水轮机转轮焊接接头残余应力分布研究
2012-09-21侯世璞潘文娟
侯世璞,梁 妍,潘文娟,赵 鹏
(1.哈尔滨大电机研究所,哈尔滨 150040;2. 哈尔滨理工大学,哈尔滨 150040;3.哈尔滨汽轮机厂有限责任公司,哈尔滨 150040;)
水轮机转轮焊接接头残余应力分布研究
侯世璞1,梁 妍2,潘文娟3,赵 鹏1
(1.哈尔滨大电机研究所,哈尔滨 150040;2. 哈尔滨理工大学,哈尔滨 150040;3.哈尔滨汽轮机厂有限责任公司,哈尔滨 150040;)
本文通过对焊接试板及真机转轮的残余应力测试,研究了水轮机转轮焊接接头残余应力分布规律,通过热处理前后的焊接残余应力的对比,对采用HS13-5和HS367两种焊接材料焊接转轮的焊后热处理效果进行了评价。
水轮机转轮;盲孔法;残余应力;焊接接头
1 前言
近些年,大型混流式水轮机转轮叶片经常在短期运行中即出现开裂现象,开裂位置多数位于叶片的出水边,裂纹形式为疲劳破坏。从已产生裂纹的情况分析,转轮在运行时所承受的实际应力远远大于计算应力,焊接转轮存在一定的焊接残余应力,焊接残余应力和载荷应力叠加后在动态应力作用下形成的交变应力引起转轮开裂。因此掌握焊接转轮残余应力的水平和分布规律,对寻找降低或改善焊接残余应力的措施,提高转轮的寿命有着重要意义。
2 研究方法
2.1 试验材料
试验采用0Cr13Ni5Mo钢板作为焊接试板母材材料,焊接材料分别选用马氏体型焊接材料HS13-5和三相组织焊接材料HS367两种填充材料。钢板与焊丝化学成分见表1。
2.2 焊接试板
为模拟真机转轮的实际焊接工况,能够较真实地反映出转轮焊接残余应力,先在试验室进行焊接试板的应力测试,以40mm厚普通钢板固定的框架作为约束,由两块规格为300×400×60(mm)的0Cr13Ni5Mo钢板焊接而成,如图1所示。焊接采用中等规范的多层多道焊,试板开 K型坡口。焊接材料分别选用Ф1.2mm的HS13-5马氏体型焊丝和HS367三相焊丝,保护气体为 95%Ar+5%CO2,保护气体流量15~20L/min。焊接参数如表2所示。
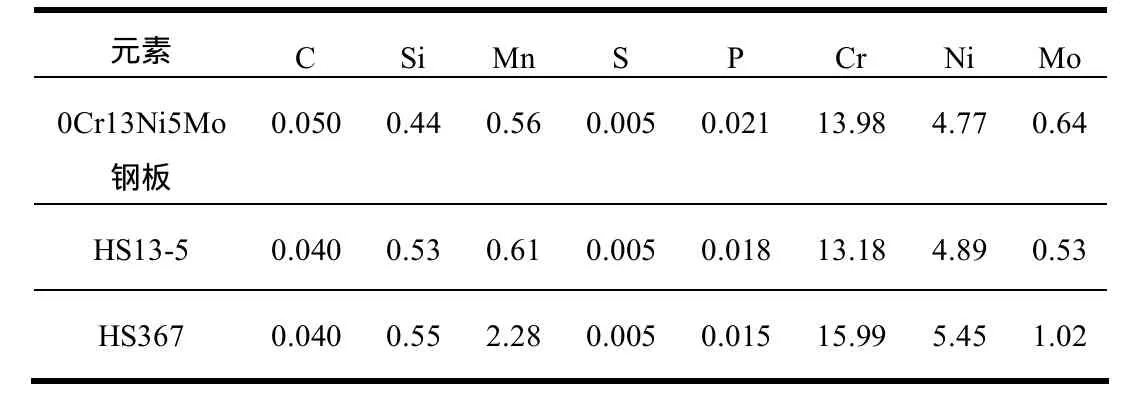
表1 试板母材及焊接材料化学成分

图1 试板约束焊接示意图

表2 焊接参数
2.3 热处理
试板焊接后采用转轮退火温度580±15℃℃,并根据试板厚度保温4h,退火过程中的升温和降温速度均小于50/h℃。转轮焊后退火的目的是在保证转轮力学性能指标的基础上降低焊接应力或改善应力分布,将疲劳诱因降至最低。
2.4 残余应力测试方法
目前,残余应力测试方法可大致分为两大类:一类是无损的物理测量方法,在测试位置不会对工件产生破坏,如X射线衍射法、磁弹性法等;另一类是对被测工件有一定损伤的机械释放测量法,该方法采用机械加工的手段使被测工件上的残余应力部分释放或完全释放,利用电阻应变计测量残余应力的方法。如盲孔法、环芯法、剥分法等。在水轮机转轮焊接残余应力测试方面,盲孔法有着广泛、成熟的应用。
焊接试板及真机转轮焊接残余应力的测试均采用盲孔应力释放法。应力测试仪型号:YC-Ⅲ型应力测试仪;应变片型号:Tj-120-1.5-φ1.5;孔径1.5mm,孔深2mm。
水轮机转轮易裂位置一般出现在靠近出水边焊接接头区域[1],为得到焊缝、熔合线、热影响区及母材的整个焊接接头残余应力分布状况,应变片的分布采用垂直焊缝的布点方式。经研究发现,在焊缝及熔合线附近区域的残余应力变化极其复杂,在狭窄范围内变化幅度较大。受盲孔法孔距及测试点不可重复性的制约,为得到焊接接头完整的焊接残余应力分布规律,在重点区域采取了平行焊缝方向交错布点的方式。
3 试验结果与分析
3.1 焊接试板力学性能
为研究焊接接头整体力学性能,将分别由HS13-5和HS367焊丝焊接的焊接接头制备成包含焊缝和母材的拉伸试样。力学性能结果见表3。
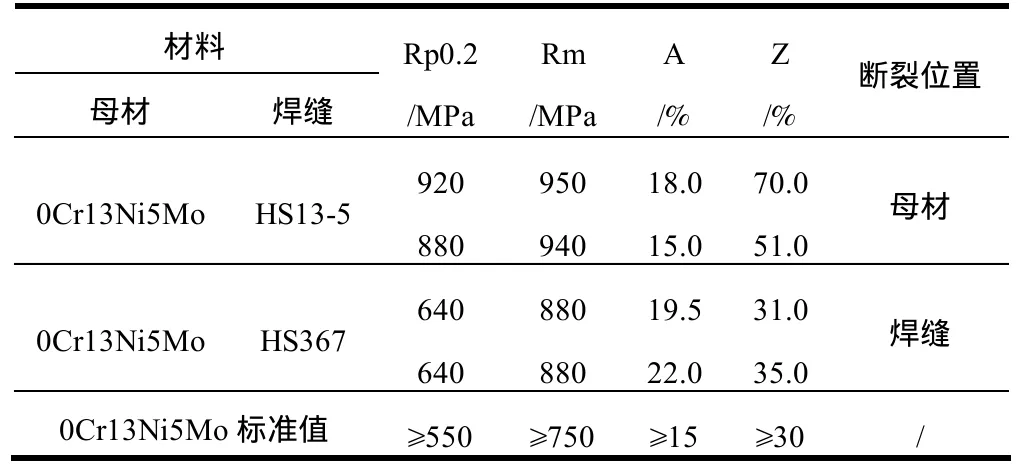
表3 焊接试板力学性能
通过力学性能结果可见,试验用材料均满足标准要求。从HS367焊接试样断裂在焊缝上可见,HS367焊接材料力学性能低于母材0Cr13Ni5Mo。
3.2 焊接试板残余应力测试结果
3.2.1 HS367焊丝焊接试板残余应力测试结果
使用HS367焊丝焊接的试板焊态残余应力测试分布规律如图2所示,经热处理退火后的残余应力分布规律如图3所示。
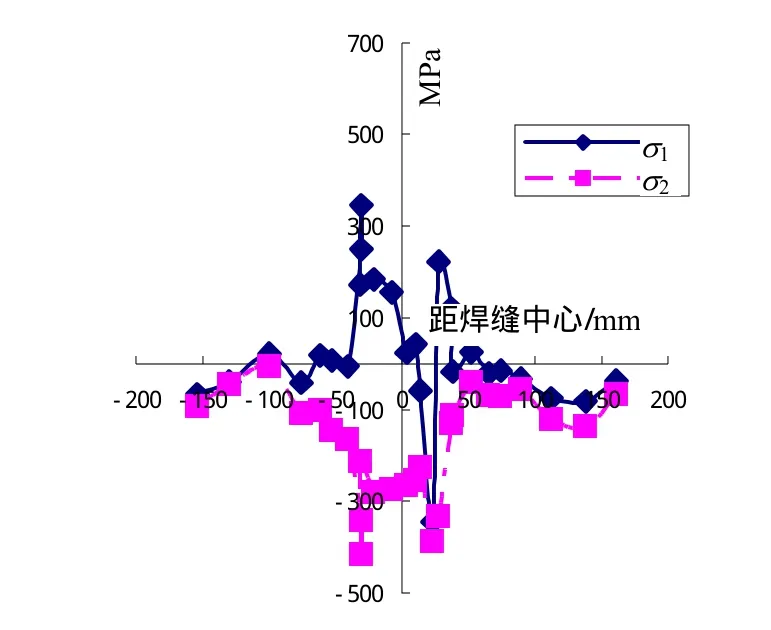
图2 HS367焊丝焊接试板焊态残余应力分布

图3 HS367焊丝焊接试板退火后残余应力分布
从测试结果可以看出:采用HS367焊丝焊接的试板,退火前在焊缝两侧距焊缝中心30mm左右分别出现拉应力峰,经退火处理后在焊缝中心区域形成了更高的拉应力区,其拉应力水平超过退火前最高拉应力值。这对于HS367焊丝力学性能低于母材0Cr13Ni5Mo的焊缝区来说其抗疲劳性能无疑是不利的。因此对于采用HS367焊丝焊接的试板,退火处理除了使高拉应力区重新分布外并没有起到降低残余应力的作用。
分析认为,导致焊缝区应力变化复杂的主要原因是HS367焊丝与母材0Cr13Ni5Mo的化学成份、物理性能及组织不同引起的。理论上认为:当两种被焊金属的线膨胀系数相差较大,在焊接过程中将产生较大的热应力,而这种热应力又无法消除[2]。也有人提出,在消除应力退火时,焊接构件中的残余应力也应该减少,但由于线膨胀系数不同,在冷却过程中随着被焊材料弹性性能的恢复,又产生了新的残余应力场[3]。由此可见,焊接试板在经过焊接和退火处理两次加热后,由于材料的化学成分不同并受到试板刚度拘束的影响,焊接残余应力分布产生了比较大的变化。
3.2.2 HS13-5焊丝焊接试板残余应力测试结果
使用 HS13-5焊丝焊接的试板焊态残余应力测试分布规律如图4所示,经热处理退火后的残余应力分布规律如图5所示。
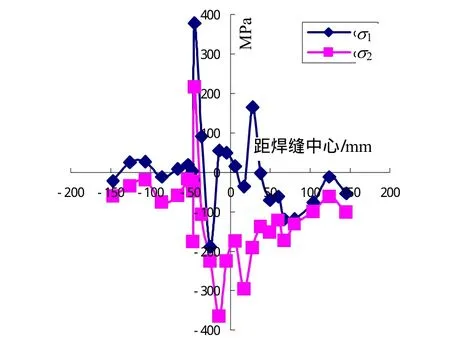
图4 HS135焊丝焊接试板焊态残余应力分布

图5 HS135焊丝焊接试板退火后残余应力分布
从 HS13-5焊丝焊接试板退火前后应力分布规律可以看出:退火前残余应力峰值均分布于焊缝两侧的热影响区范围内,退火后拉应力最高值由378MPa减低到199MPa,整体的残余应力得到了降低并且均匀分布。这种工艺是典型的通过温度场的变化对原始应力进行重新调整或分配,并达到新的平衡,材料随着加热温度升高,金属原子激活能增大,原子间结合力降低,应力则随着材料抗塑性变形能力下降而被释放,对应力峰值起到削峰的作用,避免了应力集中,达到了退火效果。
3.3 真机转轮残余应力测试结果
为了掌握真机转轮的焊接残余应力的实际水平,我们选择了两台不同焊接材料(HS367、HS13-5)焊接的转轮进行了残余应力的测量。
3.3.1 HS367焊丝焊接转轮残余应力测试结果
某电站水轮机转轮叶片材料为0Cr13Ni5Mo,焊接材料使用的是 HS367焊丝,退火工艺温度:580±15℃℃,焊接残余应力测试选择在转轮下环出水边焊缝部位,应变片垂直焊缝方向分布。转轮焊态及热处理退火后的残余应力分布状况分别如图 6、图 7所示。

图6 HS367焊丝焊接转轮焊态残余应力分布
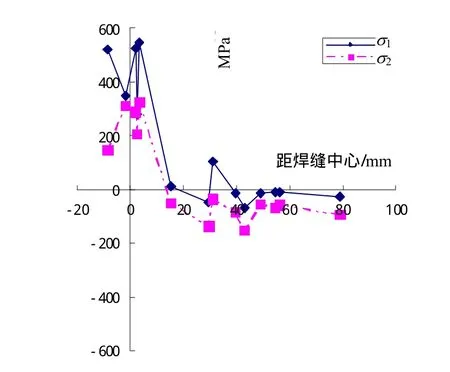
图7 HS367焊丝焊接转轮退火后残余应力分布
对比该转轮退火前后焊接残余应力分布曲线可以看出,转轮焊缝区拉应力不但没有明显降低,个别拉应力反而升高,且在焊缝中心区域形成高拉应力区。这是由于焊缝填充金属与母材金属的化学成份和物理性能不同,导致了焊缝区的焊态及热处理后的应力变化复杂,拉应力过高。远离焊缝区的母材受填充金属的影响较小,退火后得到了明显的降低,分布比较均匀。该转轮焊接接头残余应力分布规律与HS367焊接试板的残余应力分布规律基本相同。
3.3.2 HS13-5焊丝焊接转轮残余应力测试结果
某大型水轮机转轮叶片材料为0Cr13Ni5Mo,焊接材料使用的是与叶片同材质的HS13-5焊丝,退火温度为580±15℃℃。选择了该转轮1#叶片上冠靠近出水边焊缝部位进行焊接残余应力测试,应变片垂直焊缝方向分布。该转轮焊态及热处理退火后的残余应力分布状况分别如图8、图9所示。
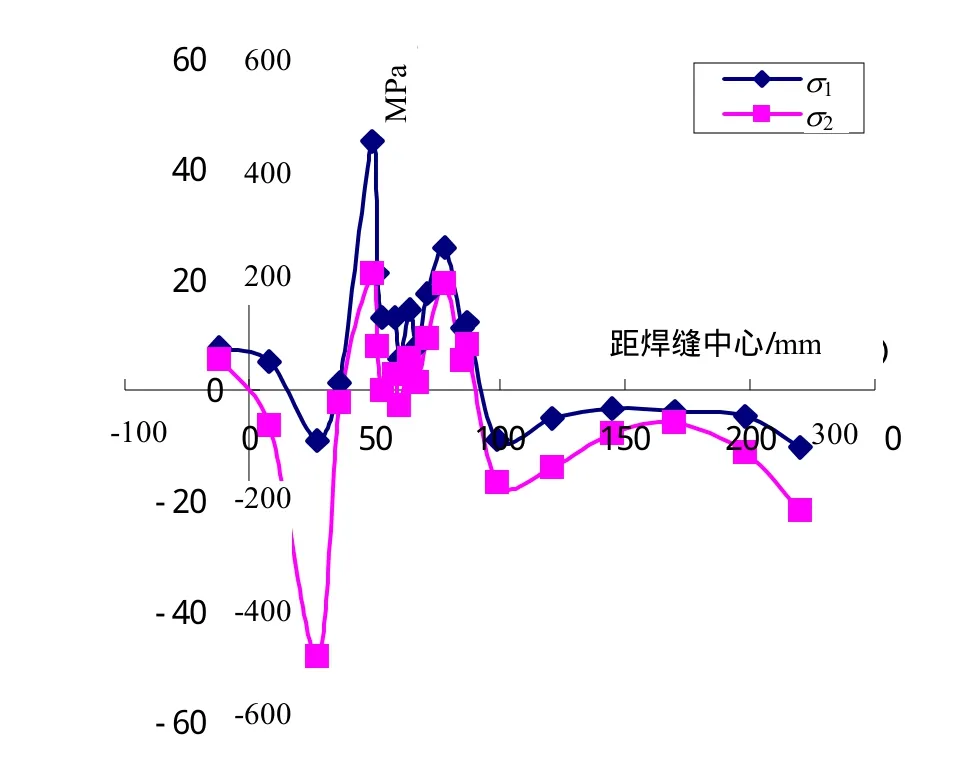
图8 HS13-5焊丝焊接转轮1#叶片焊态残余应力分布

图9 HS13-5焊丝焊接转轮1#叶片退火后残余应力分布
从该转轮退火前后焊接残余应力测试结果可以看出:转轮焊接后在距焊缝中心50mm左右区域存在较高的拉应力,该区域是转轮叶片易萌生裂纹的部位。转轮经过退火处理后,拉应力明显降低(最高拉应力由 449MPa降至 142.2MPa),整个焊接接头的残余应力得到了均化,但热影响区的残余应力仍然高于其他部位,由此揭示了制造应力与服役中疲劳失效之间的关联性。如果转轮热处理进行得不充分,或者该区域存在焊接缺陷,如微观裂纹,那么即使经过消除应力退火处理,缺陷也会残存在焊件中,它是萌生各种裂纹的重要因素[4]。
焊缝填充金属HS13-5与叶片材料0Cr13Ni5Mo的化学成分和组织相同,此类焊接接头通过热处理温度调整与重新平衡,可使焊缝区及受焊接温度影响产生的高拉应力,得到均匀降低。
4 结论
(1)使用 HS367焊丝焊接的转轮,焊态下高拉应力分布在焊缝两侧热影响区附近,经过580±15℃℃退火处理,在焊缝处形成更高拉应力区,无法达到降低焊接残余应力的目的。
(2)使用同材质的HS13-5焊丝焊接的转轮,焊态下焊缝两侧热影响区母材处存在较高拉应力,经过580±15℃℃的退火处理,可以使焊件整体焊接残余应力水平得到明显改善,有效降低了高应力水平,但值得注意的是:热影响区的残余应力仍然高于其他部位,由此揭示了制造应力与服役中疲劳失效之间的关联性。因此提高该区域探伤精度,防止微小热裂纹的产生是防止转轮裂纹萌生的必要手段。
[1] 高云涛, 张敬军, 付廷勤. 刘家峡水电厂1号水轮机转轮叶片裂纹分析[J]. 大电机技术, 2008(6):50-52.
[2] 斯重遥. 材料的焊接[M]. 北京:机械工业出版社,1992.
[3] 何康生, 等. 异种金属焊接[M]. 北京:机械工业出版社, 1986.
[4] 田锡唐. 焊接结构[M]. 北京:机械工业出版社,1992.
审稿人:过 洁
Residual Stress Distribution Analysis for Welding Joint in Hydroturbine Runner
HOU Shipu1, LIANG Yan2, PAN Wenjuan3, ZHAO Peng1
(1. Harbin Institute of Large Electrical Machinery, Harbin 150040, China; 2. Harbin University of Science and Technology, Harbin 150040 China; 3. Harbin Turbine Company Limited, Harbin 150040, China)
The residual stress distribution in the welding joint of hydroturbine runner has been investigated with the hole drilling method on welding test plate and the real runner. The residual stress on the welding joint before and after the heat treatment has been compared to evaluate the effect of heat treatment on the welded runner for HS13-5 and HS367 welding materials, respectively.
hydroturbine runners; the hole drilling method; residual stress; welding joint
TK730.3+23
A
1000-3983(2012)02-0038-04
2011-03-20

侯世璞(1980-),2002年毕业于佳木斯大学金属材料及热处理专业,现从事金属材料性能及工艺研究、振动时效、残余应力测试研究等工作。