机床的高精度加工[J].制造技术与机床,2009(11):133 -136.
[2]杨诚,张为民.西门子611D驱动工程应用的优化研究[J].制造技术与机床,2008(3):53-56.
[3]SIEMENS 公司.Siemens Automalion Group,Manual Basle Functions 840D/810D[Z],2006.
[4]SIEMENS公司.SINUMERIK 810D/840D 安装与调试指南[Z].
[5]西南交通大学.西门子840D数控系统伺服优化方法[Z].