一种“一面两孔”定位销设计方法
2012-09-26袁礼彬
袁礼彬
(常州南车铁马科技实业有限公司,江苏常州213015)
定位销是夹具中最为常用的元件之一,尤其在箱体、盖板、支架等工件加工时,利用一面两孔定位,使设计基准和工艺基准重合,以减小定位误差。按一面两孔定位方式设计夹具定位元件,最主要工作是进行菱形销结构设计及尺寸计算。在经典夹具设计教材或设计手册中,提供的菱形销与定位孔间最小间隙的计算公式为[1]

式中:b为菱形销的宽度;δLg为工件两定位孔中心距公差;δLj为两定位销中心距公差;D为与菱形销相配合的孔的直径。
式(1)中提供的菱形销与定位孔之间最小间隙,是在被加工工件的两定位孔中心距、圆柱销与菱形销之间中心距都处于极限偏差,而且方向相反的情况下计算出来。这说明,当定位孔与菱形销之间配合间隙小于该值,工件两定位孔与两定位销(菱形销与圆柱销)就可能发生干涉现象,导致工件不能正确地定位。
按照传统的一面两孔的设计思想来设计菱形销,首先需要确定两定位孔中心距公差δLg、两定位销之间中心距公差δLj,以及定位孔直径,按式(1)计算出菱形销与定位孔间最小间隙Δmin,最终确定菱形销直径(D-Δmin)及制造公差。
基于这种设计方法,首先要确定较为合理的两定位销之间中心距公差δLj。但在实践中较为困难,而且最终容易导致菱形销与定位销、圆柱销的公称尺寸不同。笔者在实际的夹具设计实践中,采用如下设计方法。
1 定位销主要尺寸的确定
常用标准定位销尺寸已有明确的规定,设计时应尽量选用标准的定位销。机床夹具及零部件国家标准GB/T2205和GB/T2204规定了各种常见规格定位销的尺寸与公差,定位销与定位孔之间也有推荐的配合公差带,通常为H8/f7和H7/g6两种。按这种配合性质,定位销与定位孔的公称尺寸相同,两者之间最小间隙也就随之确定。
由式(1)可求得

通过式(2)可计算出两定位销中心距公差与两定位孔中心距公差之和。
按上述方法设计定位销,首先要设定定位销与定位孔配合公差带,确定最小间隙Δmin;然后依据定位孔的公称尺寸,按设计手册查菱形销的圆弧宽度,计算出两定位销中心距公差与两定位孔中心距公差之和;工件两定位孔中心距公差通常为已知值,这样就可以得到两定位销中心距公差值。
2 合理选择定位销的结构形式
在确定定位销的直径尺寸之后,下一步便要进行结构设计。

传统教材和手册提供的计算公式(1)的导出,主要是基于图1a所示菱形销结构。而在进行夹具施工图样设计时要参照图1b所示菱形销的结构。两者区别在于后者对于尖角进行了修圆。修圆主要作用体现在两个方面:(1)避免在装卸工件时,菱形销插入定位孔碰到孔壁;(2)进一步避免菱形销与定位孔之间的干涉。根据定位销与夹具体之间关系,可把定位销分为固定式定位销和移动式定位销两类。
2.1 标准定位销
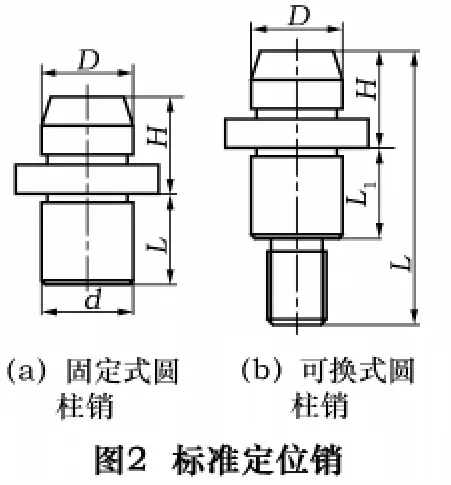
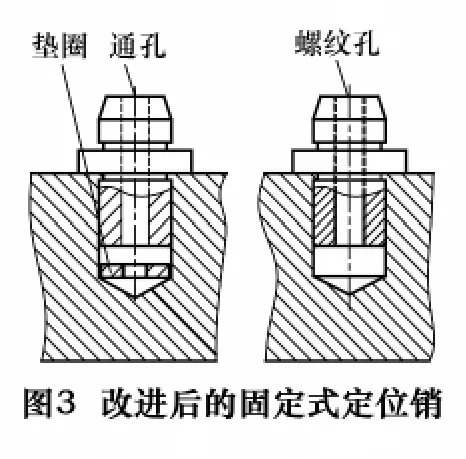
在一般情况下,应该尽量选用标准定位销,如图2a所示。该定位销结构简单,安装方便。在大批量生产时,由于机械磨损、工件装卸时造成磕碰等原因,致使定位销精度丧失。为更换方便,可改变定位销的结构形式,如图2b。不过定位销与夹具体配合部分公差带由r6调整为h6,端部的螺纹起固定连接作用。当夹具体定位孔为盲孔,需对图2a所示的定位销作进一步改进,可采取图3所示的结构。图3a所示的固定式定位销中间部位设置了通孔,定位销安装时在盲孔底部放置一个带螺纹孔的垫圈,需更换定位销时采用螺钉等工具进行拉拔。图3b所示定位销利用螺钉可很方便地从盲孔中取出。
2.2 专用固定式定位销
在一些特殊情况下,标准定位销无论是结构、尺寸和强度等方面,均不能满足工装保证工件加工精度要求,要对标准定位销结构作改进,须设计专用定位销。图4是某箱体生产线上使用的专用固定式定位销。与标准定位销相比,它有以下特点:
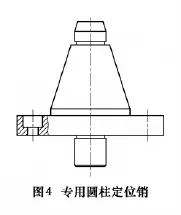
(1)加长了轴向长度,以满足工装空间结构上要求;
(2)增大定位销与工装连接面的尺寸,并加粗底部,保持足够的强度和刚度;
(3)倒角与圆柱定位部分之间作修圆处理,减小工件安装时的阻力;
(4)用内六角螺钉固定定位销,加工工件时增强了定位销承受断续切削形成的冲击力。
2.3 移动式定位销
在很多情况下要采用移动式定位销。其目的主要是考虑工件重量较大,装卸时工件两定位孔直接对正定位销有一定困难,采用先让工件初步定位,然后将移动式定位销插入,方便操作。
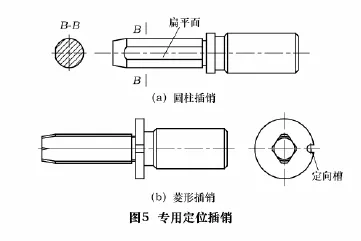
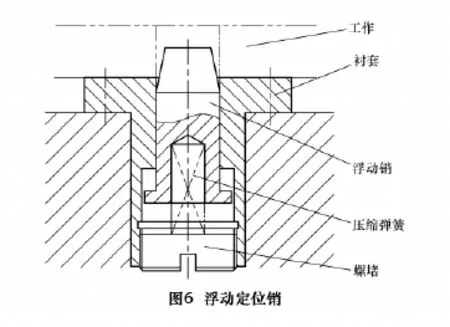
如图5所示的定位插销是一种常见的移动式定位销,用于手动操作的场合。图5a所示的圆柱定位销定位部分铣成一小平面,是考虑定位插销插入定位孔时,便于滞留在其中空气的排出。图5b所示的菱形插销中间轴肩上铣出定向槽,作用是确定菱形销定位时周向方向。图6所示的为浮动定位销,主要由起导向作用的衬套、浮动销、压缩弹簧和调整螺堵组成。由于这种浮动定位销装置轴向未被控制,浮动定位销又制成锥形,因此定位销在压缩弹簧作用下,始终能与定位孔保证无间隙配合,从而解决了定位孔因精度不高使定位精度差,造成产品质量差的问题。这种结构主要用于铸件和冲压件加工时工件的定位。
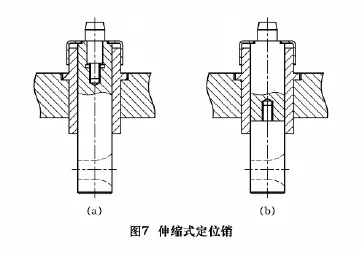
因运输等原因,组合机床上常采用通用伸缩式定位销结构[2],如图7所示。常用的伸缩式定位销分为装配式(图7a)和整体式(图7b),其工作原理与图5所示的定位销相同。其结构上有如下特点:(1)定位销端部设有防尘罩,防止加工过程中产生的金属切屑以及其他杂物进入衬套;(2)定位销的上下移动靠拔杆组件的驱动。
综上所述,采用一面两销定位时,应充分重视定位销的结构类型。当工件较轻、批量较小时,用手装入固定式定位销无疑是可行的。但工件体积、重量、批量较大时,采用固定式定位销则带来许多不便。首先采用手动安装工件易引起疲劳,即使吊装也难以对准,故会导致辅助时间增加。其次由于安装时不便观察,有可能将定位销撞弯或折断,所以应采用移动式定位销,使定位销顺利插入定位孔中。总之,在进行夹具设计时,设计者要根据加工工件的定位方案、工件具体结构、生产线装料方式以及生产节拍等因素,合理选用合适的定位销结构形式。
3 定位误差计算分析
一面两孔定位方案设计完成后,要通过分析计算加工精度参数在该定位方案下产生的定位误差来校核定位方案的可行性。以一面两孔定位时,存在着位移误差和转角误差。位移误差取决于圆柱销与定位孔的配合精度以及最小安装间隙;转角误差取决于两定位销与定位孔之间最大配合间隙、中心距等因素。但在夹具设计实际中,往往不进行定位误差计算,主要是基于以下几点考虑:
(1)在夹具设计时,定位误差一般要求小于工序加工误差的1/3~1/5,是容易满足的;
(2)对于两个加工面需要保证相互位置精度,在进行工艺设计时,一般都会安排在一次安装中完成加工,这样定位误差就不会对它们的相互位置产生影响;
(3)如果某加工面对定位孔有较高的位置精度要求,通常会把这个面和定位孔安排在同一工序中加工。
4 结语
笔者提供了基于夹具设计实践总结出的设计流程,介绍了定位销设计方法与结构,这些经验在生产实践中到得很好验证,对灵活使用定位销具有较高参考价值。
[1]白成轩.机床夹具设计新原理[M].北京:机械工业出版社,1997.
[2]刘守勇.机械制造工艺与机床夹具[M].北京:机械工业出版社,2006.