浅谈电子多臂开口系统原理及应用
2012-09-18尹集强曹安平吴铁梁王宝庆周惠屏
尹集强,曹安平,吴铁梁,王宝庆,周惠屏
(五环集团股份有限公司,西安 710038)
浅谈电子多臂开口系统原理及应用
尹集强,曹安平,吴铁梁,王宝庆,周惠屏
(五环集团股份有限公司,西安 710038)
针对电子多臂开口系统的重要功用,分析了其工作原理和特点,以及应用实践中应注意的问题,指出:电子多臂开口系统是应用微机数字处理功能来实现生产工艺自动程序控制的装置,在喷气织机生产小提花织物,电子多臂系统有明显优势,梭口形成较为清晰,并给出了梭口工艺调整和优化的部分参数,最后围绕多臂系统的日常维护提出了一些合理建议。
电子多臂系统;自动程序控制;喷气织物;小提花织物;上机工艺;日常维护;工艺调整
1 电子多臂开口系统工作原理和特点
电子多臂开口系统是应用微机数字处理功能来实现生产工艺自动程序控制的装置。一般由电控装置、电信号与机械转换机构和回综机构组成。电子多臂开口系统原理示意如图1。
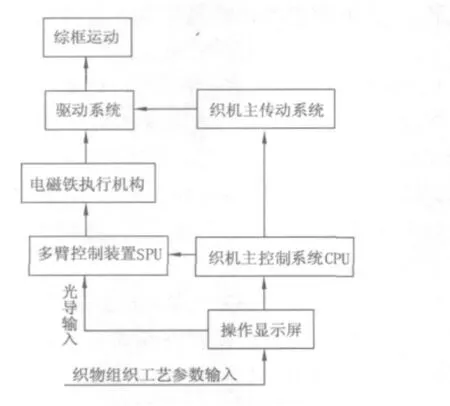
图1 电子多臂开口系统原理示意
织物组织工艺参数输入织机终端,经过微机处理把提综信息输出至接口控制电磁铁,使花纹选择机构作用,再通过动力凸轮、推杆、提刀等综框升降机构来提升或下降综框。该系统有断电保护设计可防止提综控制信息丢失。多臂开口系统动力来自织机主电机。通过齿形带直接传动,把主轴匀速运动转化成多臂开口系统的非匀速运动。综框在运动开始和结束时速度缓慢,在综平时速度最大。综框复位依靠弹簧回综机构完成。电子多臂开口系统以开发生产高档次、高附加值小提花织物而著称。优越的喷气织机织造性能与电子多臂开口系统相辅相成,良好互补。
2 电子多臂开口系统的应用
利用多臂开口系统在喷气织机上生产较复杂的小提花织物占有较大优势。多臂开口角度相比踏盘开口角度小,而且生产提花织物所用综框多,后排综框开口量大,经纱拉伸变形也会增大。减少断头、提高开口清晰度是重要环节,所用纱线物理特性必须达到最低标准。管纱到筒纱毛羽增长率应控制在200%以内,减少或消除经纱中的细节强力弱环和3 mm(含3mm)以上有害毛羽。络筒筒子硬度适中,筒子硬度要求在55度~70度(邵氏硬度),纯棉中细号纱筒子硬度小一些。
小提花织物提综顺序较为复杂,而且织物组织循环数多,在整经过程中,经纱排列和张力要注意均匀。在浆轴过程中,减少并头、绞头和浆斑疵点,同时根据提花品种特点合理选配各段张力,掌控好织轴硬度。
现以电子多臂开口系统生产小提花品种TS 50/CJ 50(14.5+C 29竹)×(14.5+C 29竹)381.5 ×374 165cm的生产实践为例,进一步加深对电子多臂开口系统原理和特点的认识。
根据织物组织图将织物织样信息和综平时间通过键盘输入,计算机经过织物组织编程器使其转化为数字信息,操纵着电子多臂开口系统提起综框或下降综框的顺序和时间,而综框上下运动所形成的梭口大小或梭口形式以及综框高度,可根据织物组织特点和上机工艺要求,调节提综杆夹头位置和调节与综框相连的连杆长度来实现,小提花织物一般选用半清晰梭口。此品种为天丝与棉混纺以及在经纬向每间隔一定距离织入一根纯棉纱的提花织物,地组织为斜纹和平纹的交替变化。所用综框数为13页,其中第1页为织边,其组织结构见图2。
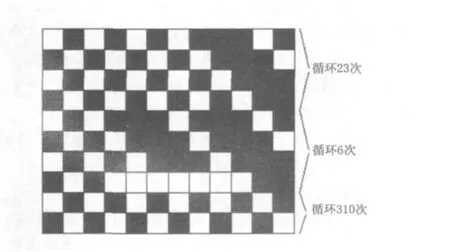
图2 织物组织示意
2.1 在多臂开口机构上的工艺调整和优化
综平时,综框综平形式可设定为倾斜的和不倾斜的,最初按照标准我们将综框综平形式设定为倾斜的,即综框高度从第1页125mm开始依次递减,开口动程从第1页开始有规律的依次增加,其结果是每小时纬停32次,经停6次,效率仅有约60%,且花色处开口不清,布面风格差。经分析,造成这种结果的原因是在同等开口情况下经纱张力差异过大,当斜纹与平纹轮换过程中张力小的经纱出现松弛、经向条纹差异大。再进一步分析经纱的穿综特点,我们利用电子多臂开口动程的变化来减小不同经纱间的张力差,首先将综框综平形式调整为不倾斜的,即综框高度统一调整为120mm,然后将开口动程调整为波浪递增,即分为4段,第1页为第1段用于织边,第2~5页为第2段,第6~9页为第3段,第10~13页为第4段,具体综框动程依次为73、79、86、92、98.5、86、91、95、99、95、98、101、103(单位为mm),这样既解决了经纱张力差异问题,开口清晰度也得到了提高。
2.2 其他上机工艺调整与优化
多臂开口系统的上机工艺调整只是织机能够顺利制织的条件之一,与之相配合的其它上机工艺,主要指上机张力、经位置线、引纬工艺等的设置和优化也是提高织机效率和质量的重要条件。
2.2.1上机张力
在开口工艺未优化前,如果按照常规理论计算出的张力值1 800N上机,效果不理想,主要表现为断经高,无论是再增加还是降低张力值均无明显变化。通过分析主要原因还在于经向张力差,当开口工艺参数优化后,经纱张力再增大到2 100N,效果显著,断经减少。
2.2.2经位置线
在某些小提花织造过程中,上下经纱张力差异是不可能消除的,但通过调整经位置线可缩小这种差异。经过反复调整,最终经位置线设定为后梁高度为0格,前后位置为5格,停经架高度刻度为6,前后位置为60mm,这样就做到了既有差异又不至于差异过大,能够满足织造要求,织口也稳定了,同时也减少了飞花聚集现象。
2.2.3引纬工艺设定
由于该品种使用的是两种不同原料、不同纱号的纬纱按37∶1交替引纬,因此,对引纬工艺参数要求较高,尤其对主、辅喷气压值的要求,既要满足两种纬纱的顺利引纬,又不能产生纬向疵点。我们采用晚入梭口、早出梭口的引纬工艺,即主喷时间:色1为100°~170°,色2为100°~180°。主喷气压经反复调整,色1为0.32MPa~0.36MPa,辅喷为0.35 MPa~0.40MPa;色2为0.40MPa~0.45MPa,辅喷为0.45MPa~0.50MPa。
通过对多臂开口上机工艺以及相配合的其它上机工艺调整后,织物组织张力差达到均衡,织造得以顺利进行,而且布面提花组织匀整美观,断经断纬均减少,每小时经停下降到3次,纬停下降到6次,效率提高到85%以上。
从这个实例不难看出,电子多臂机构在织造小提花织物方面具备很大优势,而且操作方便,灵敏度高,开口运动稳定。但是,电子多臂机构不仅仅参与织机的开口运动,而且开口工艺参数调整与其他工艺调整是相辅相成,互为补充的。
3 做好电子多臂开口系统日常维护工作
电子多臂开口系统作为与喷气织机配套的一种装置,其日常维护工作应与主机日常维护工作结合起来,应重点做好以下几方面工作。
3.1 润滑,每周要检查1次油液面,确保油量不低于规定标准,每半月要检查和清洁过滤器,观察油帽判断油泵工作是否正常或油路是否畅通。每月了机或翻改品种时要对提综构件进行清洁、回综弹簧及挂钩加润滑油等。每年换油1次,必要时对油质进行化验,做到节约用油。
3.2 电磁铁块每年检查1次,方法是:转动织机使多臂机脱离平齐位置,使用终端给电磁铁块的1个线圈供电,然后用1个金属片如停经片来检查电磁铁的吸引力,如有问题要进行更换。以上两项重点工作应结合主机日常保养、平修工作同步进行。
4 结语
4.1 电子多臂机是一种较为先进的织机开口系统,其原理科学、合理,实用性强,是典型的机电一体化装置。
4.2 电子多臂开口系统应用在喷气织机上,借助其强大的优势,对于喷气织机进一步扩展品种适应性,且面对纺织市场激烈地快速多变形势发挥出了积极作用。多臂开口与踏盘开口比较,同品种、同时翻改、同条件下,翻改所用时间多臂开口比踏盘开口少用一半以上。
4.3 利用操作迅速、便利的电子多臂开口系统在喷气织机上开发生产小提花类织物的实践表明,原纱条件及半成品质量仍然是开好喷气织机的首要条件,其次是电子多臂开口系统原理和特点能够满足小提花织物类生产需要且效果良好。
4.4 电子多臂开口系统的日常维修工作与主机的日常维修工作同等重要。重点要做好清洁、润滑以及选择系统、驱动系统等日常检查维护工作,并形成制度。
[1]李志祥.电子提花技术与产品开发[M].北京:中国纺织工业出版社,2000:5-24.
[2]何安民,李彩丽.喷气织机织造小提花织物的难点及解决办法[J].棉纺织技术,2008,36(2):54-56.
[3]江南大学,无锡市纺织工程学会.棉织手册[M].3版.北京:中国纺织工业出版社,2006:825-826.
[4]黄柏龄,于新安.机织生产技术700问[M].北京:中国纺织工业出版社,2007:275.
TS103.7
B
1001-9634(2012)05-0034-03
0 引言
电子多臂开口系统作为新型开口机构,广泛应用在喷气织机上。对充分发挥喷气织机快速翻改品种、开发高档次、高附加值产品的织造优势和适应瞬息万变的纺织品市场需求起着重要作用。
我公司现拥有2571A 型上置式多臂开口机构喷气织机96台。该多臂开口机构为电子控制,消极式开口,最大综框数16页。自投运以来,我们利用电子多臂机的特点,在进一步拓宽喷气织机织造品种适应性方面做了多种尝试,取得了显著成效。
2012-04-01
尹集强(1960—),男,河南开封人,工程师,现从事设备管理及工艺管理工作。
