基于MasterCAM的数控加工零件尺寸精度控制研究
2012-09-12佛新岗
佛新岗
(西安航空职业技术学院航空制造工程系,西安 710089)
基于MasterCAM的数控加工零件尺寸精度控制研究
佛新岗
(西安航空职业技术学院航空制造工程系,西安 710089)
结合MasterCAM软件研究了刀具补正、XYZ方向预留量、XYZ平面多次加工等方法在零件加工质量控制中的作用,通过合理设置加工参数来控制零件尺寸的加工精度。主要介绍了MasterCAM刀具补正和XYZ预留量的综合应用,通过在半精加工、精加工中合理设置加工余量和补正量来保证零件的加工尺寸的精度。
MasterCAM;刀具补正;精度控制
0 引言
MasterCAM中二维加工功能中模块主要有:外形铣削、挖槽加工、钻孔加工、平面铣削等四种,合理的利用各个模块的参数设置可以使零件的加工质量得到大大的提高。譬如外形铣削中的刀具半径补偿功能的应用,巧妙的利用其参数设置可以对零件中有公差要求的尺寸进行精确的加工,达到事半功倍的效果[1]。
1 MasterCAM零件尺寸精度控制方案
1.1 刀具补正与XYZ预留量功能的应用
数控机床中NC程序所控制的是刀具中心的轨迹,而零件提供的是零件加工后应达到的设计尺寸。采用刀具半径补偿功能可以直接用图样的尺寸编程,然后由数控机床的控制器或由MasterCAM软件将刀具的半径值补偿进去,即将刀具中心从程序路径向指定方向偏移刀具半径的距离。刀具半径补偿有左补偿、右补偿、不补偿(刀心轨迹和工件轮廓重合)三种情况。图1表示了左右补偿方式。
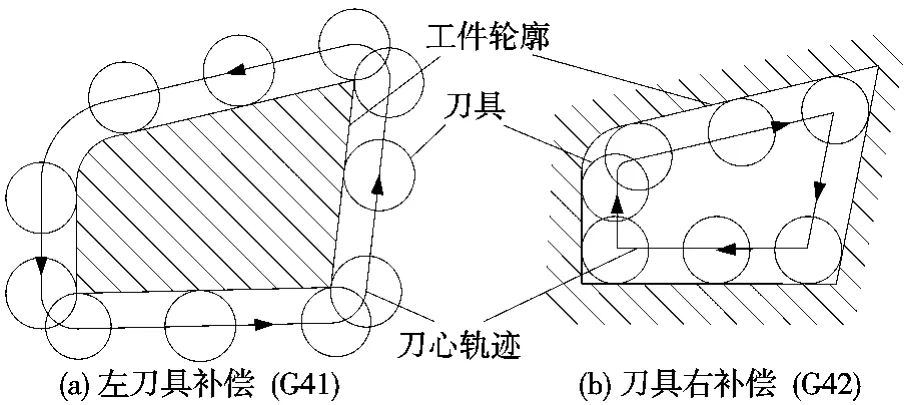
图1 刀具左、右补偿
MasterCAM9.1中二维加工中外形铣削加工有关设置刀具半径补偿的页面如图2,MasterCAM9.1有五种补偿形式[2-3]:
(1)电脑补偿
电脑补偿由MasterCAM软件实现,在计算刀具路径时将刀具中心向指定方向偏移与刀具半径相当的距离(不考虑刀具磨损),产生的NC程序中已经是补偿后的坐标值,并且程序中不含有刀具补偿指令(G41、G42、G40)。补偿选项可以根据加工要求设定为左补偿、右补偿、不补偿。
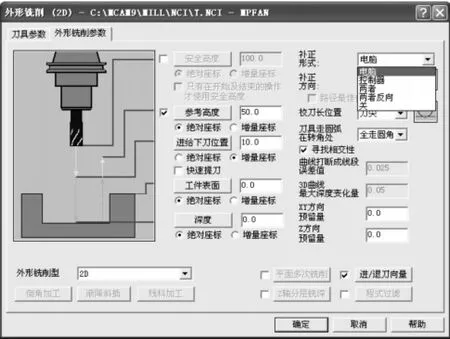
图2 MasterCAM刀具半径补偿参数设置
(2)控制器补偿
选用控制器补偿时,MasterCAM所生成的NC代码是根据加工零件图形的设计尺寸计算坐标,并会在程序的某些行中加入刀具补偿指令(G41、G42、G40)及补偿号码(D00~D99)。机床执行该程序时由控制器根据这个补偿指令计算刀具中心的坐标轨迹。补偿值存储在机床指定的暂存器内,补偿值可以是刀具实际直径,或者是实际刀具直径与粗精加工余量之和(不考虑刀具磨损),加工之前应在数控装置中设定。补偿形式如表1所示。

表1 控制器补偿形式
(3)两者补偿
指同时具有电脑补偿和控制器补偿功能。
(4)两者反向补偿
指同时具有电脑补偿和控制器补偿,但是控制器补偿的偏移方向与设置的加工方向相反。
(5)补偿关
刀具刀位点轨迹与工件轮廓重合。
在MasterCAM编程过程中一般采用电脑补偿,而将控制器补偿关闭。但是如果考虑到实际刀具的磨损,一般是用电脑补偿对指定的刀具进行补偿,然后再将实际刀具与指定刀具直径之差(磨损量)由控制器来补偿。当两个刀具直径相同时,暂存器中补偿值为0,否则补偿值是两个直径之差值。这样即使刀具磨损、重磨或更换新的不同直径的刀具来加工相同零件尺寸时,只需要修改数控机床控制器中的补偿值即可,而不需要修改NC程序[4-6]。
下面以图3刀具补偿加工示意图主要介绍电脑补偿、控制器补偿、电脑与控制器两者补偿的具体应用。
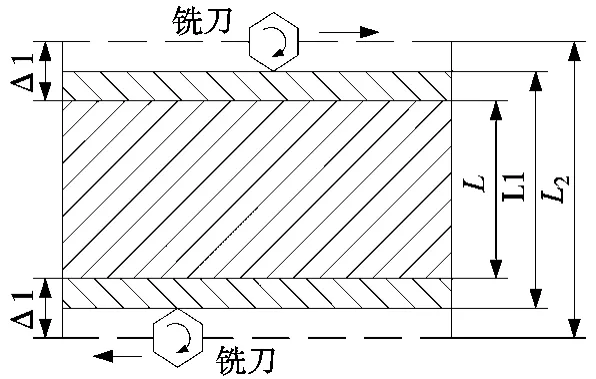
图3 刀具补偿示意图
这里假设L为零件加工后最终尺寸,L1为零件进行半精加工之后测量的实际尺寸,L2为零件半精加工之后设定的理论尺寸(不考虑刀具、机床等外界因素的影响),Δ1为半精加工时设定的预留量(单边余量,即精加工余量),“XY方向预留量”以下用δ表示。
1.1.1 电脑补偿参数设置
利用电脑补偿实现刀具半径补偿功能时,主要是通过修改δ的值达到粗精加工、控制零件精度的目的,但同时也要考虑刀具的磨损、重磨、换刀等问题,也就是刀具变化时对δ设定值的影响,因此以下通过两方面说明电脑补偿时相关参数的设置问题:
(1)刀具直径不变
当初始用新刀具加工零件时,刀具直径基本不变,这时δ的值主要就是粗精加工余量的设定。
半精加工时:

精加工考虑零件不对称尺寸公差时:

精加工无条件时:

(2)刀具直径变化
当实际加工中由于各种原因产生刀具磨损、重磨或换刀时,刀具直径就产生了变化。这时δ值的确定在考虑粗精加工余量的同时还要考虑刀具直径变化的影响。
半精加工时:

精加工考虑零件不对称公差时:

精加工无条件时:

当然也可以把刀具直径变化在半精加工中进行补偿,精加工中就不用考虑了。
1.1.2 控制器补偿参数设置
利用控制器进行刀具半径补偿时,一般情况下δ=0。因为使用控制器补偿时主要应用NC代码中的G41 DXX、G42 DXX、G40等指令,通过修改数控装置中的刀具半径补偿值实现零件的粗精加工、精度控制,同时也要考虑刀具的直径变化影响。
(1)刀具直径不变
半精加工时:

精加工考虑不对称公差时:

精加工无条件时:

(2)刀具直径变化
当实际加工中由于各种原因产生刀具磨损、重磨或换刀时,刀具直径就产生了变化。这时DXX值的确定在考虑粗精加工余量的同时还要考虑刀具直径变化的影响。
半精加工时:

精加工考虑零件不对称公差时:

精加工无条件时:

当然也可以把刀具直径变化在半精加工中进行补偿,精加工中就不用考虑了。
1.1.3 两者补偿
电脑补偿和控制器联合补偿时生成的刀具轨迹为:首先刀心轨迹偏移零件轮廓一段刀具半径距离;其次数控系统通过后处理器生成的NC代码中DXX在数控装置暂存器中还要设置补偿值,在考虑刀具直径变化与否的同时进行零件的粗精加工、尺寸精度控制。电脑补偿主要通改变δ值实现刀具的半径补偿功能,要不断的生成新的程序才能进行零件的加工,相当比较繁琐,但其一般不会产生过切削。控制器补偿主要通过改变DXX值实现刀具的半径补偿功能,不用修改程序,但有时会在复杂交面加工中产生过切削刀具轨迹,主要用于精加工。二者各有利弊,两者同时补偿就可以消除各自的缺点,使二者补偿方法的优势得到有效的结合,可以大大提高零件的加工效率和加工质量。
一般情况下,在整个补偿过程中设δ=0,主要通过控制器补偿实现刀具半径的补偿功能。在数控机床控制器生成的NC代码中修改DXX值,结合刀具直径值的变化实现零件的粗精加工、质量控制。若要同时考虑δ值和DXX值实现刀具的半径补偿功能,那将是非常庞大的一项工程。下面主要讨论在δ=0、指定刀具直径等于实际刀具直径的情况下修改DXX值实现补偿的情况:
(1)半精加工

(2)精加工时
①考虑零件不对称公差时

②无条件时

两者反向补偿和两者补偿基本原理差不多,不补偿就是刀具刀位点沿着工件轮廓加工,这里不予讨论。
1.2 XYZ平面多次加工功能的应用
若单独利用图2中XY平面多次铣削来实现零件的粗精加工,则会产生过切现象;若综合利用刀具补正、XY预留量、XY平面多次加工实现零件的粗精加工,又太过麻烦,所以这里只讨论刀具补正、XY平面多次铣削实现零件的粗精加工。在考虑刀具补正、XY平面多次铣削综合应用的同时,要注意选择合适的补偿方式:选择电脑补偿,则随着刀具的变化要不断重新生成程序,极为不便;选择控制器补偿或两者补偿,可以按照图4设置粗精加工参数,可以一次完成粗精加工,但这种方法的缺点是不能满足零件多次粗精加工余量不一致的需要,所以实际生产中一般不采用。

图4 XY平面多次铣削设定
当然也可以单独利用刀具补正、XYZ预留量、XYZ平面多次加工其中的一种方法对零件的尺寸精度进行控制。另外Z方向的加工精度控制参数设置主要通过Z方向预留量、Z轴分层铣削来实现,情况比较单一,这里不予讨论。
2 尺寸精度控制方法综合应用
下面举例说明在MasterCAM9.1中如何使用刀具半径补偿功能实现零件的粗精加工,加工零件如图5所示。已知加工参数为:φ10平底铣刀外形铣削,精加工余量为0.5mm,圆弧进退刀半径为10mm。(假设在加工过程中刀具无磨损,这里的粗加工就相当于上面讨论的半精加工)
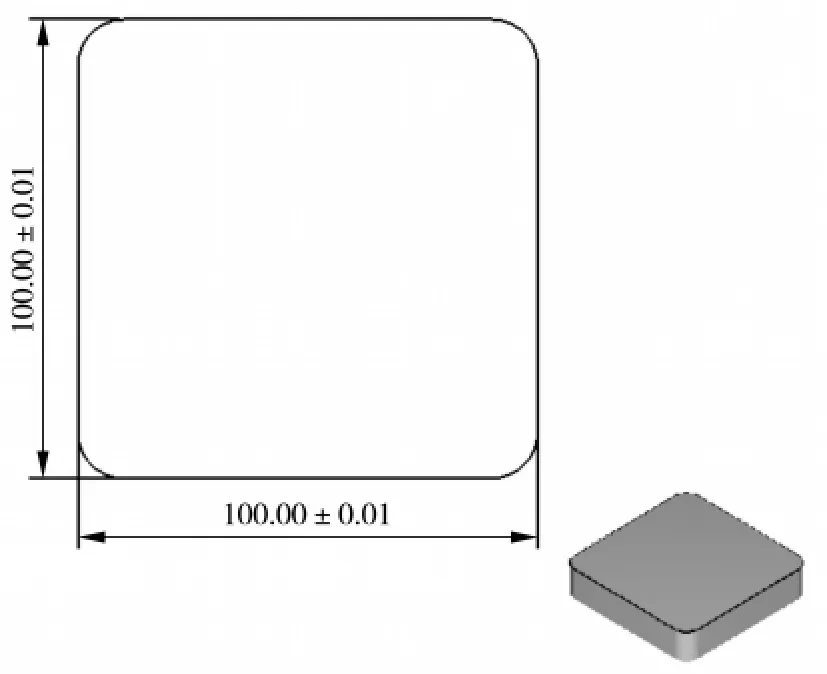
图5 零件图
根据以上讨论,由MasterCAM9.1软件可以得出该零件分别在电脑补偿、控制器补偿下的刀具轨迹如图6和图7所示(这里δ=0)。

图6 电脑补偿轨迹

图7 控制器补偿轨迹
由式(1)至(15)可得如下结果:
(1)电脑补偿粗精加工参数计算
粗加工:δ=Δ1=0.5mm,此时刀具轨迹到零件轮廓距离为5.5mm(R+δ)。
精加工:δ=0(补偿轨迹如图6),此时刀具轨迹到零件轮廓距离为5mm(刀具半径)。
(2)控制器补偿粗精加工参数计算
粗加工:DXX=R+Δ1=5mm+0.5mm=5.5mm
精加工:DXX=R=5mm
(3)两者同时补偿时参数计算
根据二者同时补偿时的规定,这里首先进行电脑补偿,而且δ值为0,而后再用控制器补偿。其粗精加工参数设置如下:
粗加工:δ=0,DXX=Δ1=0.5mm,此时刀具轨迹到零件轮廓的距离为5.5mm(电脑补偿时刀具轨迹到零件轮廓距离与控制器补偿时刀具轨迹到零件轮廓距离之和,即R+DXX)。
精加工:δ=0,DXX=0,此时刀具轨迹到零件轮廓的距离为5mm。
这里如果要通过改变δ值实现刀具的半径补偿功能的话,那参数设置就不唯一了,就像数学里面的排列组合一样。在这里只要保证粗加工时:δ+DXX=Δ1;精加工时:δ+DXX=0就可以了。
从以上结果可以看出,无论是使用电脑补偿、控制器补偿或者二者同时补偿,粗精加工时刀具轨迹到零件外轮廓的距离都是一样的,也就是都实现了刀具的补偿功能,效果一致。
3 结束语
当然,在实际生成过程中刀具使用时间长了肯定会磨损的,这一点也会影响到刀具补偿参数的设定。另外,从提高编程效率的角度来说,电脑补偿相比控制器补偿要差一些。因为通过电脑补偿实现零件粗精加工时每次都要生成新的数控程序,再重新输入数控系统,那么加工效率就降低了;而采用控制器补偿实现零件的粗精加工时只需修改原程序中的刀具半径补偿值,即DXX值就可以了。还有一点就是当两者补偿同时进行时,只要δ值确定,那么通过刀具半径补偿功能实现零件粗精加工的情况就和控制器补偿时一样了,否则效果会更差。
[1]张国雄.三座标测量机(第一版)[M].天津:天津大学出版社,1999.
[2]邓奕.MasterCAM数控加工技术[M].北京:清华大学出版社,2004.
[3]李健,等.CAD/CAM自动编程中尺寸公差的保证[J].组合机床与自动化技术,2004(7):55-57.
[4]佛新岗.基于MasterCAM非曲面零件的快速加工及对刀技巧[J].组合机床与自动化加工技术,2010(5):104-106.
[5]张导成,等.MasterCAM刀具半径补偿功能的应用[J].新技术新工艺,2006(1):44-45.
[6]杜家熙.刀具半径补偿中的过切处理[J].机床与液压,2004(6):174-176.
NC Machining of Parts Dimension Precision Control Based on the MasterCAM
FO Xin-gang
(Department of Aeronautical Manufacturing Engineering,Xi’an Aeronautical Vocation and Technical College,Xi’an 710089,China)
MasterCAM software research with the tool to make corrections,XYZ direction of reserved space,XYZ plane and multiple processing methods such as process quality control in part the role of processing parameters set by a reasonable size to control the precision parts.MasterCAM tool corrections are introduced and integrated application of XYZ amount set aside by the semi-finishing,finishing in a reasonable amount to set allowances and make corrections to ensure the accuracy of the machining dimensions.
MasterCAM;tool correction;precision control
TH16;TG65
A
1001-2265(2012)01-0099-04
2011-06-09
佛新岗(1981—),男,陕西富平人,西安航空职业技术学院航空制造工程系计算机辅助设计与制造教研室讲师,工学硕士,研究方向为计算机辅助设计与制造、数控加工,(E-mail)xgfo@163.com。
(编辑 李秀敏)