如何有效提高车身大型覆盖件表面质量
2012-09-12方向远李芳宪一汽解放汽车有限公司卡车厂
文/方向远,李芳宪·一汽解放汽车有限公司卡车厂
如何有效提高车身大型覆盖件表面质量
文/方向远,李芳宪·一汽解放汽车有限公司卡车厂
从解放J6卡车的车身现状入手,在技术和维修调试两个方面上探索工艺方法与手段,并对经常发生的车身大型覆盖件表面质量缺陷产生的原因进行研究,对改进措施进行论证、效果分析和经验积累。
汽车工业已经成为我国国民经济发展的支柱产业,正进入全新发展时期。随着汽车行业的迅猛发展,汽车市场竞争愈加激烈,车身覆盖件表面质量越来越受到汽车行业的关注。车身大型覆盖件的模具制造、调试以及制件表面质量缺陷的消除,都影响着企业的效益和发展。因此,车身模具的制造与调试是一门综合的造型艺术,受到越来越多的企业重视。在现代汽车发展的阶段中,国内外汽车生产企业广泛采用了新工艺、新材料、新结构对模具进行加工制造,从而大大降低模具制造成本、缩短制造周期,实现利润最大化。
由于车身大型覆盖件占整车成本30%~35%,如何消除表面质量缺陷、降低废品,是企业增产、增效的关键。车身覆盖件材料在载荷的冲击下,由于工艺、厂家的制造精度、零件的形状等的不同,造成制件表面质量缺陷多种多样,其解决的方法也各有不同。本文以一汽解放卡车厂更新换代卡车模具为例,对生产制造调试中遇到的凹坑、冲击线表面缺陷进行全面分析。
在模具实际生产调试中,维修技术人员总体技术水平差异较大,修磨的方法各式各样。有很多制件表面质量缺陷,在模具拉延、修边、冲孔、翻边、整形等工艺中找不到正确的原因及调试、修磨方法,造成制件废品及生产辅助调整时间过长,生产效率低下。

图1车门外板
车门外板的冲压工艺
以车门外板为例(图1),左前车门外板开卷落料板材的规格是1mm×850mm×1430mm,由4道工序完成,分别为:切角拉延→修边冲孔→修边冲孔→翻边。
质量缺陷
该零件的质量缺陷主要反映在车门外板周边上的凹坑,门口角部位置明显增大。生产出现的不良品和废品增多,有时需要依靠手修来保证生产。如果凹坑部位在棱线边缘,即使修复也难以保证质量。有的凹坑稍深一点,打磨修理后棱线不直,极易造成制件变薄、强度下降或腐蚀后使用年限减少,甚至出现零件报废的情况。通过对制件表面质量检测,直观显示制件表面凹坑超差严重,质量缺陷点数在850~955个,初评奥迪特等级3.8~4.3级。冲击线缺陷是一种发生在成形型面上的线状凸凹,是冲压零件上凸模棱线或圆角在金属材料上的位移或错位线。
调试中制件导致产生凹坑的因素主要有产品结构、模具结构、压床精度与压力值、材料、人工操作、机械手及辅助装置,其中产品结构不合理是凹坑、冲击线产生的主要因素。
凹坑产生原因及分析
车门外板的凹坑缺陷主要取决于材料的塑性变形量和零件外形的不服帖程度大小,使零件缺陷位置刚性不足。凹坑在拉延中实际上是皱纹的不明显形式,凹坑的产生与零件产品设计的外形尺寸有关,越是复杂的零件,在棱线、相关线、圆角高低差尺寸变化大的部位越容易发生(图2a),与零件的压料方式、冲压方向有密切关系。产生的主要原因是局部内应力不均、拉应力不足使得塑性变形不充分,金属材料卸载时由回弹和残余应力的释放引起(图2b),使制件局部存在着刚性不足而产生凹坑。
冲击线产生原因及分析
冲击线质量缺陷(图3a)的形式,包括以下5种:车门外板表面上的位移或错位;车门外板表面上拉延筋形成的冲击线;车门外板表面上凸模圆角引起的冲击线;车门外板表面上凹模圆角引起的冲击线;车门外板表面上成形引起的冲击线。
零件边缘上的冲击线,是材料拉延压料没有压住,材料流动过快,或工艺补充、切角时间太早造成材料失稳冲击线(图3b),可以在设计时适当加大材料作为工艺补充以增加阻力,在后续修边的工序中将这部分去掉。实际工作中,要根据制件特点采取相应的解决方法,多数情况是多种解决方式并用。

图2凹坑缺陷
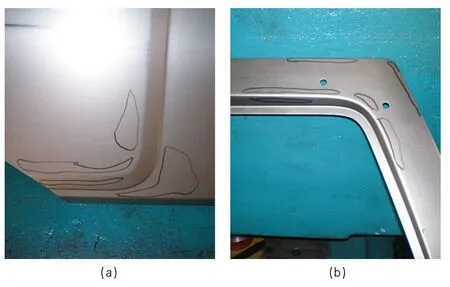
图3冲击线缺陷
凹坑和冲击线缺陷的解决
⑴根据制件局部成形的特点,结合实验结果,使毛坯料拉延时控制在封闭下进行。通过调整拉延定位,调整平衡块,以及在压料面进行研修等手段来保证两边材料流动达到均衡。在这些工作中,研修压料面取得了一定的效果。但由于设备等方面因素,如油压气压只能稳定在当批生产中,或许百十来件会出现几件废品,在以后再装模具时,零件的变化和不稳定将造成调整时间过长,仍然不能满足生产稳定性的要求。
⑵调整压床高度或凸、凹模高度,切角时间等。在压床高度不一致的情况下,增减刃口垫片来调整进料阻力,满足质量要求。对凸模刃口高度进行调整,对拉延件初始材料的速度控制是非常必要的,可将凸模各部分磨成不同高度的波浪形状,以控制不同位置材料流动的阻力。此外,车门外板拐角部位进料阻力大,直边进料阻力小,从切开时间上进行控制调整。
⑶在调试过程中,制件凹坑和冲击线两种缺陷会交替出现。要使拉延模具上的材料流过拉延筋时阻力增大,需要完成研修压料面、改善进料阻力的流动分布、提高工作表面的精度、调整平衡块以及研修凸模表面等大量工作,也能取得一定效果。
⑷修边冲孔模具主要从压料板的服帖程度上考虑,修边冲孔周边要保留20mm足够宽的压料面,其余部分开空,效果明显。
⑸翻边模具主要从翻边间隙及压料的服帖程度、着色率上考虑,着色应达到95%。
调试模具的技术要点
⑴调整拉延模具压料力,使零件充分变形,增强刚性,满足工艺要求后,冲出来过渡拉延件10~20件(一般在模具状态不稳定时,不应冲太多的件)后,进行冲压件着色研磨,对凸凹模修边刃口上下压料面、工艺进行补充,过低处进行烧焊,研磨着色达95%以上(图4),克服由于各工序不服帖造成零件冲压变形产生的凹坑和修边冲孔压料力不足产生的局部变形。
⑵控制翻边整形时,由于材料流动过快或局部过慢会产生微量变形,那么就需要克服侧向力产生压料力不足的问题。

图4研磨着色达95%以上
模具凹坑修理的工艺
⑴用凸凹度测定法对零件模具凸凹模进行检测,对可能出现的凹坑部位画线,选择变形区域大的部位画出坐标线,根据零件和模具的相对位置分析变形部位的尺寸变化,找出模具中质量缺陷的潜在位置,对凸模进行修复。如模具和零件尺寸相同,可考虑其他因素并证明模具型面尺寸没有缺陷。

图5不锈钢研板涂色
⑵对模具进行缺陷检查,用不锈钢研板涂色(图5),研板轻压在凸模表面沿缺陷部位或修理过程中心轮廓曲面方向摩擦,周围也可以横向、斜向对研。根据型面的不同,均可采用不同研板尺寸、大小和长短,可依靠经验值判断使用。多试几次,或不同的人,不同手法进行相互检测,确定质量缺陷的位置。
⑶根据缺陷发生区域对应模具相应位置,由区域产生面积的大小判断凹坑的深浅,确定相应的修理方法。低于凸凹模的工作表面0.05~0.48mm,φ25mm以内的缺陷,用气焊火焰对凹坑部位进行烘烤(图6),火焰加热到450~550℃,蓝火尖部距工作面5~10mm。由中间向外画圆,从φ15mm范围烘烤到φ13mm为宜,烘烤1~2min后,检查分析或再次烤1~4次。采用的是热胀冷缩原理,使低的部位受热涨起,恢复原始状态。
对于略不规则的凹坑,深度在0.18mm以下,面积介于φ(25~30)mm或长条形状的缺陷。应用氩弧焊进行焊接,焊接前只露出缺陷部分,焊接电流为50~60A氩气量适当,焊炬与垂直面的夹角在20°~40°,填充焊丝的角度为15°~20°,熔池热后填丝向前均匀运动。此方法对损伤比较严重的型面进行焊接处理效果非常好,工作前非焊区要罩上,避免损坏其型面,在保证焊透的情况下尽可能地选用小电流25~35A,如条件允许可采用和母材相同的焊条,接合处不允许咬边,型面需要完全接合,可用砂纸进行表面抛光,研板进行检查着色情况。

图7模具型面研磨
模具型面研磨
模具型面研磨的技术方法,见图7。
⑴平面。油石研磨的轨迹,应尽可能地沿着大的型面平行往复运动,或交叉。
⑵曲面。油石运动的轨迹方向是斜45°,尽可能沿着曲面斜向5~10次,再反斜向5~10次运动。
⑶球面。油石研磨运动轨迹选用环行螺旋式,旋转半径尽可能紧密排布,对于弧面可采用半圆油石和圆油石,沿弧面上下往复运动。
结束语
通过对车门外板产生凹坑、冲击线缺陷的调试分析,成功解决车门外板模具存在的问题,消除了手工修件劳动强度,降低企业成本,积累了许多解决凹坑、冲击线的经验。另一方面,需要引进、消化、吸收国外的先进修理方法和经验。作为技术人员还需要的是一种自主创新精神,特别是一汽卡车厂全新换代额度卡车,无论从板材上、结构上,还是整车使用与维修上都与传统卡车有着本质的区别。作为技术人员,唯有自主创新,才能使得汽车的表面质量达到更高的质量要求。
