大型环件轧制时偏心现象研究
2012-09-25王雷刚钱喜根吴君三
陈 洪 王雷刚 钱喜根 吴君三 范 禹
(1.江苏大学材料科学与工程学院,江苏 212013;2.张家港海陆环形锻件有限公司,江苏 215600)
大型环锻件不仅用于大型风电机组轴承和风塔法兰,在石油化工压力容器、港口机械塔吊回转支承、重型燃汽轮机组环件、核电机组环件、大型运载火箭仓体等也有着广泛的应用。这些环锻件大多是直径5 m以上的超大型环件或重量在15 t以上的超重型环件,其性能质量对于大型能源、石化和武器装备的性能寿命有着决定性的影响。大型环锻件的生产工艺为:原材料的采购→原材料的检测→下料→加热→制坯→轧环→热处理→性能检测→机械加工,其中轧环是最为关键的一道工序。环件径轴双向轧制是通过对环坯径向和轴向施加压力,造成材料连续局部变形,使环形坯料的直径不断增大,壁厚逐渐减薄,截面轮廓逐渐达到所需形状的一种先进塑性加工技术。相比传统制造方法,大型环件径轴向轧制成形利用较小吨位设备能较快成形为几何精度高、内部组织致密、金属流线分布完整的优质环件,具有节能、节材、优质、高效等技术经济优点。故环件径轴双向轧制已成为生产钛合金、高温合金等难变形材料复杂截面环件的首选加工工艺,在航空、航天、能源、交通等工业领域得到广泛应用。
1 环件轧制原理[1,2]
环形零件的辗扩原理为主辊旋转带动环形坯旋转,环形坯再带动芯辊旋转,同时主辊与芯辊间的中心距离逐渐缩小,而环形坯的直径逐渐扩大,高度逐渐减小,直到形成所需要的截面形状。由锥辊控制环件高度,抱辊诱导工件成圆并增加辗扩稳定性。如图1所示。其成圆原理为不在同一条直线上的三点唯一确定一个圆。主辊和两个抱辊即相当于不在同一条直线上的三点,可以唯一确定一个圆,所以两个抱辊是成圆的关键。随着芯辊压进量的不断增大,环件的圆度是在不断变化的。当环件达到预定尺寸时,最终的成圆是由主辊和两个抱辊这三点确定的。
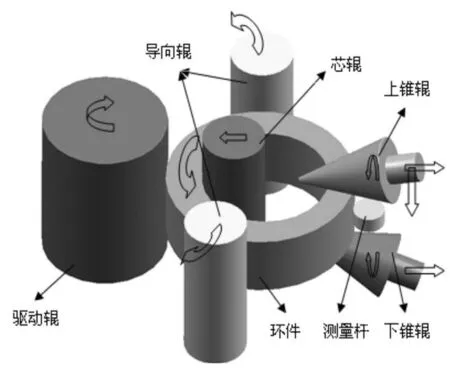
图1 环件轧制示意图Figure 1 The schematic drawing of ring rolling
2 轧制偏心现象分析[3,4]
实际生产中,环件轧制常常会出现偏心的现象,即环件没有成圆,从而使产品成为废品。针对这一现象,现应用上述的环轧原理对环件轧制偏心现象作如下分析。
2.1 几何分析
由环件轧制原理可知,环件和两个抱辊有两个接触点,和驱动辊有一个接触点,这3个点确定了环件的外圆。根据三点定圆定理可建立驱动辊和两个抱辊的工作模型(如图2所示)。
弧a是抱辊的运动轨迹,图中分别显示了轧制∅2 m、∅3 m、∅4 m和∅5 m环件时驱动辊和两个抱辊的相对位置。当轧制∅2 m的环件时,A、B、C三点就可以唯一确定环件的圆度。但是,随着环件直径的不断增大,驱动辊和两个抱辊将趋于在同一条直线上,当环件的直径足够大时,主辊和两个抱辊将近似在同一条直线b上。若主辊和两个抱辊三点近似的在同一直线上,这时就不能唯一的确定环件的圆度,即出现偏心现象。
由此可以得出结论:轧制环件时,环件的直径越大,出现偏心的可能性就越大。当环件的直径大到使得主辊和两个抱辊近似在同一直线上时,抱辊就起不到诱导成圆的作用了。随着直径的增大,两抱辊之间的张角增幅是很大的。图3和图4分别为∅3 m和∅5 m环件轧制时两抱辊间的夹角。
2.2 力学分析
图5和图6分别为∅3 m和∅5 m环件的受力分析简图。环件轧制过程中,环件受到了抱辊施加的力F。但是,起到诱导环件成圆的力是力F在环件径向上的分力f。且
f=Fcosθ
式中θ——力F与力f之间的夹角。
随着环件直径的增大,θ也在逐渐的增大。由上式可知,θ逐渐增大,力f会逐渐减小。也就是说,当环件直径增大时,诱导环件成圆的力f在减小,出现偏心的可能性在增大。
3 结论
(1)通过几何分析可知随着环件轧制的进行,环件直径不断增大,当环件的直径大到使得主辊和两个抱辊近似在同一直线上时,抱辊就起不到诱导成圆的作用。因此可加长抱辊的支撑杆,尽量减小两个抱辊之间的张角,或者也可适当增大抱辊的直径或减小主辊直径来保证三点定圆和足够大的诱导成圆力。

图2 驱动辊与抱辊工作模型Figure 2 Working model of drive roller and guide roller
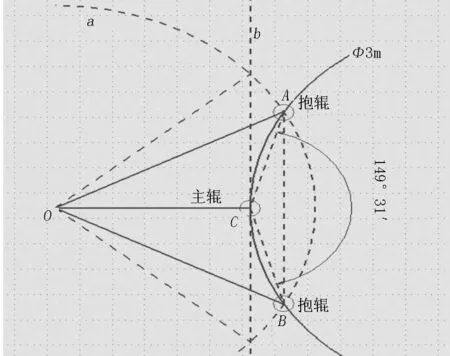
图3 ∅3 m环两抱辊间的夹角Figure 3 Angle between guide rollers for ∅3 m ring
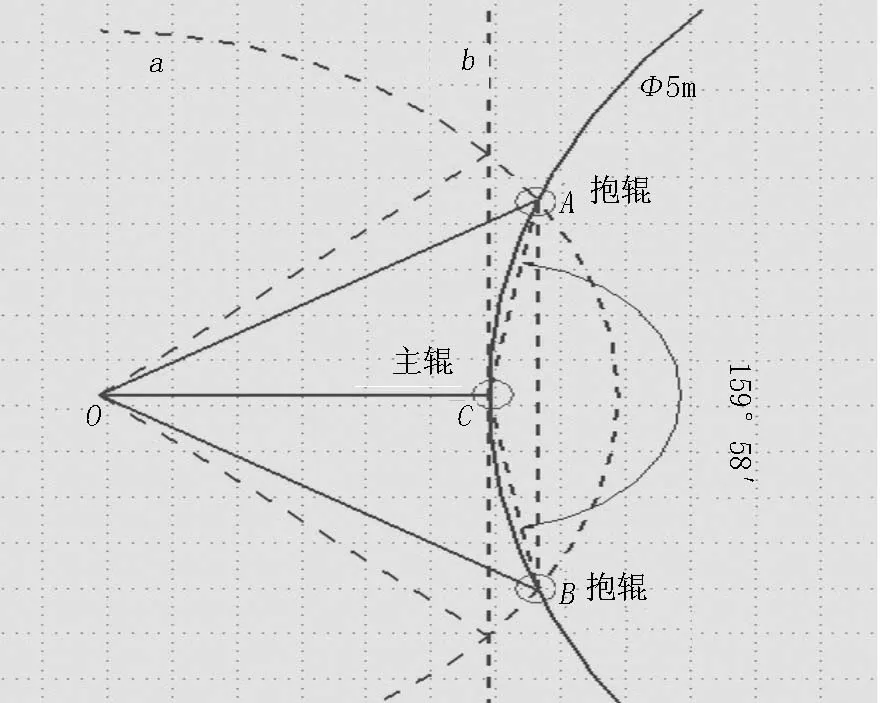
图4 ∅5 m环两抱辊间的夹角Figure 4 Angle between guide rollers for ∅5 m ring
(2)由力学分析可知随着环件直径的增大,θ也在逐渐的增大,而诱导环件成圆的力f在减小。
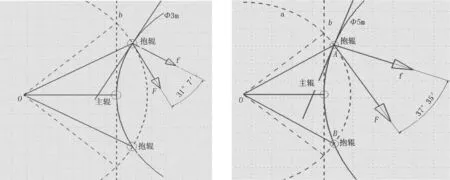
图5 ∅3 m环件受力分析简图Figure 5 Force analysis diagram for ∅3 m ring图6 ∅5 m环件受力分析简图Figure 6 Force analysis diagram for ∅5 m ring
因此可增加抱辊和环件之间的摩擦力F,这样可以抵消θ增大所带来的影响,保证轧制过程的顺利进行。而且轧制过程中芯辊、抱辊的进给要均匀,保证轧制均匀。如果温度允许的话,进给量可以适当小一点。
[1] 兰箭,李昶,魏曦,等. 定导向力环件轧制中圆度误差变化规律的研究[J]. 金属铸锻焊技术,2009,38(13): 8-12.
[2] 华林,黄兴高,朱春东.环件轧制理论和技术[M]. 北京:机械工业出版社,2001.
[3] 解春雷,李尚健,黄树槐. 辗环过程动力有限元分析中的抱辊约束[J]. 锻压机械,1997 (5):13-19.
[4] Forouzan M R, Salimi M, Gadala M S, et al.Guide roll simulation in FE analysis of ring rolling [J]. Journal of Materials Processing Technology, 2003, 142(1): 213-223.
