后围外板加强板修冲工艺的改进
2012-09-12卢正韬张丙杰一汽解放青岛汽车有限公司
文/卢正韬,张丙杰·一汽解放青岛汽车有限公司
后围外板加强板修冲工艺的改进
文/卢正韬,张丙杰·一汽解放青岛汽车有限公司
汽车车身或驾驶室基本都由金属板材塑性加工成形,冲压加工是完成金属塑性成形的一种重要手段,它是最基本、最传统、最重要的金属加工方法之一。如车身上的各种覆盖件、车内支撑件、结构加强件等,均使用冲压加工方法。冲压件的加工制造工艺水平及质量,在较大程度上对汽车制造质量和成本有着直接的影响。
覆盖件组装后构成了车身或驾驶室的外部和内部形状,它既是外观装饰性的零件,又是封闭薄壳状的受力零件。所以说,覆盖件的制造是汽车车身制造的关键环节。按功能和部位一般可分为外部覆盖件、内部覆盖件和骨架类覆盖件三类。外部覆盖件和骨架类覆盖件的外观质量有特殊要求,内部覆盖件的形状往往更复杂。同一般冲压件相比,覆盖件具有材料薄、形状复杂、结构尺寸大和表面质量要求高等特点,在工艺设计、冲模结构设计和冲模制造工艺等方面都具有特殊性。因此,实践中常把覆盖件从一般冲压件中分离出来,作为一个特殊的类别加以研究和分析。
通常在覆盖件的工艺设计过程中,重点关注成形类工序,如拉延、翻边整形等。而往往忽视修边冲孔类工序对产品质量的影响,尤其是当修边冲孔作为覆盖件的最后加工工序所产生的缺陷会对整个产品质量产生影响。一般认为,拉延工序以后的工艺性,仅仅是确定工序次数和安排工序顺序的问题。审查后续工序的工艺性仅注意定位基准的一致性或定位基准的转换,前道工序为后续工序创造必要的条件,后道工序要注意和前道工序衔接好。其实,冲压生产是一个复杂的生产过程,它受到人员、工装设备、材料、生产环境等各方面因素的影响。尤其是在覆盖件的生产过程中,某个因素发生变化都会影响到产品的加工质量,甚至于影响后期的焊接加工质量。
本文通过本厂生产某车型驾驶室后围外板加强板的工艺改进,提供参考,希望大家在今后覆盖件的冲压工艺设计中引起注意。
左后围外板加强板的特点

图1某车型驾驶室左后围外板加强板
本厂生产某车型驾驶室左后围外板加强板(右件与左件对称),属于与外覆盖件直接匹配焊接的内部加强件,如图1所示。工艺条件是利用J36-630双动压力机进行拉延(左右件合到一起),J36-400双动压力机进行修边冲孔切开。产品设计采用普通ST13材料,料厚为1.2mm。
与后围外板焊接成总成,焊接结构如图2所示。后围外板总成外表面的质量直接影响到整个驾驶室的外观质量,因此也不能有凸包等缺陷。但后围外板加强板往往会存在毛刺、微变形等缺陷,造成与外板的不贴合或相抗,以致焊接后使外板被顶出凸包。

图2后围外板总成

图3改进前的修边冲孔冲压方向
改进前的冲压工艺及缺陷
后围外板加强板的冲压工艺为OP10(拉延)→OP20(修边冲孔)共两道工序,改进前的修边冲孔冲压方向见图3。根据冲压工艺所设计制造的修边冲孔模具,见图4。利用此套模具所生产的零件,经常出现修边冲孔毛刺或局部修边变形等缺陷。这些缺陷直接影响后续焊接,导致与之相匹配的后围外板产生干涉,出现凸包缺陷,见图5。
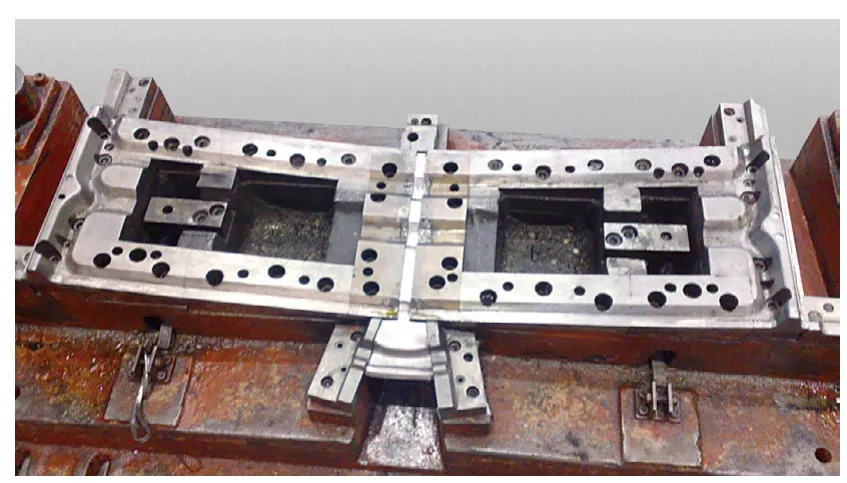
图4改进前的修冲切开模
冲压工艺分析与改进
对修边冲孔工序的缺陷及原因进行分析,从以下两方面考虑:
⑴修边或冲孔出现毛刺过大的现象。由于此件用量大,模具的使用频次高,一旦维护保养不及时,易造成修边刃口磨损变钝,致使修边冲孔毛刺过大。修边毛刺大,影响与外板的贴合度,易将外板顶出凸痕。而冲孔毛刺过大,影响凸焊螺母的焊接。
⑵修边局部变形的现象。产生这种缺陷的原因是,一旦拉延模调整出现偏差即拉延不到位或者材料回弹大,造成拉延工序件与修边冲孔工序刃口的型面不吻合。修边时易将不吻合的型面切变形,变形方向正好与外板相抗,最终在焊接时将外板顶出凸包。

图5影响外板质量的部位

图6改进后的修边冲孔冲压方向
由于原来的冲压工艺在设计初期未对此件的缺陷模式做充分的分析和研究,也没有考虑到所产生的缺陷对焊接的影响,结果产生的缺陷导致非常不利于冲压件生产和后序焊接的质量控制。经过对上述缺陷模式的分析研究,决定更改冲压方向,见图6。这样使修边冲孔工序形成毛刺或微变形的方向与原来的相反,从而可以规避其对焊接质量的不利影响。改进后的修边冲孔模具,见图7。

图7改进后的修冲切开模
批量生产的验证
新方案实施后的模具经过批量生产验证:即使此件有修边毛刺或微变形,由于缺陷的方向与外板相背(图8),所以丝毫不影响焊接总成的产品质量,曾经出现的质量缺陷再也没有出现,效果相当理想。不仅有利于冲压件的质量控制,又减少了模具维护保养的次数和工作量。

图8改进后生产状态
结束语
作为与消费者直接对话的汽车外观,其质量是汽车整体质量的重要组成部分,已被各汽车制造厂家作为质量控制的重点项目。为了保证所设计产品的质量,工艺工作必须未雨绸缪。在工艺设计过程中必须立足企业目前的实际状况,对后期生产的失效模式进行周密、详尽地策划和分析,充分考虑现有人员、工装装备、技术能力、物流、生产环境等各方面的因素。同时,在工艺设计过程中各个专业之间应当紧密合作、协同作战,将日后正常生产各个环节易产生的质量缺陷做到提前纠正和预防。
