Cr12MoV钢锻件表面质量及共晶碳化物不均匀度改进研究
2012-09-25胡建成高英丽彭努渊
雷 冲 胡建成 高英丽 彭努渊
(中原特钢股份有限公司,河南454685)
Cr12MoV钢属于高碳高铬莱氏体钢,该钢种锻造时易裂,在结晶过程中易形成大量的网状共晶碳化物。Cr12MoV钢熔点低,导热性差,锻造温度范围窄,锻造过程中表面质量较差,共晶碳化物不均匀度不易满足。为提高产品合格率,我们进行了一系列的理化分析与工艺研究,并通过改进生产工艺,最终使公司Cr12MoV锻件表面质量得到了很大改善,共晶碳化物不均匀度完全满足客户要求,经济效益显著。
1 主要技术要求及生产流程
1.1 Cr12MoV锻件的主要技术要求。
Cr12MoV钢的化学成分见表1。要求共晶碳化物不均匀度≤3.5级。交货状态为退火交货。
1.2 生产流程
Cr12MoV钢锻件的生产流程如下:电弧炉冶炼→真空精炼→钢锭热送→加热→油压机开坯→精锻机锻造→退火→锻坯超声检测→打磨→下料→检验。
2 锻后表面质量及共晶碳化物不均匀度检测
本批次23支钢锭表面均有不同程度的裂纹。共晶碳化物不均匀度约50%为4.0级,不符合用户要求。详见表2。
3 分析讨论
针对裂纹较深的一支钢锭,在裂纹处切片做理化分析。从金相观察的结果来看,晶界有明显的氧化现象,且在锻件的表面存在局部过烧现象。由于表面存在过热和过烧现象,在锻造过程中即发现裂纹,显微镜下观察横向裂纹就是止于过烧组织和正常组织的分界处。纵向裂纹形态是沿着锻造变形方向开裂,裂纹周围无过烧现象,裂纹两侧组织相同。但靠里位置的共晶碳化物分布极不均匀,按标准图谱评定可达5~6级网系,不符合协议要求的≤3.5级。金相图片见图1~图8。

表1 Cr12MoV钢的化学成分(质量分数,%)Table 1 The chemical composition of Cr12MoV steel(mass fraction ,%)

表2 锻后表面质量及共晶碳化物不均匀度Table 2 The surface quality after forging and non-uniformity of eutectic carbide
根据检验结果,初步得出以下结论:由于锻造加热温度偏高,在钢锭局部出现过烧和过热情况。另外从共晶碳化物不均匀度的检测结果来看,大量的铸态网系共晶碳化物没被打碎,不符合协议要求。
根据理化分析结果,结合实际生产工艺,认为Cr12MoV钢锭在锻造后表面出现较深裂纹及共晶碳化物不均匀度超标主要有以下原因:
(1)炼钢时合金加入量大,成分均匀性差,浇注温度偏高。
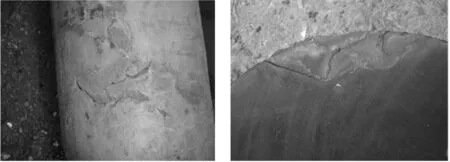
图1 锻件表面裂纹Figure 1 Surface cracks of forging 图2 低倍试片上裂纹形貌Figure 2 Crack appearance of macroscopic test piece

图3 晶界氧化裂纹沿晶扩展(50×)Figure 3 The oxidation crack on grain boundary extended along the grain (50×)图4 沿晶氧化(50×)Figure 4 Intergranular oxidation(50×)

图5 抛光态网状碳化物(50×)Figure 5 Network carbide at polished state(50×)图6 裂纹两侧组织不同(50×)Figure 6 The different structures on both sides of crack(50×)

图7 晶界共晶莱氏体(200×)Figure 7 Eutectic ledeburite on grain boundary(200×)图8 共晶碳化物不均匀度(100×)Figure 8 Non-uniformity of eutectic carbide(100×)
(2)锻造加热温度偏高,在钢锭局部出现过烧。另外,从共晶碳化物不均匀度的检测结果来看,由于锻造工艺选用不当,导致大量的铸态网系共晶碳化物没被打碎。
4 改进措施
4.1 优化炼钢工艺
设定内控化学成分(见表3),适当降低共晶碳化物形成元素C、Cr含量,精炼期合金一次加入量≤1.5 t,加入时间间隔≥15 min,以保证合金熔化均匀,出钢前弱搅拌时间≥ 15min。适当降低浇注温度,浇注速度按锭身快注、冒口慢注的原则控制。排产前要对钢锭模内壁进行打磨清理,保护渣要拆袋在干燥室内烘烤干燥。
4.2 优化锻造工艺
钢锭脱模后热送至锻压厂,在750~850℃预热,加热温度按1 100~1 150℃控制,始锻温度调整为1 100~1 000℃,终锻温度≥900℃。为了降低锻造过程中产生的热量,避免使锻件温度升高,锻造过程中严格控制锻造速度及压下量,采用轻-重-轻的锻打方式。
5 工艺改进后生产情况
按照改进工艺生产的Cr12MoV锻件,共晶碳化物不均匀度基本满足客户要求,且表面质量和原工艺相比有了大幅度的改善,具体见表4。

表3 Cr12MoV钢内控化学成分(质量分数,%)Table 3 The controlled chemical composition of Cr12MoV steel(mass fraction, %)

表4 工艺改进后的表面质量及共晶碳化物不均匀度Table 4 The surface quality and non-uniformity eutectic carbide after improving process
6 结论
实践证明,通过内控化学成分,将C、Cr化学成分控制在中下限,降低注温,浇注速度按锭身快注、冒口慢注的原则控制,并适当降低锻造加热温度及终锻温度,控制锻造速度以及压下量,使Cr12MoV锻件表面质量及共晶碳化物不均匀度得到大幅度的改善,基本满足客户的技术要求。
[1] 刘大伟.Cr12、Cr12MoV锻件工艺技术控制.机械工程师,2008,09(1):75-76.
[2] 律清萍,马凤容,李延峰.Cr12MoV钢锻造生产工艺[J].一重技术,2006(1):14-16.
[3] 吕炎.锻件缺陷分析与对策.北京:机械工业出版社,1998.
[4] 《锻件质量分析》编写组.锻件质量分析.北京:机械工业出版社,1985.
[5] 康大韬,叶园斌.大型锻件材料及热处理.北京:龙门书局出版,1998.
