适用输送瓷板和陶瓷原料的动力圆锥托辊式转弯输送机
2012-09-18万之江
万之江
(江西省工艺美术总公司,江西南昌330029)
适用输送瓷板和陶瓷原料的动力圆锥托辊式转弯输送机
万之江
(江西省工艺美术总公司,江西南昌330029)
被输送的产品在转弯输送时的速度变化是围绕其速度瞬心自内弧到外弧逐渐变大成线性变化,动力圆锥托辊式转弯输送机是模仿了该输送特性,产品在圆锥托辊式转弯输送机上是处运动中转弯输送。该圆锥托辊式转弯输送机特别适合如瓷板“薄板形”和装有陶瓷原料的软质袋包装的产品的输送。
转弯输送机;圆锥托辊;设计
1 问题提出
在工业生产中由于工艺布置、工艺流程及生产场地的原因,需要被输送的产品进行0至180°的转弯输送。最常用的方法是采用二台交叉布置的带式输送机如皮带输送机,链式输送机等,加上固定转弯导板完成转弯输送,产品在整个转弯过程中是被强制改变运动方向的。这种方法输送较大的产品和箱类物品简单可行,但在输送如瓷板及装有陶瓷原料的软质包就容易产生转弯输送失败,造成瓷板一角折损或破裂,装有陶瓷原料的的软质包被卡在固定转弯导板处。因此要求设计出针对上述产品特性的转弯输送机。
2 产品在转弯输送时的运动特性
薄形板类和软质包相比,薄形板类的形状固定,比如瓷板虽然比较硬能承受的静压力大,但比较脆,尤其在瓷板的边角上,输送不当造成瓷板锐角的破损疵点是引起产品损坏的最大原因。装有陶瓷原料的软质包的外形是由袋内的散装物相对流动而对外袋产生压力维持的,外力的作用也能引起和改变外袋的形状。采用传统的转弯输送方法,瓷板在直线运动变转弯运动时,运动中的瓷板的一角首先接触固定转弯导板(固定转弯导板是静止的),两者存在速度差,引起瓷板的一角与固定转弯导板发生冲撞,致使瓷板的锐角折损。同样装有陶瓷原料的软质包在通过转弯输送时,软质包一部分或者一侧是“挤”着固定转弯导板完成转弯的动作,局部速度的变化使外袋的形状发生变化,所以容易在固定转弯导板与输送机之衔接处发生卡包现象。
3 圆锥托辊式转弯输送机
3.1 圆锥托辊式转弯输送机的运动原理
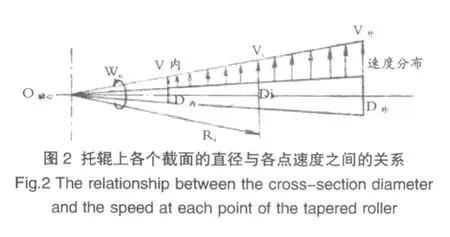
这种转弯输送机分直线段和圆弧段两部分,在直线段输送物等速运动,到了圆弧段被输送物在托辊上转弯时各点速度不同,近外弧的速度大于内弧的速度,输送物借于内外的速度差完成输送物转弯运输。内外弧道的圆心“o”也是输送物转弯的速度瞬心。托辊上各点速度分布如图1,先设定在内弧道的速度V内,速度V内必须与整个输送系统的运行速度V相同,所以这时内弧道至“0”点的角速度W=V/R内,其中R内是内圆弧段到圆心“o”的半径,R外是外圆弧段的半径,W0是输送物在正常转弯时的角速度。托辊式转弯输送机的任一点转弯输送速度Vi等于W0*Ri,Ri为托辊上任一点到圆心(速度瞬心)“o”的半径。为了满足这个条件,把托辊设计成圆锥(体)式的,圆锥托辊上各个截面的直径与各点的速度有关。如果设定了托辊轴输入的转速N,那其角速度为Wn,则托辊上任意一点相应截面的直径D=2Vi/Wn(图2),实际上托辊上各点速度是成线性变化的,所以我们只要确定了近内、外圆弧段的输送物的速度,就可以计算出其它相应的托辊截面的直径。

D内=2V内/Wn;D外=2V外/Wn;V内=V=R内*W0;V外=R外*Wo其中,D内为圆锥托辊小端直径;D外为圆锥托辊大端直径;Wn为托辊轴转动的角速度;V内为圆锥托辊小端速度;V外为圆锥托辊大端速度;V为转弯输送机输送速度。
3.2 圆锥托辊的布置与设计
圆锥托辊式转弯输送机是依靠磨擦力输送货物的,托辊的最小直径控制在50mm左右,太小了影响到与瓷板磨擦包角。相邻两托辊间的距离也要根据输送物的特点而定;输送瓷板类形状固定的货物时,要求能同时接触到三个以上的托辊,以保证重心的位置。输送装有陶瓷原料的软质包时,如果二托辊之间间隙过大,外袋陷入二托辊之间空间的那部分会凸了出来,袋子里的货物流动即充满外袋凸出的部分,增加了前托辊阻力,随着托辊的转动使货包陷的更深,以至输送失败。
为了确保转弯时输送物输送顺畅,采用驱动全部托辊的方法更加合理,驱动全部托辊后,输送物与托辊每个接触点的速度一致,不会由于动力托辊与从动(没动力输入)托辊的速度差影响转弯输送。
圆锥托辊锥棍长度RL设计主要依据被输送货物的外形尺寸而确定:

其中,RL为锥棍长度;L为被输送货物的长度;B为被输送货物的宽度。
3.3 圆锥托辊式转弯输送机的动力输入
电机减速后通过链条链轮传递动力,托辊之间采用圆锥齿轮传动,运动特性就能得到很好的满足。
采用链条链轮驱动托辊,使传动机构大大简化,安装精度也可相应降低。但是在弯道上每个托辊之间不是平行的,存在一个等分角度,因此二个链轮均偏一些角度,夹角要控制在5度以内,否则噪声和磨损会增大,转速和传递力大时还会产生脱轮现象。解决的办法是尽可能的加大输送机的外弧半径或增加托辊的数量来减小夹角。另外两链轮相距很近,链条稍有变长就影响运行,其次在设计中链条的的节数也很难凑合,所以要增加几组张紧链轮调节链条的松紧程度。
用自驱动的圆锥托辊的方案,是将驱动电机及减速装置集成安装在圆锥托辊的空腔内部,每一个圆锥托辊均有一个单独的驱动动力,安装、使用及托辊的更换大大的简化了。运用该技术还可以进一步设计出可以在工作中方便地增减参与输送的圆锥托辊数量,改变转弯角度的转弯输送机,以满足生产线的变动和组合。
4 设计实例
本设计实例要求完成90度的转弯输送,机架宽620mm,直线段用直径55mm的橡胶托辊,转弯输送机采用了18个圆锥橡胶托辊,每对夹角5°18',圆锥橡胶托辊的最小直径为55 mm,最大直径为108mm,整机运行速度为V=0.3m/s,转弯输送的角度90°。对400×400mm的瓷板进行了转弯输送,瓷板从直线段并通过圆弧段完成90°转弯输送后,瓷板的轴线始终与输送机的轴线保持一致,同时试转弯输送装有陶瓷原料的软质袋包装(25kg/袋)的产品,均能满足工艺要求。
本机的机宽仅620mm,转弯输送机的外弧半径小,采用了链条链轮驱动托辊,转弯输送的特性可以满足,但噪声较大,后改用圆锥齿轮传动后解决了噪声的问题,所以当机架宽度较小时用圆锥齿轮传动更加合理。
5 结论
为了适应生产流水线的产品生产频率的变化,在主动力中增加一套无级变速装置,可以使托辊式转弯输送机随时根据上一道工序的要求调整运输速度。
本设计的驱动圆锥托辊式转弯输送机也可以单独与其它类型的输送机配合完成输送物0至180度的转弯输送。
1 机械设计手册(上册)第二版(修订),化学工业出版社
2 机械设计手册(中册)第二版(修订),化学工业出版社
3 机械设计手册(下册)第二版(修订),化学工业出版社
Power Tapered Roller Curve Conveyor for Ceramic Plaques and Raw Materials
WAN Zhijiang
(Jiangxi Arts and Crafts Company,Nanchang,Jiangxi 330029)
The speed of the delivered product around a corner increases linearly from the inner arc to the outer arc.The power tapered roller curve conveyor gears to this property,capable of carrying the product in motion around the curve.It is suitable for transporting ceramic plaques and raw materials in packages.
curve conveyor;tapered roller;design
on Mar.11,2012
TQ174.5
A
1006-2874(2012)04-0024-03
2012-03-11
万之江,E-mail:251601095@qq.com
WAN Zhijiang,E-mail:251601095@qq.com