BP神经网络在预测注塑模型腔温度中的应用
2012-09-04夏文胜
成 岗,刘 虎,夏文胜
(盐城工学院,江苏盐城 224001)
注塑成型过程是一个复杂、非线性的过程,影响其结果的因素很多。其中,模具型腔的温度直接影响塑件的质量与生产效率。在加工过程中,如果型腔各部分的温度差异较大,则会引起塑件收缩不均匀,从而导致塑件变形或尺寸超差。此外,各种塑料都有其最适合成型的模具温度,模具温度过低过高都可能出现成形缺陷(如翘曲,内应力过大),同时会延长塑件的冷却和固化时间,延长成形周期。因此在注塑成形中,必须对型腔温度进行控制,使之适合塑料的成形要求,并使型腔各部分温度差异减小。
通常注塑模的温度控制是通过冷却回路来实现,而正确设计冷却回路则必须准确预测注塑模具型腔的温度。然而,由于影响注塑模型腔温度的因素很多,依据传统的经验公式计算设计,不仅繁琐,而且误差较大。采用BP神经网络系统就可以简化这一过程。
1 人工神经网络
人工神经网络(ANN)是在人类对自身大脑神经细胞认识的基础上,研究发展起来的一种类似于大脑神经突触联接的结构进行信息处理的网络机构。人工神经网络具有自组织、自学习、自适应和非线性动态处理等特点。其可以实现类似人脑的概括、类比和推广等能力,因而可以直接从大量数据中提取规则,通过联想记忆和推广能力来获得所需要的数据。
BP(Back Propagation)网络是一种按误差逆传播算法训练的多层前馈网络。BP网络能学习和存贮大量的输入-输出模式映射关系,而无需事前揭示描述这种映射关系的数学方程。它的学习规则是使用最速下降法(又称为梯度法),通过反向传播来不断调整网络的权值和阈值,使网络的误差平方和最小。BP网络结构模型如图1所示,其是一个多输入单输出的非线性元件。

图1 三层BP网格结构图
BP网络是是目前应用最广泛的神经网络模型之一,理论实践都很成熟,本文就是采用BP网络作为计算注塑模型腔温度的神经网络模型。
2 人工神经网络的设置、训练与运行
本研究中,选用材料为ABS的塑料成形件,塑件厚度为4mm,注射温度220℃,注射压力为120MPa,模具材料为45#钢,冷却水温为30℃,流速1m/s,在定模与动模中环绕3跟连接水管,实验测得部分模具型腔温度如表1所示。
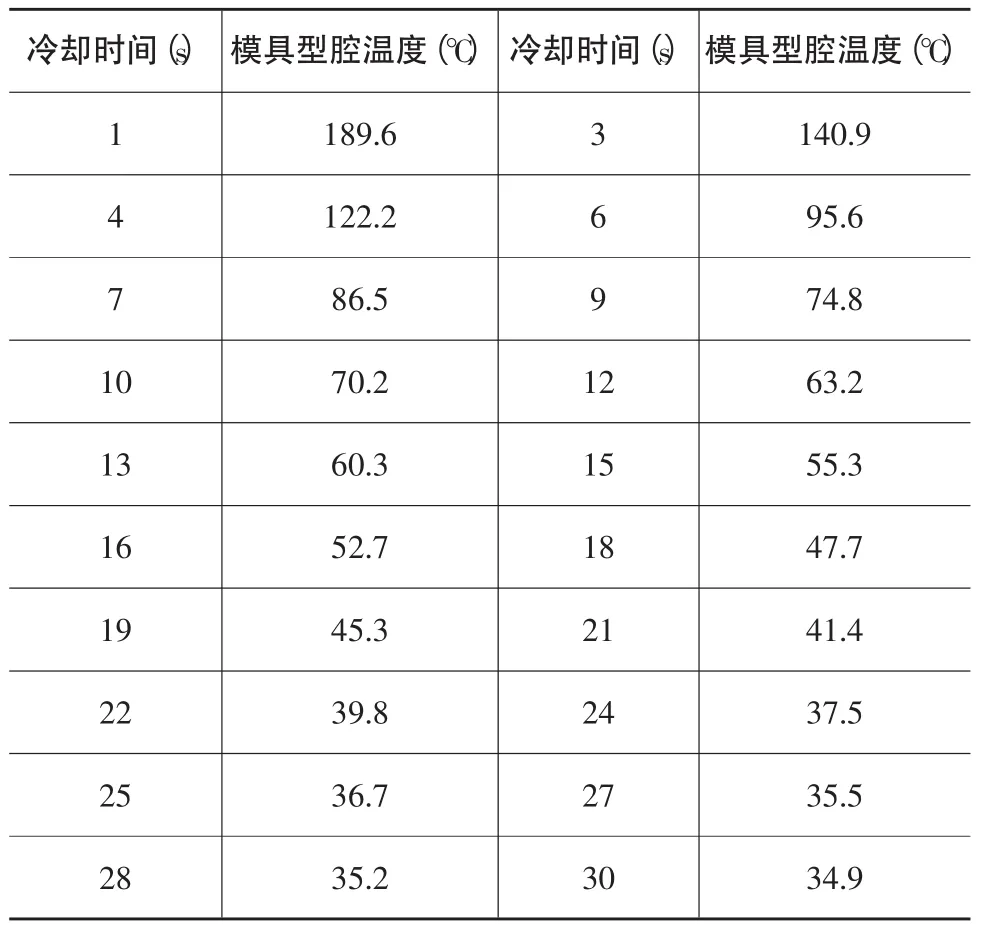
表1 模具型腔温度实验值
现采用单隐层BP网络构建人工神经网络。输入节点为1,对应冷却时间;输出节点为1,对应模具型腔温度;隐层节点数为15。采用Matlab神经网络工具箱的工具函数训练网络。输入层与隐层之间采用tansig函数连接,隐层与输出层之间采用purelin函数连接。设定最小期望误差值sse=0.001,设定最大训练步数mne=20000,设定修正权值的学习效率lr=0.01。人工网络训练过程如图2所示。

图2 BP网格训练流程图
编写M文件。部分源程序如下:

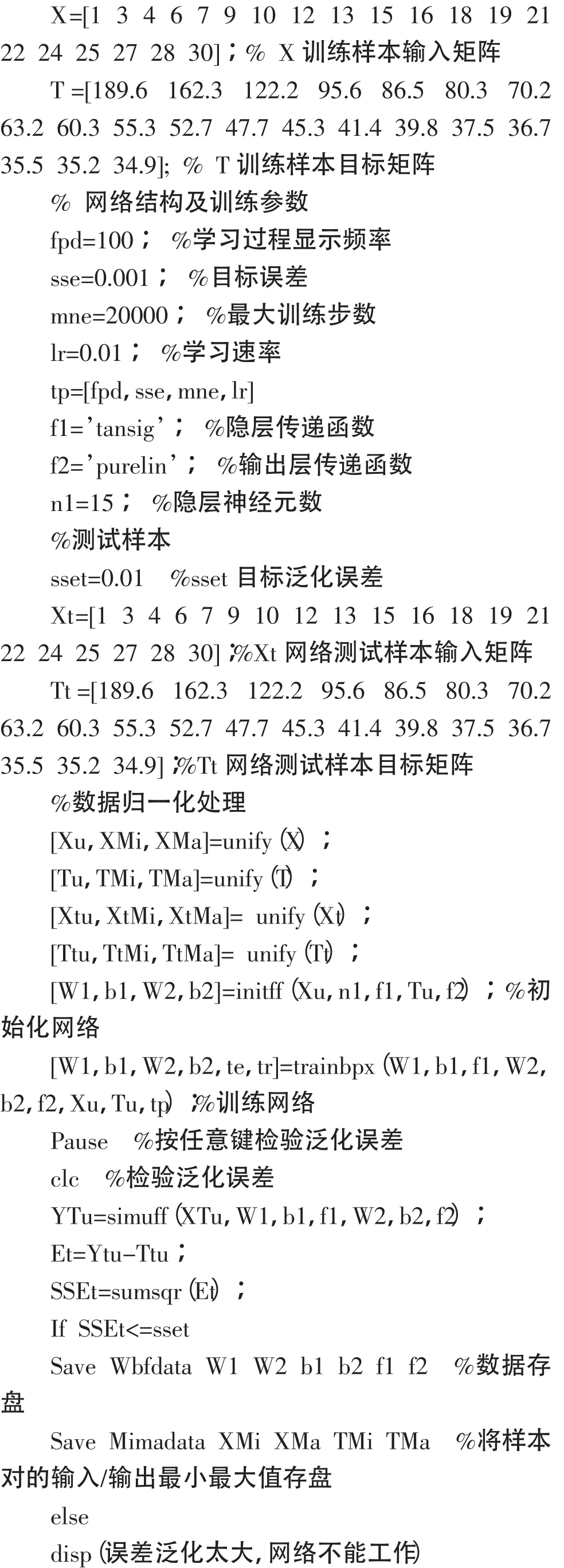
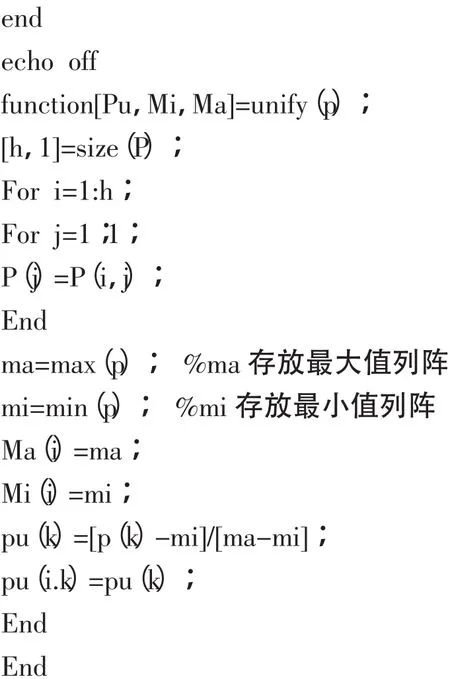
使用Matlab软件运行程序,结果如下:
实际训练次数epoch=6312次,实际误差平方和sse=0.000999445,实际学习效率lr=0.19549。经过训练建立的神经网络模型可以快速预测模具型腔温度,表2给出部分实验值与神经网络预测值的对照表。从表2可以看出,BP神经网络预测温度精度很高,绝对误差小于2℃
3 总结
采用BP神经网络预测模具型腔温度,其预测结果与实验结果比较吻合,绝对误差在2℃以内,有很好的使用效果。在此基础上,其可以用来优化注塑模结构和冷却系统的设计,以提高产品的质量和减少冷却时间,缩短模具成形周期,提高生产效率。

表2 BP神经网络预测值与实验值的比较
[1]董长虹.matlab神经网络与应用[M].北京:国防工业出版社,2007.
[2]焦李成.神经网络系统理论[M].西安:西安电子科技大学出版社,1999:125-186.
[3]李海林,郭志英,李德群.注塑模冷却模拟系统[J].华东理工大学学报,1999,(6):74-76.
[4]刘斌,许建文,江开勇.基于CAE和神经网络的注射成型工艺参数优化[J].工程塑料应用,2007(11):78-80.