37万t/a聚氯乙烯装置提高PVC产品质量的措施
2012-08-16石龙
石 龙
(中国石油化工股份有限公司齐鲁分公司氯碱厂,山东 淄博 255410)
齐鲁石化氯碱厂37万t/a聚氯乙烯装置是2004年引进美国西方化学公司的悬浮法PVC生产技术,装置设计能力为50 t/h,2条生产线。采用6台135 m3聚合釜,2台大型穿流式筛板塔,4台离心机,2台尼鲁流化床干燥器,目前,生产4种牌号QS系列PVC树脂。
装置在生产中,产品质量出现了许多问题,经过攻关和技术改造,实现了产品质量稳定提高。
1 影响聚氯乙烯树脂质量的因素分析
1.1 VCM残留高的原因
37万t/a PVC装置聚合转化率为80%,为了达到设计产量,增加了引发剂用量,缩短了聚合时间,这样,PVC浆料中氯乙烯含量偏大,而汽提塔处理PVC浆料的能力是根据原始数据设计的,因此,汽提塔无法在设计工况下运行,导致新装置残留脱除较为困难。
根据汽提原理,处于玻璃化温度(75~78℃)以上的PVC树脂分子的振动动能加快,有利于PVC颗粒孔隙中的VCM脱吸,玻璃化温度是进塔浆料的最低温度。影响汽提塔塔顶温度主要有4个方面,一是受汽提塔压差的限制,蒸汽进料量较小;二是螺旋板换热器的换热面积较小,换热能力较低,达不到要求;三是如果进料槽的浆料温度比较高,就比较容易使汽提塔塔顶温度控制在75℃以上;四是汽提塔塔顶喷淋注入水为常温,降低了汽提塔进料温度[1]。
实践证明,如果进塔浆料温度低,则很难通过加大蒸汽用量来提高塔顶温度,塔顶温度达不到指标,汽提塔操作会很困难,导致汽提塔温度控制弹性缩小,塔顶温度稍有波动就会造成VCM残留超标,从而影响产品质量。
1.2 杂质粒子产生的原因
由于聚氯乙烯的热稳定性较差,如果温度超过85℃,聚氯乙烯就会变红,进而变黑,形成红、黑点。由于高分子一般具有时温等效现象,即使温度不高,如果受热时间过长,也会变色变质[2]。
PVC树脂受热变质现象难以彻底消除,因为它贯穿了整个生产工艺中。系统生产过程包括浆料经过的每个装置设备,包括浆料放料槽、汽提塔、闪蒸罐、螺旋板换热器、干燥床,每个设备都存在难以清理的死角,长期过热会产生红、黑杂质。
2 提高PVC树脂质量的措施
2.1 对螺旋板换热器进行改造,稳定操作,降低VCM残留
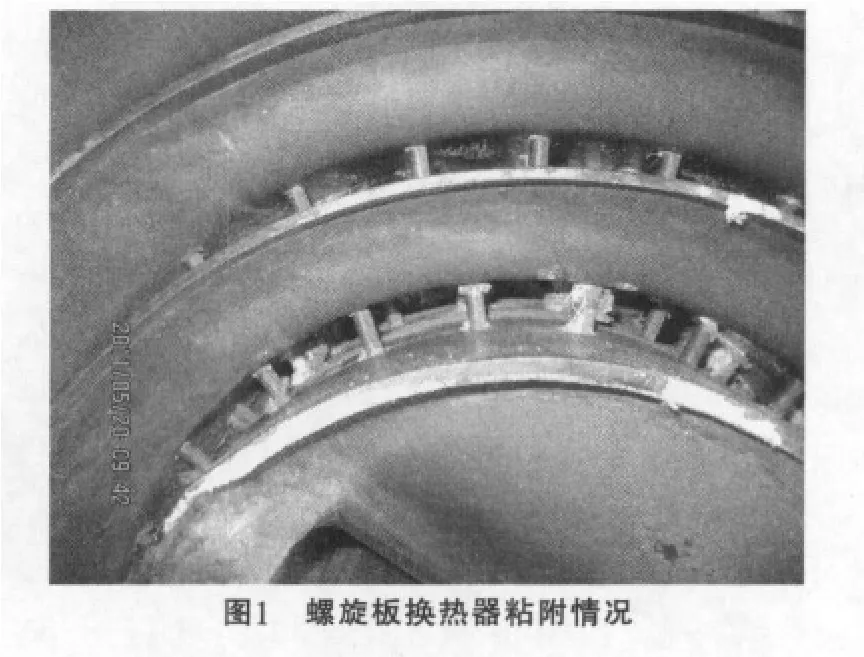
该装置浆料汽提塔采用进出塔物料之间通过螺旋板换热器进行热量交换,回收利用了能量;提高了进塔浆料的温度,节约了汽提塔所需蒸汽;冷却塔底产品,缩短产品的受热过程,降低出现杂质的可能,有利于VCM的脱除。但由于前期用卧式螺旋板换热器,换热面积小,拆卸困难,不利于清理,造成管内物料粘附严重,见图1。长期以来导致换热效果差,致使汽提塔进塔浆料温度低,造成了汽提塔塔顶温度指标偏离,汽提塔产生波动,操作困难,VCM脱除困难。
原螺旋板换热面积为68 m2,由于物料粘附严重,造成换热效果不断下降。经过设计计算,采用了316 L可拆螺旋板换热器。表1为316 L可拆螺旋板换热器设计参数。
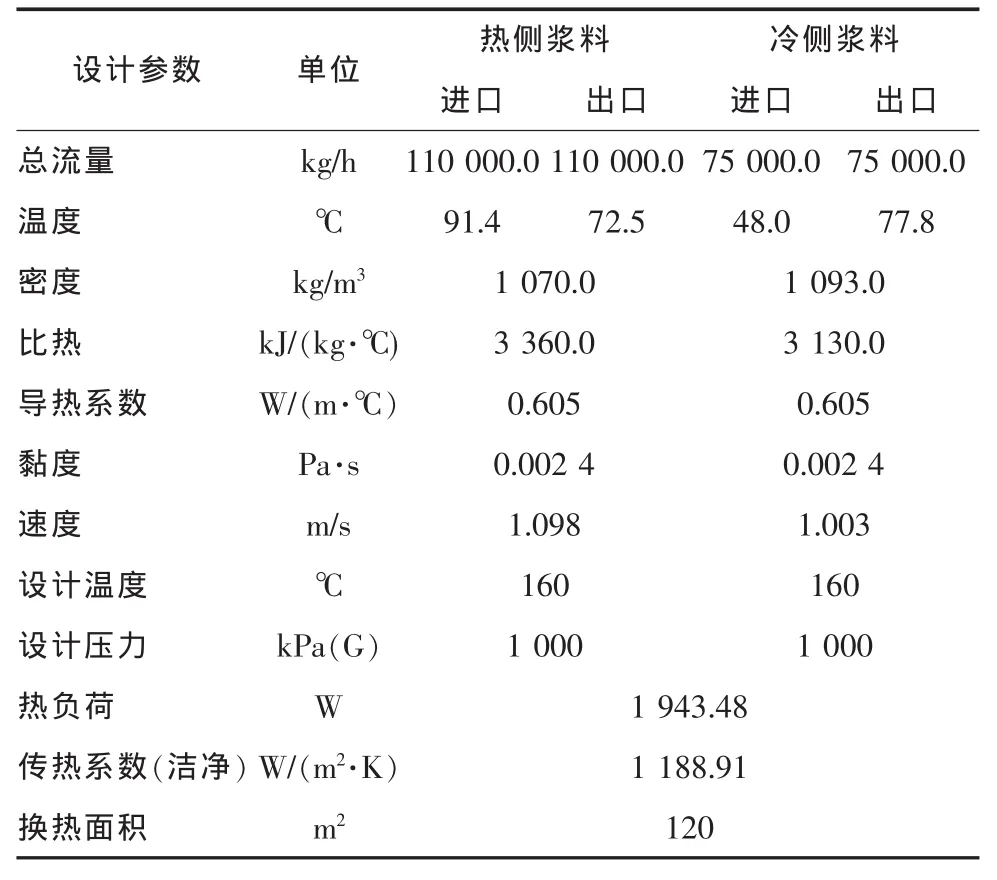
表1 316 L可拆螺旋板换热器设计参数
螺旋板换热器更新后,操作参数明显变化,主要参数变化如表2所示。

表2 螺旋板更新后汽提塔典型操作参数
从2表可以看出,螺旋板换热器更新后,操作参数明显变化,塔顶温度由73℃上升至77℃,汽提塔压差由20 kPa降至15 kPa有利于汽提塔的操作平稳,易于脱除产品中VCM残留。2010年,因为VCM残留不达标造成的PVC非优级品有10次,造成产品VCM残留超标主要原因是汽提塔塔顶温度指标偏离。进塔浆料温度低,导致汽提塔温度控制弹性缩小,塔顶温度稍有波动就会造成VCM残留超标。2011年更新螺旋板换热器后,汽提塔操作明显好转,杜绝了因汽提原因造成的产品中残留VCM超标情况。
2.2 优化汽提运行参数,减少杂质波动
为了保证汽提系统的稳定运行,制定了汽提负荷调整原则。对汽提负荷的调整要重视顺序,即提负荷时,先提浆料进料量,再提蒸汽;降负荷时,先降蒸汽,再降浆料进料量。每5 min或超过5 min调整1次浆料进料量,幅度为≤1 t/h;调整1次蒸汽加入量每3 min或超过3 min,幅度为≤50 kg/h。
当汽提塔清洗干净时,一般在1个月内,即使汽提塔出现波动,也很少出现杂质波动。要使汽提塔清洗干净,一是清洗时间不少于6 h;二是冲洗水流量不低于40 t/h;三是汽提塔必须保持一定温度及压差。
在实际生产中,判断杂质的来源非常关键,采取分段取样法,根据杂质颜色辅助判断,杂质的变色情况携带了很大的信息量,并非只是黑黄点,尚可有灰色、浅黄色、黄色、红色、褐色、黑色。干燥引起的变色树脂较为暗淡;汽提造成的相对鲜亮些;灰色一般来自放料槽及进料槽,是长期低温变色的产物;黑色大多来自汽提塔,原因是干燥产生的黑色杂质属于粘合较紧的堆床产物,难于在正常条件下出现。
当汽提发生较大波动或发现杂质超标时,采取的措施是:暂停向进料槽倒料,直至进料槽的液位降至10%,再向进料槽倒1釜料;如果杂质下降不明显,重复上述这项操作,如果杂质下降较多,则恢复正常倒料;同时调整汽提干燥负荷,使浆料不再回流至进料槽,保持这种操作状态,直至浆料中没有明显变色颗粒。
2.3 干燥器旋风分离器回床改造,减少杂质波动
PVC浆料经离心机离心干燥脱水后,含水约25%的离心滤饼进入流化床干燥器,充分干燥后,使PVC树脂含水量达到0.4%以下,从干燥器出料后经振动筛过滤,风送至包装料仓。干燥器部分物料在引风过程中进入一级旋风分离器,其中,又有一小部分进入二级旋风分离器,而二级旋风分离器分离后的物料不经过干燥器出料旋转阀的控制,而是直接进入振动筛,因此,二级旋风分离器分离后的物料如果发生量的变化或干湿发生变化,会使输送风机的压力发生很大的变化,可能造成输送旋转阀连锁,导致生产负荷发生波动,产生杂质。
在二级旋风分离器增加1条回床管线,将二级旋风分离器分离后的物料回到干燥器二段,二级旋风分离器分离后的物料无论发生量的变化或干湿发生变化,都在干燥器二段得到重新调整和控制,从而保证了系统的稳定运行,减少杂质波动。
3 小结
经过不断技术创新和优化改造,解决了37万t/a聚氯乙烯装置的生产难题,装置生产实现了经济稳定运行,保证了产品质量的稳定性,使产品的优级品率进一步提高,以高质量产品赢得市场。
[1]邵 平.如何正确操作浆料汽提塔.聚氯乙烯,2002,(5):52-54.
[2]陈 军.聚氯乙烯成品中杂质粒子产生的原因及其对策.聚氯乙烯,2002,(2):61.
