数控活塞车床直线伺服刀架的设计*
2012-09-12宋东超
宋东超
(安阳鑫盛机床股份有限公司,河南安阳 455000)
数控活塞车床直线伺服刀架的设计*
宋东超
(安阳鑫盛机床股份有限公司,河南安阳 455000)
活塞裙部异型外圆加工是活塞加工的关键,文章针对活塞裙部非圆加工的特点,提出一种由两套直线电机背对背安装的结构形式,研制出一种可以实现高频响微进给大推力的直线伺服刀架。该刀架结构简单、调试操作方便,为我国高档活塞的加工提供一种有效的加工设备。
数控活塞车床;直线伺服刀架;直线电机;中凸变椭圆活塞
0 引言
使用数控车削方法加工中凸变椭圆活塞,在主轴高速旋转的情况下,要求刀具在轴向运动的同时,径向保持高速高精度往复运动,以加工出椭圆截面和中凸曲线,并具有高速、高频响的特性,为了满足以上要求,刀具的径向直线运动需要一种能够提供高速度、高加速度、高精度运动的直线驱动装置。国内外目前已开发出多种微进给伺服刀架如电液伺服式、电磁吸铁式、伺服电机-滚珠丝杠式、压电执行装置等。但存在传动间隙无法消除、精度低、动态响应慢、噪音大、能耗高等问题,无法满足高频响、高精度非圆加工的需求。
1 数控活塞车床加工活塞原理
中凸变椭圆活塞数控车削加工原理如图1所示。利用车床车削外圆的特性,使用刀具车削出角度为θ的多段插值曲线(直线、弧线、样条曲线等)来逼近设计的椭圆曲线。在数控车削加工中凸变椭圆活塞时,主轴带动工件旋转,X、Y、Z轴按照程序设定的轨迹运动。同时高频响直线电动机带动刀具做高频高精度往复运动,从而加工出椭圆截面。

图1 中凸变椭圆活塞数控车削示意图
首先根据活塞加工的特点对机床所需的运动进行分析。活塞加工所需的机床运动可分为成形运动和辅助运动,其中成形运动包括工件的旋转运动以及X轴、Y轴和Z轴的进给运动,径向进给运动采用X,Y轴叠加的复合进给系统。其中X轴的径向进给运动采用高精度滚珠丝杠和高精度交流伺服进给电机驱动;Y轴为高频振荡轴,采用直线电机驱动,是活塞加工中最重要的部分,X、Y、Z均配备高精度直线导轨和高精度光栅尺;可以完成三轴联动,并且可以实现连续可调。活塞加工中,依靠该刀具的往复运动完成对活塞表面的椭圆部分进行加工。
2 直线伺服刀架的设计与计算
2.1 结构设计
直线伺服刀架结构如图2所示,主要有6个部分组成,包括底座、运动滑板、左、右直线电机、直线导轨、压块等。为了提高直线伺服刀架的高频响特性,必须从以下两个方面考虑:①对运动部件进行轻量化设计;②提高运动部件的动态特性。
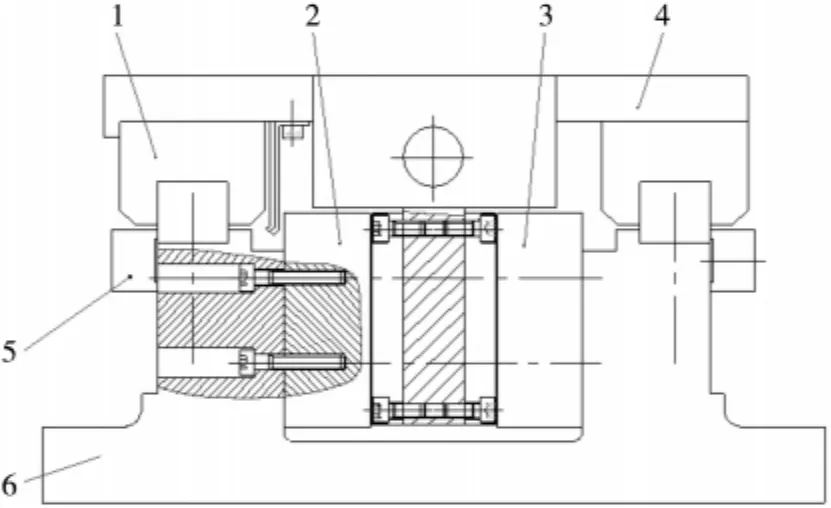
图2 直线伺服刀架结构图
2.1.1 进行运动部件单元的轻量化设计
直线伺服刀架运动部件主要包括运动滑板、直线导轨滑块、直线电机磁板等;由于刀架行程较短,直线电机的磁板重量比线圈重量轻很多,且磁板不发热,因此采用了磁板移动、线圈固定的结构。运动滑板材料采用镁铝合金,这种材料温度变形系数较小、硬度高、不易变形,经轻量化设计后重量只有3.5kg。通过以上方面的设计,达到了运动部件的轻量化目的。
2.1.2 提高运动部件的动态特性
为了提高直线伺服刀架的动态特性,首先进行了结构布局设计,对直线电机安装采用双电机对称结构安装,最大发挥直线电机的功能。直线电机安装方式有单电机布置和双电机布置等方式。单电机布置具有结构简单,零部件易加工、安装维护方便等优点;但是推力小,且工作台受电磁吸力变形较大,同时影响运动部件的加速度。双电机对称布置结构相对复杂,由于电机对称布置,能够消除两电机磁板和线圈之间磁吸引力的影响。保证运动滑板不变形。具有推力大、运动精度高的优点;可以提供高的速度和加速度。
考虑到直线导轨的行程较短,并且频响很高,在直线导轨的选择上充分考虑了直线导轨的寿命对整体刀架的影响。本导轨采用带保持器的直线导轨,钢球之间不直接发生碰撞,同时钢球由保持器引导,朝循环方向排列,润滑充分、运动顺畅,可以实现短行程的平滑而稳定的运动。
经过以上两个方面的考虑本刀架结构设计能够满足直线伺服刀架高频响、高精度的要求。
2.2 直线伺服刀架的计算
2.2.1 推力计算
考虑活塞加工特点,主轴每旋转一周,刀具需要做两次往复运动。故在主轴1500r/min,刀架往复运动50次/s(50Hz),主轴3000r/min,刀架往复运动100次/s(100Hz)。
振荡频率:最高100Hz(即1/200s完成一次加/减速过程),常规50Hz;
振荡距离:0.1mm(100Hz);1mm(50Hz);(振荡距离随振荡频率升高而缩短);
运动部件质量为:直线电机0.9kg+滑板3.5kg+其他运动部件4.02kg=7.12kg;
摩擦系数(导轨):0.005;
额定推力:由于该轴始终处于振荡状态,即加/减速状态,因此,在加速过程中的推力(最大推力)应该在电机的额定推力范围内。FANUC LiS900A1/4电机的额定推力为600N;有效推力为:600N。
(1)100Hz振荡频率下的计算情况:
振荡距离为0.1mm
根据L=(1/2)a×t×t可知 a=2L/t2
故:

根据F=m×a可得F=7.12×8=56.96N
(2)50Hz振荡频率下的计算情况:
振荡距离为1mm
根据L=(1/2)a×t×t可知 a=2L/(t×t)
故:

根据F=m×a可得F=7.12×20=142.4N
因此,600N>142.4N。
故最大切削力在行程为1mm时:

2.2.2 切削力计算
该机床精加工时,进给率 f=0.15mm/r;切深ap=0.1mm;
粗加工时,进给率 f=0.15mm/r;切深 ap=0.2mm;
因为小型活塞材料主要为铝合金,单位切削力:

故最大切削力为FZ:

故2台直线电机iS900A1/4可以满足设计要求。
3 结束语
本文所设计的高精度数控活塞车床直线伺服刀架应用在我公司开发的ADG15P数控活塞车床上经过切削实验,在主轴转速2500r/min,加工活塞长短轴变化量可以达到0.3mm。活塞裙部轮廓度0.002mm,达到了设计要求,加工的活塞零件表面粗糙度、精度一致性良好。
通过直线伺服刀架的设计,为了进一步提高直线伺服刀架的性能参数指标,需要在更轻质的运动部件,更大推力的直线电机,更耐磨的直线导轨做大量的工作。
[1]李绪成.直线电机在数控机床中的应用及发展趋势[J].世界制造技术与装备,2005(6):71-73.
[2]蒋朝霞.直线电机在数控车床上的应用[J].电机与控制应用,2007,34(10):57-59.
[3]潘超,左健民,汪木兰.数控机床用直线电动机的选型及分析[J]. 中国制造业信息化,2007,36(13):56-59.
[4]邓中亮.非圆零件车削技术[M].北京:人民邮电出版社,1998.
[5]潘宝俊,唐文献.数控机床加工程序编制及制造一体化[M].北京:中国标准出版社,1998.
The Design on Linear Servo Toolpost of CNC Piston Lathe
SONG Dong-chao
(Anyang Xinsheng Machine Tool Co.,Ltd,Anyang Henan 455000,China)
Piston skirt is a key problem in the processing piston turning.This paper focus on the characteristic of noncircular turning,put forward a sort of configuration with two Linear Motor installed back to back,developed a high frequency micro-feed Linear servo carriage system.The carriage structure is simple,operation and commissioning easy.For China’s high-grade piston processing provides a set of idea processing equipment.
CNC piston lathe;linear servo toolpost;linear motor;middle-convex and ellipse piston
TH16;TG65
A
1001-2265(2012)01-0093-03
2011-04-18;
2011-07-05
国家科技重大专项“高档数控机床与基础制造装备”项目(2011ZX4002-132)
宋东超(1969—),男,河南安阳人,安阳鑫盛机床股份有限公司研发中心高级工程师,从事数控机床设计、工艺管理工作,(E-mail)weifg366@163.com。
(编辑 赵蓉)