紫甘薯红色素上染柞蚕丝织物的染色性分析
2012-09-25殷雪,吴坚,肖小月,王堃
殷 雪, 吴 坚, 肖 小 月, 王 堃
( 大连工业大学 纺织与材料工程学院, 辽宁 大连 116034 )
0 引 言
随着合成染料的问世,最早用于纺织品的植物染料渐渐淡出历史舞台,在崇尚生态健康,回归自然的21世纪,人们环保意识不断增强,对身体健康亦更加关注,对纺织品安全和环保性能的要求不断提高,天然染料凭借其无毒害、色泽柔和、与环境友好和生物可降解性等良好性能,再次受到人们的重视。紫甘薯红色素(purple sweet potato color,PSPC)是从紫甘薯的块根中提取出来的一种水溶性色素[1],颜色鲜艳,稳定性好,着色力强,资源丰富[2],天然无毒害,长期食用能除去活性氧,具有预防高血压、改善肝脏功能、减少基因突变、抑制诱癌物质的产生、改善视力等保健作用[3-4],现已广泛应用于食品、药品、化妆品等领域,但是在纺织行业的应用还处于初级阶段,还未见到有关紫甘薯上染柞蚕丝织物的报道。作者以明度、饱和度、色差和上染率为检测指标,对紫甘薯红色素上染柞蚕丝织物的染色效果进行了研究。
1 紫甘薯红色素的化学成分和上染机理
1.1 紫甘薯红色素的化学成分
紫甘薯所含的色素属于花青苷类色素,是具有以C6—C3—C6为基本骨架的类黄酮结构,紫甘薯红色素的成分比较复杂,其主要成分为酰化的矢车菊素和芍药素等花色素[5]。
1.2 上染机理
紫甘薯红色素是一种酸性染料,在酸性条件下,主要是以红色的吡喃型阳离子结构存在,溶液色强较高[6],分子上含有大量的羟基,与柞蚕丝上的羧基形成氢键,同时带有与柞蚕丝相反的电荷,发生离子键的结合,因而易于上染柞蚕丝,且具有较高的色牢度。
2 试 验
2.1 材料与仪器
样品:柞蚕丝坯布。
材料与试剂:紫甘薯红色素(粉末);亚硫酸铁;乙酸、氢氧化钠,沈阳市联邦试剂厂;中性皂粉。
仪器:CM-3600d分光测色仪,恒温水浴锅,V-5000型可见分光光度计,电子天平,耐水洗色牢度检测仪,纺织品摩擦色牢度仪,烘箱,BZGY908标准光源箱等。
2.2 染色方法
直接染色:配制紫甘薯染液并调至规定的pH,恒温水浴锅加热至60 ℃,织物入染,加热升到指定温度恒温染色,取出水洗,皂洗,自然晾干。
预媒染色:媒染→染色→水洗→皂洗、水洗、干燥。
2.3 检测指标
2.3.1 色 差
采用分光测色仪对染色织物的色差进行测试:ΔE代表色差;L*代表明度值;a*代表偏红或偏绿值(+a*:偏红;-a*:偏绿);b*代表偏黄或偏蓝值(+b*:偏黄;-b*:偏蓝);c*代表彩度值,值越大说明颜色越纯。
2.3.2 上染率
上染率=(A0-A1)/A0
式中,A0为染色前染液吸光度,A1为染色后染液吸光度。
2.3.3 色牢度
染色织物的耐洗、耐摩擦色牢度分别按GB/T 3921.1—1997、GB/T 3920—1997进行测定。
3 结果与讨论
3.1 直接染色
根据染色的主要影响因素,对紫甘薯直接上染羊毛织物进行L9(34)正交试验,浴比为1∶40。试验结果见表1。
表1 紫甘薯红色素直接染柞蚕丝正交试验结果
Tab.1 Orthogonal testing result of tussah silk fabric dyed with PSPC using direct dyeing
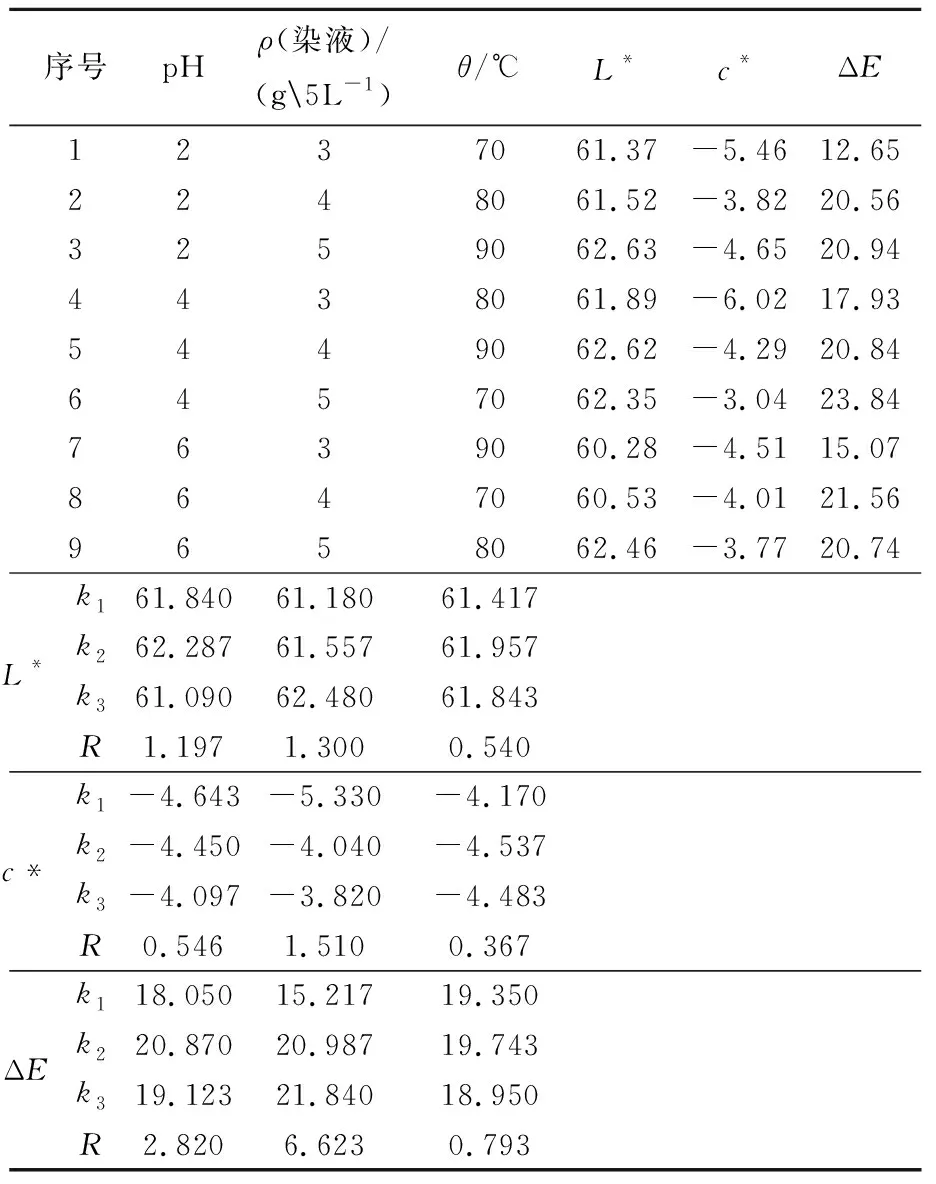
序号pHρ(染液)/(g5L-1)θ/℃L*c*ΔE1237061.37-5.4612.652248061.52-3.8220.563259062.63-4.6520.944438061.89-6.0217.935449062.62-4.2920.846457062.35-3.0423.847639060.28-4.5115.078647060.53-4.0121.569658062.46-3.7720.74L*k161.84061.18061.417k262.28761.55761.957 k361.09062.48061.843R1.1971.3000.540c*k1-4.643-5.330-4.170 k2-4.450-4.040-4.537 k3-4.097-3.820-4.483R0.5461.5100.367ΔEk118.05015.21719.350k220.87020.98719.743k319.12321.84018.950 R2.8206.6230.793
由极差分析可知,各因素对染色织物亮度和色差值的影响先后顺序为:染液质量浓度>染液pH>反应温度。染液质量浓度增加,ΔE增大,L*也随着逐渐增大;而随着pH的增加,ΔE有所增大,L逐渐减小。对饱和度的影响先后顺序为:染液质量浓度>反应温度>染液pH。
3.2 直染单因素分析
3.2.1 染液pH
从表1正交试验结果中可以看出,pH=4时上染率和色差均较好,故染液的pH取3、4、5、6、7,其他条件为:染液质量浓度5 g/L,反应时间60 min,反应温度80 ℃,浴比1∶40。染液pH单因素分析结果见图1。随着pH的增大,染色织物的色差和上染率先上升后下降,在pH=4时色差最大,上染率最好。紫甘薯红色素在pH<5时,呈稳定的红色,且与柞蚕丝带有相反的电荷,利于离子键的结合,易于上染柞蚕丝,因而具有较高的上染率。
3.2.2 染液质量浓度
染液质量浓度分别取3、4、5、6、7、8 g/L,其他条件分别为:染液pH=4,反应时间60 min,染色温度80 ℃,浴比1∶40。染液浓度单因素分析结果如图2所示。随染液质量浓度的增加,染色织物色差逐渐增大,但是当质量浓度达到

图1 pH与色差和上染率的关系
Fig.1 Relationship between pH and ΔEand dye-uptake percentage
5 g/L后,色差变化幅度不大,上染率先上升后下降,在5 g/L时达到最大。这是由于织物与色素之间的分子间力以及织物对色素的物理吸附能力是有限的,当浓度达到某一临界值时,织物达到饱和,织物的色差将不随染液浓度的增加而增大,所以最佳的染色质量浓度为5 g/L。
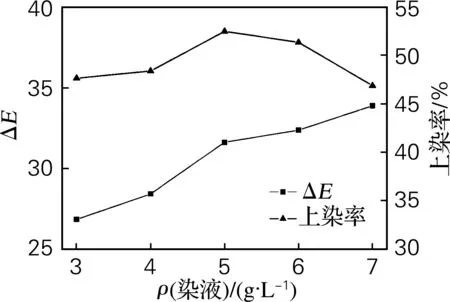
图2 染液质量浓度与色差和上染率的关系
Fig.2 Relationship between dye concentration and ΔEand dye-uptake percentage
染色温度升高,紫甘薯红色素的聚集程度下降,柞蚕丝的膨化程度增大,有利于染料在纤维表面的吸附和扩散,提高了织物的得色量;当温度达到一定,织物的得色量趋于平衡,是因为织物自身的质量一定,其染色最大吸附量也应是一定的;当织物吸附染料达到饱和时,染料不能再继续上染纤维,随着温度升高,此后会稍有下降。在正交试验中,70和80 ℃的得色量相差很小,而一般适宜的染色温度在80~90 ℃,过高的染色温度会使染料分解变质,引起纤维的损伤,所以本试验选取的染色温度是80 ℃。
综合正交试验和单因素分析,紫甘薯用于柞蚕丝织物的直接染色最佳工艺条件是:染液pH=4,染液质量浓度为5 g/L,染色温度为80 ℃,染色时间为60 min,浴比为1∶40。
3.3 稀土预媒染色
紫甘薯用于柞蚕丝织物的直接染色皂洗色牢度略差,探索合理的媒染方法提高其染色牢度。考虑利用稀土作为一种媒染剂,是因为在提高天然染料色牢度的同时,减少纺织品重金属含量和环境污染问题。
媒染工艺有预媒染色、后媒染色和同浴媒染3种工艺。由于紫甘薯红色素受pH影响颜色变化非常明显,而所用稀土媒染剂有一定的弱碱性,染色布样同浴媒染以及后媒染明显变色,影响染色效果,故本试验采用预媒染色工艺。
3.3.1 稀土预媒染色正交试验
根据影响稀土预媒染色工艺的主要因素,对紫甘薯预媒染羊毛织物进行L9(34)正交试验,结果见表2。稀土预媒染工艺:稀土预媒染→染色→水洗、干燥→皂洗、水洗、干燥。染色工艺条件:染液pH=4,质量浓度5 g/L,染色温度80 ℃,反应时间60 min,浴比1∶40。
表2 稀土预媒染正交试验结果
Tab.2 Orthogonal test result of tussah silk fabric dyed with PSPC using rare pre-mordant dying
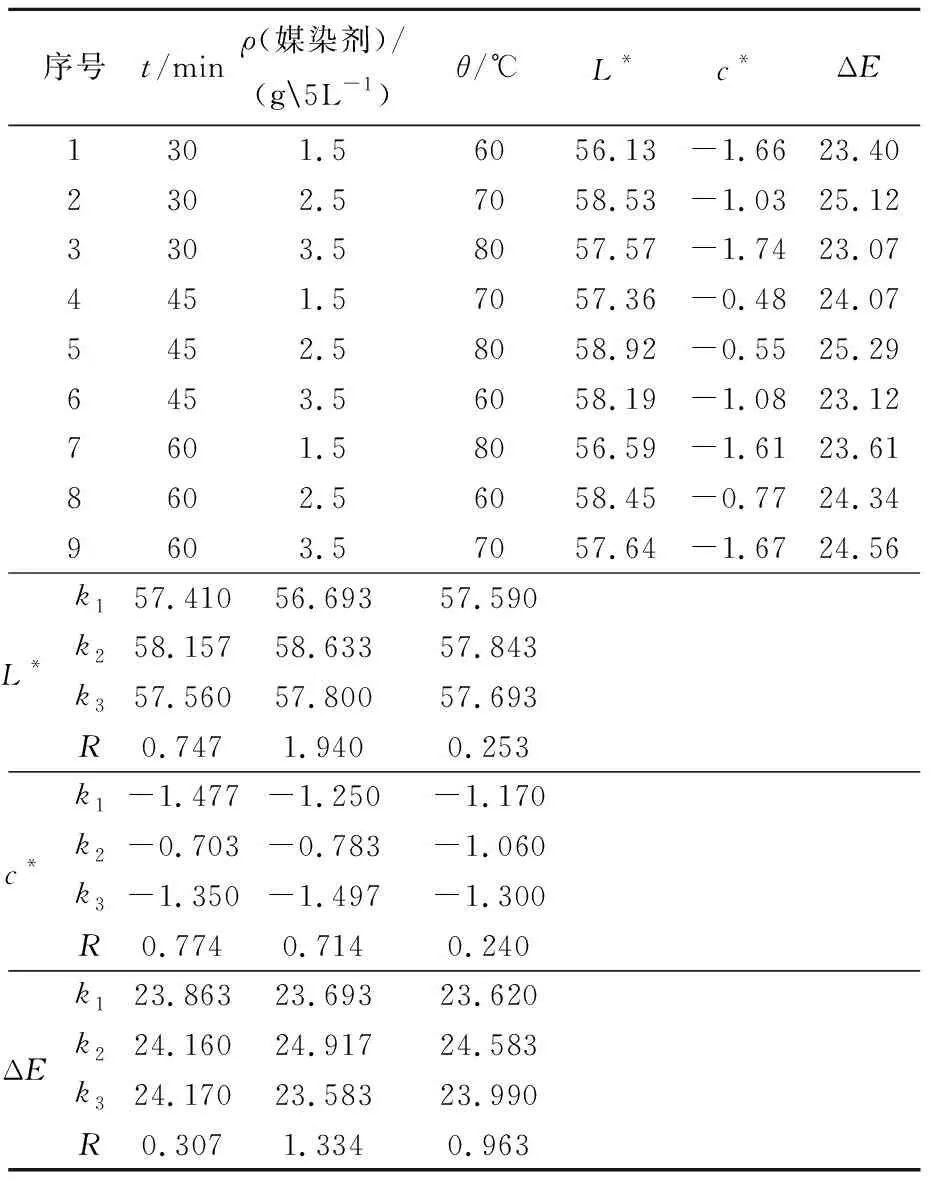
序号t/minρ(媒染剂)/(g5L-1)θ/℃L*c*ΔE1301.56056.13-1.6623.402302.57058.53-1.0325.123303.58057.57-1.7423.074451.57057.36-0.4824.075452.58058.92-0.5525.296453.56058.19-1.0823.127601.58056.59-1.6123.618602.56058.45-0.7724.349603.57057.64-1.6724.56L*k157.41056.69357.590k258.15758.63357.843k357.56057.80057.693R0.7471.9400.253c*k1-1.477-1.250-1.170k2-0.703-0.783-1.060k3-1.350-1.497-1.300R0.7740.7140.240ΔEk123.86323.69323.620k224.16024.91724.583k324.17023.58323.990R0.3071.3340.963
由表2极差分析可知,各因素对染色织物亮度和色差值的影响顺序为:媒染剂用量>温度>时间,各因素对染色织物饱和度的影响相差不大,稀土用量对染色效果的影响较大,所以对稀土浓度进行单因素分析。
3.3.2 稀土预媒染单因素分析
稀土质量浓度分别取1.0、1.5、2.0、2.5、3.0、3.5、4.0 g/L,其他条件:染液pH为4,媒处理温度为70 ℃,时间为60 min,浴比1∶40。通过图3和表2可以看出,随着稀土用量的增大染色织物的色差值先增大后减小;而织物的上染率也是先增大后减小,上染率和色差值在稀土质量浓度为2.5 g/L的时候都达到最佳值。综合最佳效果考虑,稀土质量浓度为2.5 g/L。
根据极差和单因素分析可知,稀土预媒染最佳工艺条件可选为:稀土浓度2.5 g/L,媒处理温度70 ℃,时间为45 min。
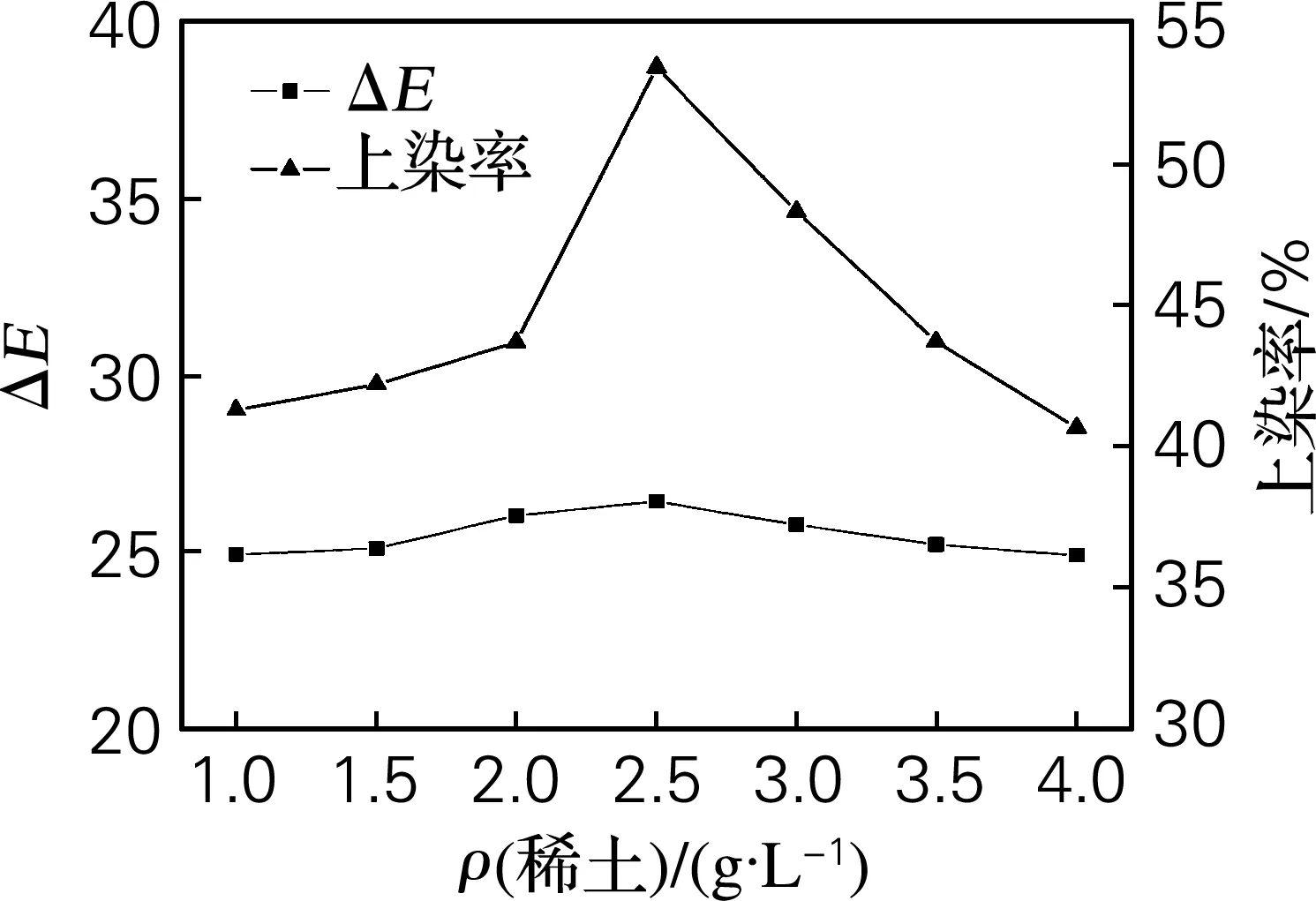
图3 稀土用量与色差和上染率的关系
Fig.3 Relationship between the dosage of rare earth and ΔE, dye-uptake percentage
3.4 织物染色特征值的对比
将最佳工艺的直接染色织物和最佳预媒染色的织物的染色特征值进行对比,结果见表3。由表3可知,稀土媒染后,织物的色差值和明度均有所下降,这是因为纤维表面的部分染料只能和稀土形成二维配位键,而无法同时与纤维形成三维配位键,所以造成部分染料有一定程度的剥落,色差值有所降低。
表3 最佳工艺上染的织物染色特征值
Tab.3 Characteristic value of dyeing by the optimal dyeing tussah silk fabric
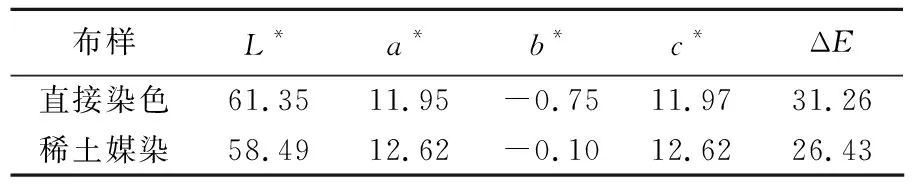
布样L*a*b*c*ΔE直接染色61.3511.95-0.7511.9731.26稀土媒染58.4912.62-0.1012.6226.43
3.5 染色牢度分析
测试直接染色和稀土媒染的柞蚕丝织物的摩擦色牢度和皂洗色牢度,分析紫甘薯红色素上染柞蚕丝织物的染色效果,结果见表4。由表4可知,用紫甘薯红色素直接染色摩擦色牢度要好于皂洗色牢度。稀土预媒染色可以提高染色织物的摩擦和皂洗牢度。
表4 紫甘薯红色素上染柞蚕丝织物的色牢度测试结果
Tab.4 The test results of the fastness of tussah silk fabric dyed with PSPC
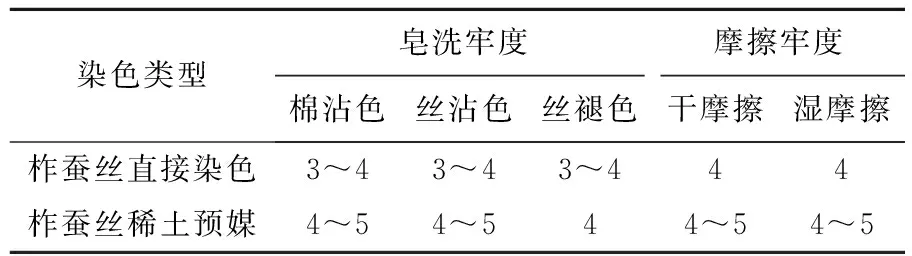
染色类型皂洗牢度摩擦牢度棉沾色丝沾色丝褪色干摩擦 湿摩擦柞蚕丝直接染色3~43~43~444柞蚕丝稀土预媒4~54~544~54~5
经媒染后织物皂洗牢度有所提高,因为稀土作为媒染剂对织物进行媒染染色是紫甘薯红色素-稀土-织物形成稳定络合物的过程。稀土离子起络合作用,它作为中心离子与作为配位体的带负电的染料阴离子络合。稀土离子的电子结构可以失去3个电子,原子半径比其他过渡元素大。在其周围可容纳较多的配位体,配位数多为6,具有形成络合物的强烈倾向。因此紫甘薯红色素染料、稀土、纤维之间相互作用形成了稳定的络合物,从而提高染色牢度。
4 结 论
紫甘薯红色素可以用于柞蚕丝织物染色,直接上染柞蚕丝的最佳工艺条件为:染液质量浓度5.0 g/L,染液pH=4,染色温度80 ℃,染色时间60 min,浴比1∶40。稀土预媒染色的最佳工艺:稀土质量浓度2.5 g/L,媒处理温度70 ℃,时间45 min,浴比是1∶40。
紫甘薯红色素上染柞蚕丝织物,色泽鲜艳,染色牢度较好。稀土预媒染色的织物色差小于直接染色,但是其皂洗牢度和摩擦牢度优于直接染色。
[1] 路国权,蓝晓明,楼晓波,等. 紫甘薯的理化性质研究[J]. 浙江农业大学学报, 1996, 22(3):308-311.
[2] 高彦祥,许正虹. 紫甘薯色素研究进展[J]. 中国食品添加剂, 2005(1):1-6.
[3] 谢凤妮,王辉,马岩,等. 紫色甘薯红色素的提取及性质研究[J]. 华南师范大学学报:自然科学版, 2008(1):98-10.
[4] 明兴加,李坤培,张明,等. 紫色甘薯的生理活性及开发应用研究进展[J]. 食品研究与开发, 2007, 28(7):144-147.
[5] 朱红梅,赵猛. 紫甘薯色素理化性质及稳定性研究[J]. 安徽农业科学, 2009, 37(6):2434-2437.
[6] 李红,赵欣. 紫甘薯天然染料对羊毛纤维的染色性能[J]. 毛纺科技, 2010, 38(3):7-10.
