超级压光机变频传动控制系统的设计与应用
2012-09-22
(西门子工业解决方案集团 广东 广州 510620)
为了改变纸的表面物性,使其达到印刷要求,同时为了使纸厚度尽量一致,以确保好的纸态和在后续工段中有好的运转性,通常从涂布过来的纸需要使用压光机进行再压光,压光机在压光过程中利用软辊把纸页的高低部分压帖在平滑的金属热辊面上,经高温压区受热变软的纸页,再经过压光过程中的剪切和搓动,使纸的紧度趋于一致,并使接触金属热辊的纸面有非常精致的平滑表面,使纸幅有着非常均匀的平滑度。某大型纸厂引进一套德国VOITH设计生产的Janus MK 2TM型离线超级压光机,并为这套压光机开发设计了一套完善的变频传动系统,本文对这套系统设计进行介绍,并作出相应的原理分析。
1 系统描述
1.1 性能指标
VOITH Janus MK 2TM型超级压光机技术指标为:压光对象80~230gsm高级文化用纸;入口纸宽11 010mm;设计车速1 500m/min;引纸车速5~20m/min;飞接车速40m/min;全压区工作模式275~300N/mm;单压区工作模式30~70N/mm。
1.2 机械装置系统
VOITH Janus MK 2TM型压光机采用45°的基架设计,2堆5辊4压区,工作模式有全压区工作模式、单压区工作模式、双压区工作模式。如图1所示:压光区域上共有10根辊,顶辊13,15与底辊14,16都是可控中高辊,1,2,3,4号辊为钢辊,它们也是主驱动辊,17,18号为胶辊。

图1 VOITH Janus MK 2TM型压光机压区示意图Fig.1 The sketch map of VOITH Janus MK 2TMstack
胶辊内部通有温水,用于控制胶辊的温度,范围为45~60℃。钢辊内部通有热水,用于控制钢辊的温度,其范围为50~160℃。可控中高辊内部有12个正压区,2个负压区。可控中高辊辊壳绕固定轴转动。钢辊与可控中高辊及胶辊是相对的,它们一块形成纸幅通过的压区。
1.3 变频传动系统
根据德国VOITH Janus MK 2TM型超级压光机的机械结构特性,设计了变频传动系统如图2所示。

图2 超级压光机传动点分布图Fig.2 The layout of super calender drivers
该传动系统采用公共直流母线交流方案,整流装置使用2套690V,2 660kW的SINAMICS S120非调节型电源模块JX型SLM及1套400 V,250kW的S120基本型电源模块GB型BLM,逆变器使用SINAMICS S120JX型Motor Module,共使用了19套逆变装置,电动机采用西门子变频电机,如图2所示,放卷部包括5号放卷主传动,卷取部包括6号卷纸辊主传动,9号换卷时用的二次传动,11号压纸辊传动。另外还有7,8号冷缸传动,12号切纸刀传动,10号引纸绳传动及19号导纸辊传动。1,2,3,4号热辊与17,18号软辊均由单独的电机和电气控制系统传动。传动电机与辊使用可轴向伸缩的万向联轴节联接,这样能保证辊子在闭合和脱开过程保持稳定的运行速度。在压区闭合前,要求两根辊面的线速度差必须小于0.3%,否则液压系统将拒绝闭合。可控中高辊的辊芯,在运行时是固定不动的,在辊壳上固定有同步带轮,由电机通过万向联轴节、同步带轮和同步带,使可控中高的辊壳旋转。为了调整纸幅的张力,保持纸幅恒定的松紧度,在放卷辊后,卷取辊前,冷缸前及压区中间分别安装了4台ABB枕式张力传感器参与纸幅的张力控制。
2 控制系统构成
本系统采用S7 400作为主站(见图3),通过CPU414自身上的DP接口实现PROFIBUS总线与SINAMICS S120之间进行数据通信,控制各个变频器传动点的各种模式运行。为了实现快速数据交换要求将PROFIBUS的通信传输速率设置为3Mb/s。该系统通过CP443-1实现与上位机WINCC通信,WINCC对各个传动点的信息进行显示,记录。该系统通过CPU414自身上另外一个DP接口实现与MP377及ABB张力测量仪表的PROFIBUS DP通信,操作员通过MP377操作传动系统的运行。

图3 PLC硬件配置图Fig.3 The configuration of PLC hardware
3 变频传动控制设计
3.1 放卷区变频传动
放卷区的退纸辊传动点是整个系统控制的核心之一,其特点是:1)退纸辊电机在正常工作时,为了保持纸幅的张力在一定的数值,它长期处于制动力矩状态,只有在引纸时才是电动力矩状态;2)退纸辊辊径变化范围大,通常由4~1.5m之间变动,这要求电机有大的调速范围;3)退纸辊在运行过程中要求保持退卷张力恒定。
针对上述特点,必须要考虑如下。
1)退纸辊的变频器必须采用4象限变频器,针对本系统,我们采用SINAMICS S120DC/AC多轴驱动单元,它是一款4象限变频器,可控电源的供给和能量的回馈,避免在进线侧产生噪声。IGBT功率模块可以实现能量的双向流动,当引纸时,它拖动电机克服阻力做功,电动机处于电动状态。当处于压光工序时,逆变侧产生励磁电流,纸页牵引电机发电,电动机处于发电状态。动能转化为电能通过整流侧回馈到电网。
2)为了实现退纸辊驱动电机较大调速范围运行,我们采用SIEMENS N-compact交流电动机,它具备大范围调速运行,可以使系统在极低速与极高速下更精确运行。
3)从退纸辊的功能特点来说,对退纸辊张力的控制是退纸辊控制的关键,也是难点,纸幅张力主要是由于两个传动单元之间的线速度差形成的,当新纸卷上架并合上传动电机联接轴后,开始引纸,放卷部设有引纸风筝,引纸绳驱动以20 m/min驱动引纸绳。在压光机正常操作过程中,引纸绳以爬行车速转动,由于运行模式简单,所以这时的退纸辊传动采用速度控制模式,但一旦引纸工序结束,纸幅张力建立,为了维持纸幅的张力,退纸辊传动必须转为张力控制模式。
图4为张力控制模式原理图,在压光运行时,对退纸辊的传动转速设置为0,由于压区主辊通过纸幅的拉力作用于退纸辊,使得它实际是作与纸幅相同的方向运行,这样退纸辊的速度环就达到饱和状态并输出一个正的最大值作为电流环的给定值,使得电流环饱和,这时电流给定值的大小将由电流限幅值来决定,通过控制电枢输出转矩的下限来限制实际输出转矩,从而使得电动机的制动转矩达到保持张力给定值所需要的值,即实现对运行时张力的控制。采用下述公式来设定输出力矩下限值:

式中:MLowLimit为力矩下限定值;Tout为张力调节器的输出值;TREF为张力设定值;DACT为退纸辊纸卷的实际半径;K为系数,一般为0.682 15。
张力调节器是一个PID模块,输入变量为张力设定值与张力传感器测量出来的实际值之间的差值。退纸辊纸卷的实际半径是通过程序模块计算出来,该模块是利用线速度与角速度的比值计算出纸卷卷径。
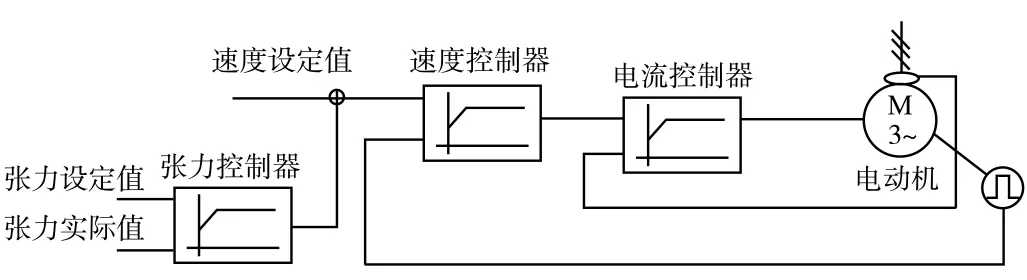
图4 张力控制模式原理图Fig.4 The principle chart of tension control
4)对于退纸辊而言,随着纸卷辊径的缩小,其本身的转动惯量也在不断发生变化,对于变频传动的双闭环系统尤其是外环速度调节器的比例增益参数P产生很大的影响,不同的转动惯量应该使用不同的P参数,才能更精准地控制好速度调节器。退纸辊的转动惯量计算如下:

式中:D为退纸辊当前的实际直径;Dcore为退纸辊辊芯的直径;b为纸幅宽度;ρ为纸的密度。
计算出来的转动惯量,再根据图5所示的比例图算出比例增益P参数的值。
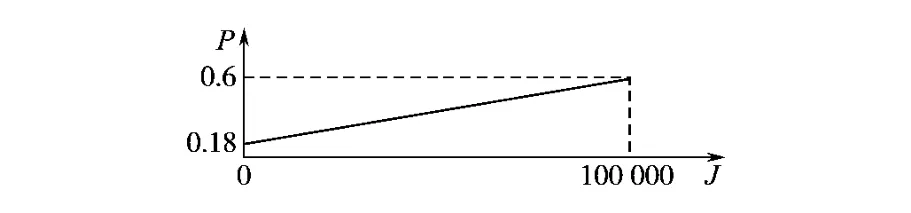
图5 线性比例图Fig.5 The line proportional chart
5)当退纸辊处于飞接工序时,摆动开关关闭,放卷居中,提升臂下降,压光机降速到飞接车速,退纸辊电机连轴器与大纸卷分离,此时的输出力矩上、下限幅要分别设置为15%,-15%,退纸站夹臂打开,提升臂将大纸卷提起,压区打开,连轴器与大纸卷衔接,将大纸卷加速至飞接车速。
3.2 卷取区变频传动
卷取区包括6号卷纸辊主传动,9号换卷时用的卷纸辊辅助传动,11号压纸辊传动。
6号卷纸辊主传动,也是整个系统的核心传动之一,有以下特点:1)卷纸辊的运行受退纸辊乃至压区传动的影响,它必须紧随退纸辊的运行步调,亦步亦趋,其控制方式受卷纸张力开关的控制,要求保持卷纸张力的恒定;2)与退纸辊一样,卷纸辊辊径变化范围大,通常由1.5~4m之间改变,这也要求电机有大的调速范围。
针对上述2个特点,我们采用同样的策略,使用SINAMICS S120DC/AC多轴驱动单元与SIEMENS N-compact交流电动机。
为了保持张力在卷纸过程中的稳定,对于6号卷纸辊主传动,必须从以下几个方面去控制。
3.2.1 附加力矩的预先设定
对于卷纸辊而言,卷纸过程是一个动态时变过程,传动电机要克服卷纸辊的静态惯量,加速度惯量及摩擦力做功,如图6所示。

图6 卷纸辊转矩示意图Fig.6 The sketch map of torque of winder
动态平衡公式:

式中:MMOT为电机输出力矩;MFRIC为卷纸辊各种形式摩擦力;MINERT为卷纸辊的静态惯量和加速度惯量;T为纸幅的张力。
对于变频器速度环,电流环双环控制模式而言,将卷纸辊的惯量MINERT及摩擦力MFRIC之和MPRE作附加力矩值(参数:P1511)预先加在电流环上可加快传动装置的动态响应速度 。
3.2.2 速度设定
对于6号卷纸辊主传动,在单独运行或者在引纸时是速度控制模式,所以速度设定值就是速度链值,而当卷纸时,当纸幅张力达到设定张力的15%后,该传动点将自动切换成张力控制,要求在速度链值的基础上再加小量速度超调值,一般设定为0.02,如下式所示:

式中:vSET为6号卷纸辊主传动速度给定值;vOD为速度超调值,一般为0.02;vCASECADE为速度链值;DCORE为辊芯直径;DACT为卷纸实际直径。
3.2.3 转矩限幅
由于速度设定值加了一个超调值,这样可使电流环饱和,通过限制转矩的输出来达到卷纸张力的稳定,转矩上限幅为

式中:MHighLimit为力矩上限幅度;TREF为张力调节器的设定值;TOUT为张力调节器的输出值;K为系数,一般设为0.682 15;DACT为实际卷纸辊半径;MPRE为卷纸缸的附加力矩的预先设定值。
3.2.4 速度环比例参数
卷纸辊同退纸辊一样,随着纸卷辊径的变化,其本身的转动惯量也在不断发生变化,所以不同的转动惯量也应该使用相对应的速度环比例参数P,与卷纸辊惯量计算公式有所不同,它的转动惯量计算公式如下:

式中:D为退纸辊当前的实际直径;Dcore为退纸辊辊芯的直径;b为纸幅宽度;ρ为纸的密度;K为动态系数,在本系统设置为0.068 43。
3.3 压区变频传动
VOITH Janus 2TM型压光机压区包括13~16号可控中高辊传动,1~4号热辊传动与17,18号软辊传动,还包括一个19号导纸辊传动,压区的传动特点如下。
1)在引纸或飞接换卷时,液压系统使底辊与顶辊要分离,压区打开,这样可控中高辊,热辊与软辊之间互不接触,辊与辊之间没有挤压摩擦。纸由辊之间的缝隙通过压区。
2)当处于压光时,液压系统将钢辊与可控中高辊及胶辊闭合,压区闭合,可控中高辊传动与软辊传动停止运行,只有1~4号热辊传动运行。2,4号传动为主传动,1,3号传动是辅助传动。在液压系统、加热系统和自控系统的控制下对纸页进行单面或者是双面的压光,定辊与底辊的速度必须保持同步。
针对压区传动的特点,变频传动设计如下。
1)对于可控中高辊传动与软辊传动而言,在正常压光时,它们不运行,辊子是靠与热辊之间的摩擦转动,在引纸,飞接换卷或者是一些异常紧急情况时,需要开启运行,考虑传动之间的连接介质为纸页,为了防止纸页因为传动点之间转矩用力不均匀而断头,需要将13~16号可控中高辊传动及17,18号软辊设计为滑差补偿控制模式。
2)1,2 号热辊两传动并没有挨在一起,中间间隔了一软辊,这2个热辊不仅要求速度同步,还要要求负载率相同,为了适应纸张通过压区时,速度快速稳定且无振荡,这2台传动必须能够随时适应负载变化,为此设计为负荷分配控制模式,2号为主传动,1号为辅助传动。这种模式能够保持速度稳定,分配平衡,如图7所示,将1号变频器速度设定值适量给予超调值(一般设置为0.02),但同时它的输出力矩上限值被牢牢限制为2号变频器的转矩的实际输出值,这样可以确保主辅传动的转矩基本保持平衡,以达到负荷分配的目的。

图7 负荷分配控制模式原理图Fig.7 The principle chart of load distribution control
3)对于3,4号热辊传动,为了保持纸页通过整个压区时保持相应的张力,4号传动被设置为张力控制模式,同时这两个传动之间同上述1,2号热辊传动一样采用负荷分配控制模式。图8为4号主传动速度给定值原理图。

图8 速度设定值原理图Fig.8 The principle chart of speed setting
图8中CASC_IN为速度链值,TN_OUT是张力调节器输出,张力调节器的输出值乘2%后作为附加速度给定参与速度的调节。当实际张力大于设定张力,调节器将输出负值,速度将调慢,当实际张力小于设定张力,调节器将输出正值,速度将调快。
3.4 冷缸变频传动
7,8号变频传动用于驱动冷缸,从压区出来的不远位置安装了一张力辊,为了保持压区出口张力的稳定,7号传动为张力控制模式,8号传动在7号传动的后面,采用软特性(下垂特性)控制,如图9所示。
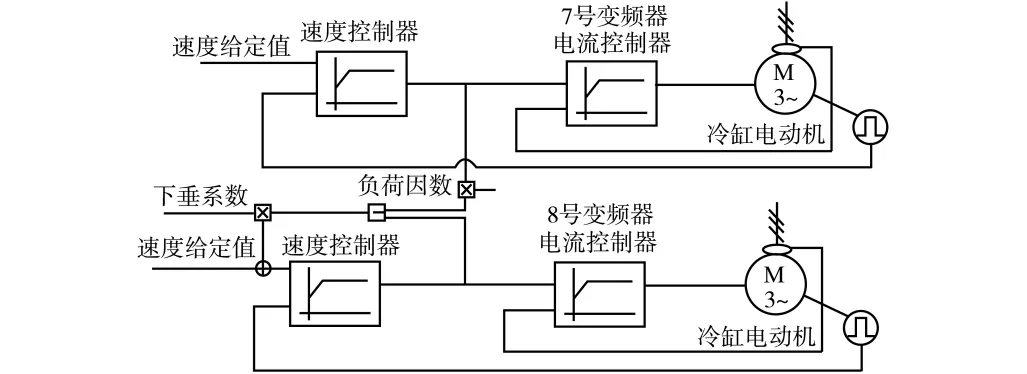
图9 软特性控制模式原理图Fig.9 The principle chart of droop control
当7号传动的力矩大于8号传动的力矩,会有一个速度附加正值给8号传动,从而使其速度加快,输出力矩上升,分担负荷,当7号传动的力矩小于8号传动的力矩,会有一个速度附加负值给8号传动,从而使其速度变慢,输出力矩下降,卸载负荷。
4 运行效果
该传动系统自2010年8月份调试结束,投产运行至今,速度运行稳定,纸幅张力控制平稳,张力调节器能够快速响应负载的变化,如图10所示。随着退纸辊辊径的缩小,卷纸辊辊径的放大,纸幅张力值始终保持在一个平稳的水平,各个传动点的运行线速度保持一致。

图10 纸幅实际张力记录曲线图Fig.10 The curve record of actual tension of paper
5 结论
纸幅张力控制是压光机传动系统控制的关键之一,稳定的纸幅张力是纸幅展开与压光的至关因素。正确选用纸幅张力值能在很大程度上减少断头,保持压光机工作稳定,我们在设备调试中,发现在换卷过程中纸幅经常断头,经过多次实验与调试发现,压光机在压光工序与换卷工序切换时,张力设定值必须要动态变换,张力值在换卷时调低到压光时的三分之二时可以避免纸幅断头。于是我们设计出一套程序逻辑控制在不同工序时段,4个纸幅张力调节区域的张力设定值自动切换,有效解决了纸幅断头问题。
[1]福伊特公司.Operation Manual Janust MK 2TM[Z].2010.
[2]西门子公司.SINAMICS S120Commissioning Manual[Z].2009.
[3]西门子公司.SINAMICS S120Function Manual[Z].2009.
