汽车底盘前车架下片整形翻边复合模
2012-09-13甘静尤华胜长丰集团衡阳风顺车桥有限公司
文/甘静,尤华胜·长丰集团衡阳风顺车桥有限公司
汽车底盘前车架下片整形翻边复合模
文/甘静,尤华胜·长丰集团衡阳风顺车桥有限公司
图1所示为某汽车前车架下片工件,材料为SAPH440,厚度为2.6mm。该工件的特点是材料韧性好,具有一定的抗拉和屈服强度,成形高度有25mm。由于该产品形状复杂,改进前工艺是落料→成形→冲孔。由于成形高度较高,材料容易开裂,生产出的产品质量通常达不到工艺要求。并且,成形此产品必须使用油压机,工作量大还必须是两人操作,因此生产效率低。
图1前车架下片
工艺方案
对以前的冲压工艺进行改进,工艺流程改为先落料、成形→整形翻边→冲孔。根据此工作特点,要求设计该整形翻边复合模,此模具可在冲床上使用,一个人就可操作,既能有效确保产品质量,又能大大提高生产效率。
冲裁设备选择
经过计算,整套模具成形翻边包括顶料力、总冲裁力为260t,由于此模具外形尺寸较大、成形高度高,考虑安全性,故选择400t冲床比较适合。
凸、凹模刃口尺寸设计
整形翻边复合模的成形凸、凹模采用电火花配合加工,形状与产品相吻合。为防止成形后产品尺寸回弹,成形凸、凹模尺寸在产品尺寸上缩小0.15~0.25mm。
模具结构及工作原理
此套整形翻边模具由上模和下模组成,上、下模具体结构见图2。
该模具采用四角导柱模架,上下模座采用45钢。两边四个方向均配有导套固定座、导套、导柱,先将导套安装在导套固定座中,再将导套固定座紧配于下模座上,将导柱紧配于上模座上,导套、导柱用来对正上、下模中心。并且,上下模座两边中间处配的上下模限位块,用来限制上下模成形尺寸的高度。为便于与机床连接,在上、下模座各四个方向分别铣出T形槽,与机床的T形槽相一致,从而更好地与机床相固定。在上、下模座的四个角边上还设有吊钩安装孔,以便于上、下模分别吊装。导套、导柱材料均采用20钢,淬火硬度控制在40~45HRC,其中导柱表面和导套内腔采用渗碳处理。导套固定座及上下模限位块材料均采用45钢,淬火硬度控制在32~40HRC。
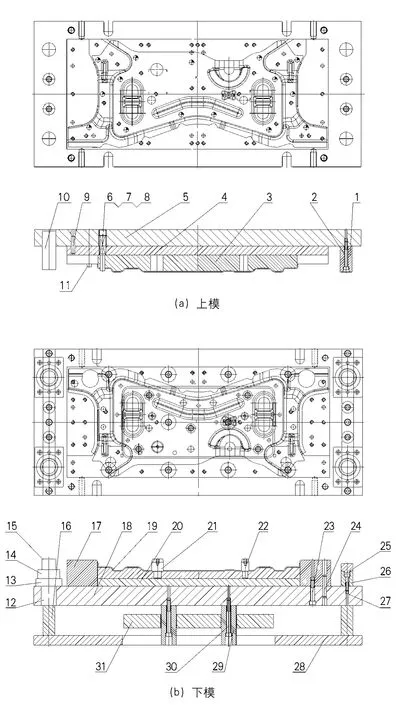
图2整形翻边模具
模具的结构原理:首先将模具安装在400t冲床上,打好固定压板,检查好各操作机构和下顶料机构的完好性,利用机床下缸力将下顶料板顶起。此时,整形板向上升起,靠顶料机构使整形板平面与凹模平面平齐,把工件放入整形板上,用定位销I和定位销II来定位、导向。工作时,当上下模座合模,上下模限位块接触,凸、凹模镶块进行结合挤压整形、翻边。在上、下模接触的过程中,上模靠弹簧压缩功能利用压料销将工件压紧,整形板和下顶料板向下运动,模具到达下死点时,整形板与下垫板完全接触,整形、翻边工作结束。由于此产品外形尺寸大,为便于更换凸、凹模和修模,建议将翻边凸、凹模做成镶块形式。凸模镶块固定在凸模垫板上,再与上模座相连接,凹模镶块直接固定在下模座上。在凹模镶块中间装有可活动的整形板和下垫板,起压料、托料和卸料的作用。凸、凹模镶块材料均采用Cr12MoV,淬火硬度控制在60~64HRC。凸模垫板、下垫板及压料销材料均采用45钢,淬火硬度控制在32~38HRC。整形板要求形状与工件一致,因此强度要求高,材料选用Cr12,淬火硬度控制在50~52HRC。弹簧用来压料、卸料,一般的圆柱螺旋压缩弹簧即可,材料选用65Mn钢,淬火硬度控制在40~45HRC。上、下模离开后,利用下缸顶料的功能进行卸料,又将整形板向上升起将工件顶出。这时,整形板平面与凹模平面平齐,便于取料。整个过程完成。
由于产品外形尺寸较大,设计上、下模座、凸、凹模镶块也必须大。经过强度计算,均符合要求。
结束语
通过实践证明,此工艺方案效果良好,不但确保了产品质量而且提高了工作效率,值得在同行业领域推广。
