中板轧机液压压上AGC系统的多级控制
2012-09-22,,,,
,,,,
(1.北京科技大学 高效轧制国家工程研究中心,北京 100083;2.邯郸红日冶金有限公司,河北 邯郸 056304)
液压AGC(automatic gauge control)由于具有低惯量、高响应、高精度及易于实现计算机控制等特点,被广泛地应用于现代化板带轧机生产线的自动厚度控制系统中[1]。我们在某厂2 600 mm中板轧机设计中采用了液压AGC系统,辊缝调整方式为电动压下、液压压上,自动化系统采用两级计算机控制:基础自动化系统(L1)和过程自动化系统(L2),实现了全轧制过程的网络数据跟踪、动态自适应轧制规程设定及自学习模型和全自动压下控制。
1 系统方案设计
1.1 系统组成
整个系统分为控制系统、执行系统、操作装置和检测系统4个部分。其中,控制系统包括传动控制、基础自动化、过程自动化,执行系统包括液压缸、伺服阀、电磁阀、电动压下传动,操作装置包括操作台、机旁箱、监控站,检测系统包括厚度、位移、轧制力、油压、温度、位置等仪表。图1为轧机电动压下、液压压上装置示意图。
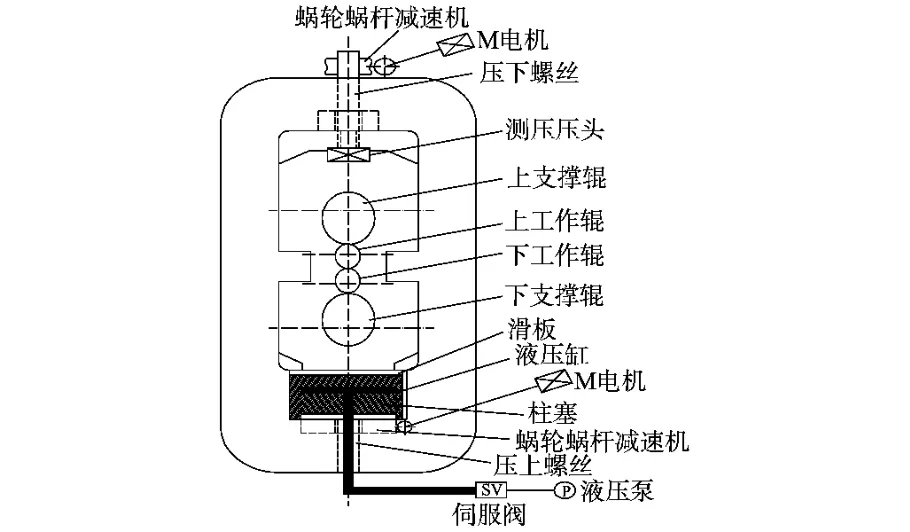
图1 轧机电动压下、液压压上装置Fig.1 Electric screw down and hydraulic screw up devices of the mill
1.2 液压系统
与传统设计不同,我们采用了下置式液压缸,AGC缸布置在下支承辊轴承座下方的机架窗口底部。这一点与传统中厚板轧机将液压AGC缸布置在机架窗口上方(在上支承辊上)的结构是完全不同的,在新引进的项目中多采用这种布置形式,这种布置具有以下特点[2]:1)减小了机架窗口尺寸;2)调整下工作辊上表面标高方便,配辊要求低;3)液压缸距离控制阀组距离近,响应时间短;4)液压系统采用的高压软管短,稳定性好。
1.2.1 AGC液压缸
液压缸采用长行程、活塞式液压缸,为了能很好地满足轧机AGC系统对响应特性的要求,液压缸的设计中重点考虑了对双侧压力腔的压力面积之比。缸体、活塞、缸盖采用合金锻件,连接螺栓为高强度合金螺栓,采用组合密封装置,可使液压缸在小摩擦力下以高频率运行,密封系统在热轧中板恶劣的环境中,具备较长的使用寿命。AGC液压缸示意图如图2所示。
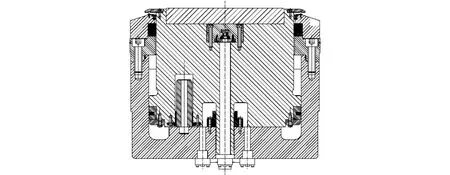
图2 AGC液压缸Fig.2 Hydraulic cylinder of AGC
图2中,在每个液压缸的中心,安装1个内置式MTS位移传感器,精度为1μm,用于测量液压缸活塞位移。液压缸两腔各装有1个HYDAC压力传感器,该传感器专用于轧钢液压高精度测量,精度在0.3%以内,上升时间小于0.5ms。在液压缸上装有TURCK接近开关,用于液压缸活塞行程保护。
1.2.2 液压系统控制阀组
伺服阀选用MOOG公司79F2029系列3级伺服阀,在伺服阀主进油口设计了5台容量分别为50 L的高压蓄能器组(2个液压缸共用),可提供瞬间大流量,对液压脉动进行滤波,有动态补偿作用,加快液压系统的响应时间,吸收冲击。充气压力为系统工作压力的0.85倍。另外为了减小管路压力的波动,回油管路和控制油路均设有蓄能器。
在液压缸有杆腔设计了背压回路。
在伺服阀先导级设计了带有压差报警装置的高精度双筒高压滤油器,滤芯精度为5μm。
每个液压缸的过载保护是通过一个电磁插装式溢流阀实现的,设定电磁溢流阀的机械卸油压力为30MPa。电气卸油压力为28.5MPa,它也是一个系统安全阀。这2组安全阀都将为轧机提供机械保护。另外,通过安装在液压缸上的位移传感器,由AGC的电气控制系统提供保护。
1.2.3 液压站
液压泵为恒压变量泵,2用1备,排量为250 L,最高工作压力为35MPa,单泵工作最大输出流量为362L/min,双泵工作可连续提供的最大流量为724L/min。
2 系统组成
2.1 系统结构
基础自动化系统采用2台控制器:一台TDC控制器作为轧机AGC工艺控制器;另一台PLC控制器作为轧机顺控控制器,主要任务是完成区域设备联锁、轧机和辊道速度控制、轧机辅助动作控制,轧区设备的逻辑控制等。
L2的核心设备是2台PC服务器:轧钢过程控制服务器(PCS)主要运行轧钢过程自动化的中间件和应用软件;轧钢过程历史数据服务器(HDS)用于存储所有的生产数据和报表。L2系统还配备了4套软件维护开发终端(DEV)、2套人机交互终端(HMI)工程师站和2台网络打印机,方便技术人员对过程控制计算机系统进行监视、维护和开发。
在轧机操作室,设置一组操作台及HMI台。HMI人机监控系统使用西门子的WINCC软件进行开发。为缩短接线长度,操作台设置远程I/O站,通过ProfiBus-DP网与主控制器进行数据交换。
2.2 硬件配置
2.2.1 SIMATIC TDC控制器
TDC(technology and drive control)控制系统为多CPU高性能数字控制系统,适合完成实时、多任务的复杂生产过程控制和高速运算。主要任务是完成电动压下、液压压上及进行厚度控制。TDC控制器如图3所示。
2.2.2 SIMATIC S7-400PLC控制器
具有模块化、易扩展、坚固耐用、网络支持广和界面友好的特点,内置PROFIBUS-DP接口可直接连接PROFIBUS网,速率最快达12Mb/s。主要任务是完成区域设备的联锁、轧机和辊道的速度控制、轧机辅助动作控制,轧区设备的逻辑控制等。
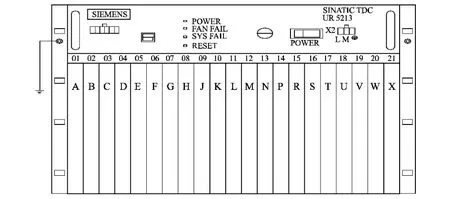
图3 TDC控制器Fig.3 TDC controller
2.2.3 ET200M 远程I/O系统
适合于复杂的自动化控制。远距离传输介质采用光纤,可提高系统的抗干扰能力。
2.2.4 高速以太网
各控制器之间、以及L1与L2和HMI之间都是采用基于TCP/IP协议的以太网,网络电缆远距离采用光纤,近距离采用双绞线,采用交换机技术,通讯速率为100M。
2.2.5 ProfiBus-DP网
L1级与L0级传动控制器采用Profibus-DP现场总线相连接,减少了硬件接线。Profibus-DP为令牌通讯主从方式,通讯速率最高可达12 Mbaud,并可通过Repeater扩展通讯距离。
2.3 现场主要仪表
2.3.1 位移传感器
位移传感器采用MTS的磁致伸缩传感器,电动压下为外置式,液压压下为内置式。SSI绝对值输出,串行同步信号,给控制器提供实时的同步位置输出,掉电后也能保持原数据,传输距离可达到200m,输出抗干扰性极高,分辨率为0.001 mm。传感器工作原理是利用2个不同磁场相交产生应变脉冲信号,然后计算这个信号被探测所需要的时间,得出准确的位置。
2.3.2 压头
压头选用KELK的Rollmax轧制力测量系统,应变片式压头,具有响应快、精度高、线性好、稳定可靠的特点。系统采用惠斯通电桥原理,当压头的弹性体受力变形后,电桥就输出对应于轧制力的偏差信号,此信号被送到数字信号处理单元。
2.3.3 红外高温计
对轧件温度进行测量。从轧件表面聚焦红外线辐射能量至内部检测元件,然后将此能量转换成连续的电信号,通过信号处理器、微处理器进行处理,包括发射率补偿、数字线性化、变焦等,可实现如峰值采集、平均值计算、跟踪、保持和过高或过低报警等时间函数的选择,最后输出结果。
2.3.4 测厚仪
测厚仪是非接触式X射线测量系统,具有温度补偿、合金补偿功能。厚度测量范围6~50mm。
2.3.5 热金属检测器
热金属检测器主要用于冶金工业系统中,通过对红热高温工作的检测,判断工件的运动位置,输出为控制用开关信号。
2.3.6 油压传感器
采用HYDAC油压传感器测量液压系统油压,主要用于对APC(automatic position control)和AFC(automatic force control)闭环控制放大倍数的补偿。当压头出现故障时,可替代测压头来测量轧制力[3]。
3 控制功能
3.1 基础自动化
3.1.1 概述
该系统可以实现的主要功能为:轧机液压辊缝控制、轧机电动辊缝控制、轧机自动厚度控制、轧机自动调零调平控制、液压缸同步自动控制、油缸限位保护与报警、过程参数显示、轧制过程重要数据采集、故障状态记录、人机界面等。
轧机自动厚度控制系统(AGC)是提高热轧钢板同板差的主要手段。影响板带厚度均匀性的因素非常复杂,主要包括:轧件本身的因素,如坯料厚度不均、坯料硬度波动(含水印)等;轧制因素,如轧辊偏心、咬钢时轧件对轧辊冲击、温度对轧辊尺寸和轧制力的影响等。针对这些干扰因素,采用数字控制计算机进行厚度自动控制,综合采用多种形式的厚度自动控制算法,以适应不同钢种、不同成品规格以及各工艺参数变化的要求,减轻干扰因素对轧机出口板材厚度的影响。AGC控制模型主要有:压力AGC,控制模型建立在轧机弹跳方程原理基础上;监控AGC,利用出口测厚仪检测到的板厚偏差作为主反馈量来控制板带出口厚度。
3.1.2 自动压靠调零
由于采用电动压下、液压压上的辊缝调节方式,在进行自动压靠的时候需要动态调整液压缸,在某些情况下会使得轧机下工作辊上表面与轧制线标高不在合理范围内,导致无法正常生产,因此针对该轧机研究一套特殊的自动压靠方法。
若电动压下的操作侧、传动侧位移传感器反馈数据分别为SEWS,SEDS,液压压上操作侧、传动侧位移传感器反馈数据分别为SHWS,SHDS,并通过程序处理,使得当上、下辊系朝辊缝变大的方向动作时,相应位移传感器反馈数据也是变大的,图4所示为操作侧的辊缝示意图,图4中垂直向上、向下的箭头分别表示电动压下、液压压上传感器反馈数据增大的方向。这样,如果零位对应的位移传感器反馈数据是SEWS0,SEDS0,SHWS0,SHDS0,则操作侧辊缝GWS、传动侧辊缝GDS分别为
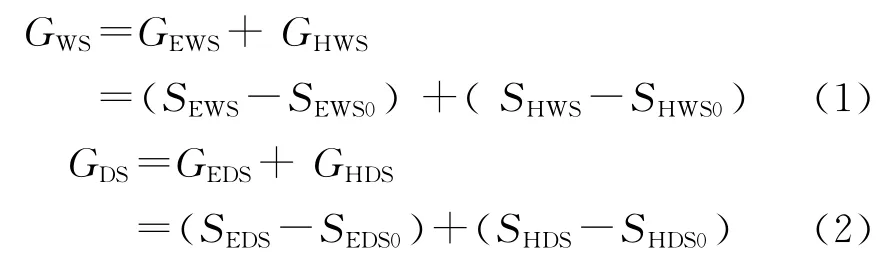
式中:GEWS,GEDS,GHWS,GHDS分别为电动压下的操作侧、传动侧辊缝和液压压上的操作侧、传动侧辊缝。
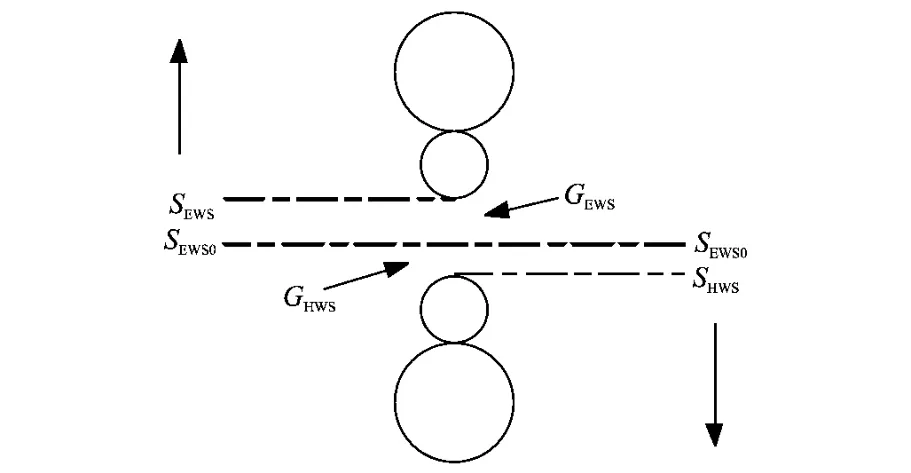
图4 操作侧辊缝构成示意图Fig.4 Component parts of work-side gap
假定电动压下和液压压上在正常工作范围内小幅动作时其机械特性是不变的,此处的小幅动作对应从工作辊开始接触进而达到预压靠力P0这一过程空载辊缝的改变量(2 600mm中板轧机约为2~3mm)。根据设备参数和现场实验结果,以上假定是合理的,因而可以进行一定范围内的零位平移,举例:如果零位整体上移2mm,那么新零位对应的位移传感器反馈数据是SEWS0+2,SEDS0+2,SHWS0-2,SHDS0-2,对应某一辊缝设定而言,也就是相当于液压缸活塞要多伸出2 mm,电动压下螺丝要少伸出2mm,如果忽略机械特性的变化,可以认为辊缝没有改变。
3.1.3 自动位置控制
液压AGC系统是以液压缸驱动,对辊缝进行动态微调,具备2个基本内闭环,即轧制力闭环和位置闭环。一般与自动位置控制系统(APC)一起使用,自动位置控制系统是指在指定的时间将控制对象的位置自动地调节到预先由过程机设定的位置,调节后的位置与目标值之差保持在允许的误差范围内[4]。液压APC作为液压AGC的内环,执行厚度外环液压AGC控制向其输出位置(或轧制力)的动态调节量,即辊缝调节量。APC首先根据二级轧制模型设定1个辊缝参考位置,进行辊缝粗调,在此基础上,通过高响应的伺服油缸来修正轧制过程中的辊缝变化,进行辊缝精调。除了以上2种基本闭环外,一些可预知的影响板厚的因素通过建立数学模型同时被考虑,以开环方式参与控制。
AGC系统采用的基本方程是弹跳方程[5]:

式中:h为出口厚度;S为轧辊辊缝值;P为轧制力;P0为预压力;M为轧机的刚性系数;SF为弯辊力造成的厚度变化;O为油膜轴承的油膜厚度变化;G为辊缝零位。
3.1.4 自动厚度控制
液压AGC系统采用厚度外环,以进行钢板的AGC控制。AGC系统采用 GM AGC(gaugemeter AGC)、监控AGC以及多种补偿AGC。
GM AGC的实际厚度是利用弹跳方程计算出来的,其基本原理是:利用弹跳方程,根据测压仪和辊缝仪分别测得轧制压力偏差信号ΔP和辊缝位置的变动量ΔS,然后把这2个变量叠加起来,得到钢板轧出厚度的偏差值Δh,将该Δh反馈给厚度自动控制装置进行调节。这是AGC系统中基本的控制功能。监控AGC系统是根据轧机出口侧装设精度比较高的测厚仪,直接测出钢板实际轧出厚度并与给定的目标厚度(即锁定厚度)值进行比较,当两者数值相等时,厚度计输出为零(厚度计的输出量就是厚度偏差值Δh)即Δh=0。若实测厚度值与给定目标厚度不等而出现厚度偏差Δh时,便将该Δh反馈给厚度自动控制装置进行辊缝调节。
为了进一步提高厚调精度,需采取各种补偿措施,主要是弯辊力补偿、偏心补偿、油膜轴承厚度O补偿、轧辊热凸度和磨损变化的补偿、伺服阀流量补偿等。
3.2 过程自动化
3.2.1 概述
L2主要任务是对全线的生产工艺过程进行跟踪、设定和数据采集等。控制系统要求运行稳定、功能设置灵活实用、产品质量控制精确,能否运行稳定取决于计算机硬件系统的合理配置以及中间件和应用软件的结构设计及编程质量,功能设置的灵活实用主要体现在控制系统的功能和接口是否可以很好地适应中厚板各种不同的生产工艺要求和关键参数控制,以方便工艺技术员实现产品和工艺开发,产品质量要控制精确,关键在于设定计算所涉及的数学模型、控制策略、自适应算法等[6]。
3.2.2 初始数据管理
在板坯进入轧线之前,轧线L2系统必须事先获得其初始数据(PDI),并根据轧制顺序和跟踪信息,向轧机设定计算和大型仪表及时准确地提供板坯初始数据。
板坯初始数据的主要数据项目有板坯号、炼钢炉号、板坯尺寸、板坯重量、化学成份、目标尺寸、产品公差、工艺指令(如转钢次数、交叉轧制方式)等。
3.2.3 轧件跟踪
跟踪的目的是确定钢板在生产线上的实际位置和相关状态(比如轧制阶段、道次号等),以便将钢板与预定的控制时序进行关联,监视和启动各工艺过程的控制功能(比如设定计算、模型自适应、测量值收集与处理等)。
由于中厚板生产工艺复杂,而且实际生产环境中也可能出现检测器误动作,这就要求对L1各控制器发送来的信号数据进行有效性判断,以及在更新钢板状态和位置时进行可行性分析。主要手段有:判断当前跟踪区和相邻跟踪区的钢板数量、判断更新钢板的前后状态、考虑信号变化间隔的合理性等。
3.2.4 轧机设定
轧机设定是指L2系统根据板坯初始数据、设备参数及人工干预量,配合跟踪信息和部分实测数据(如出炉温度、板坯宽度),通过一系列数学模型和算法制定一套可行的轧制规程,并在此基础上计算出轧机、侧导板、除鳞和冷却介质、辊道等设备的设定数据和工序指令,将其发送给L1执行。
根据中厚板生产工艺特点,钢板从出炉到轧制结束离开测厚仪这段时间内要进行多次轧机设定计算,每次的计算条件、目的和方法都各不相同。一般分为预计算、再计算、后计算、模型自适应。
3.2.5 轧机模型自适应
模型自适应是提高模型预报精度的有力手段,可分为道次之间自适应和钢板之间自适应两种情况。
道次之间的模型自适应是在轧机设定后计算完成后启动,通过比较测量值和后计算值,确定相应数学模型的误差,并采用指数平滑法来更新模型自适应系数。这样,后续道次的轧机设定再计算将能采用最新的模型系数,以提高模型预报精度。
钢板之间的模型自适应在每块钢轧制完成后启动,它计算的依据有各道次的自适应系数以及最后成品的厚度、宽度、温度、板形等实测数据。钢板之间自适应可分为短期和长期两种,短期自适应是前后两块钢板(规格和钢种相同)之间的修正,长期自适应是轧制批次(规格和钢种不同)之间的修正。有测厚仪时,适应过程是自动完成的,当没有测厚仪时,需要人工测量板厚,并对模型计算值进行相应修正。
自适应功能所要修正的模型有:轧制力模型和轧制力矩模型,宽展模型,温度模型,轧机弹跳模型。
4 结论
两级自动化系统的配合能显著提高轧件的尺寸精度,迅速适应轧制规格的变换,显著提高钢板的力学性能。还可减少误轧次数、精简操作环节、提高轧制节奏。通过投产后现场的实际运行情况来看,该系统操作便捷、稳定可靠,能快速响应各种手动和自动调节,厚度精度达到国内先进水平,提高了产品竞争力,为企业创造了良好的经济效益。
[1]金学俊.液压AGC在板带轧机上的应用[J].液压气动与密封,2000,82(4):45-47.
[2]张殿华,王君,李建平,等.首钢中厚板轧机AGC计算机控制系统[J].轧钢,2001,18(1):51-55.
[3]张飞,童朝南,王寅虎,等.基于卡尔曼滤波器的液压APC系统[J].机床与液压,2007,35(7):75-76.
[4]孙一康.带钢热连轧的模型与控制[M].北京:冶金工业出版社,2002.
[5]丁修堃,张殿华,王贞祥.高精度板带钢厚度控制的理论与实践[M].北京:冶金工业出版社,2009.
[6]宋勇,荆丰伟,蔺凤琴,等.宽带钢热轧二级控制系统[J].金属世界,2010(5):64-67.
