万向轴轴承外圈滚道挡边位置尺寸测量方法的改进
2012-07-21张士刚董彩军
张士刚,董彩军
(哈尔滨轴承集团公司 哈尔滨 150036)
1 万向轴轴承外圈结构
万向轴轴承外圈结构如图1所示,外圈的宽度和直径尺寸相当,与普通轴承相比属于细而高的结构,一面几乎处于封闭状态,另一面挡边尺寸较小,外圈滚道挡边到端面位置尺寸H是关键尺寸,其精度直接影响轴承质量。目前对尺寸H的测量采用样板检测,但判断合格与否比较困难。因此,有必要开发测量万向轴轴承外圈滚道挡边位置尺寸的专用仪器,以更好地控制轴承质量。
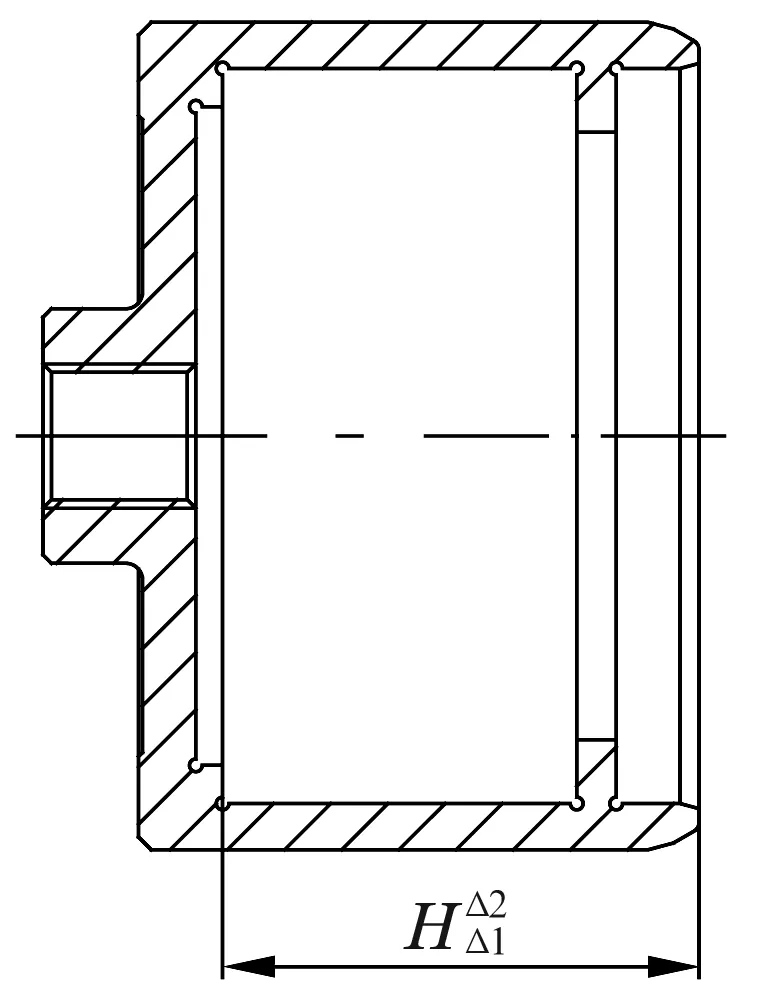
图1 万向轴轴承外圈
2 改进前测量方法
由于万向轴轴承结构的特殊性,开口一面的挡边尺寸较小,为了测量滚道挡边位置尺寸H,把样板设计为工字型,以便样板能较容易进、出被测轴承滚道。样板进、出滚道的方法如图2a所示,按图示方式将样板插入被测轴承外圈滚道中进行测量,判断H合格与否。图2b为样板的结构,滚道挡边位置样板分为大范和小范,带圆形豁口的一面为小范,不带圆形豁口的一面为大范,尺寸分别为:Hmin=H+Δ1,Hmax=H+Δ2。
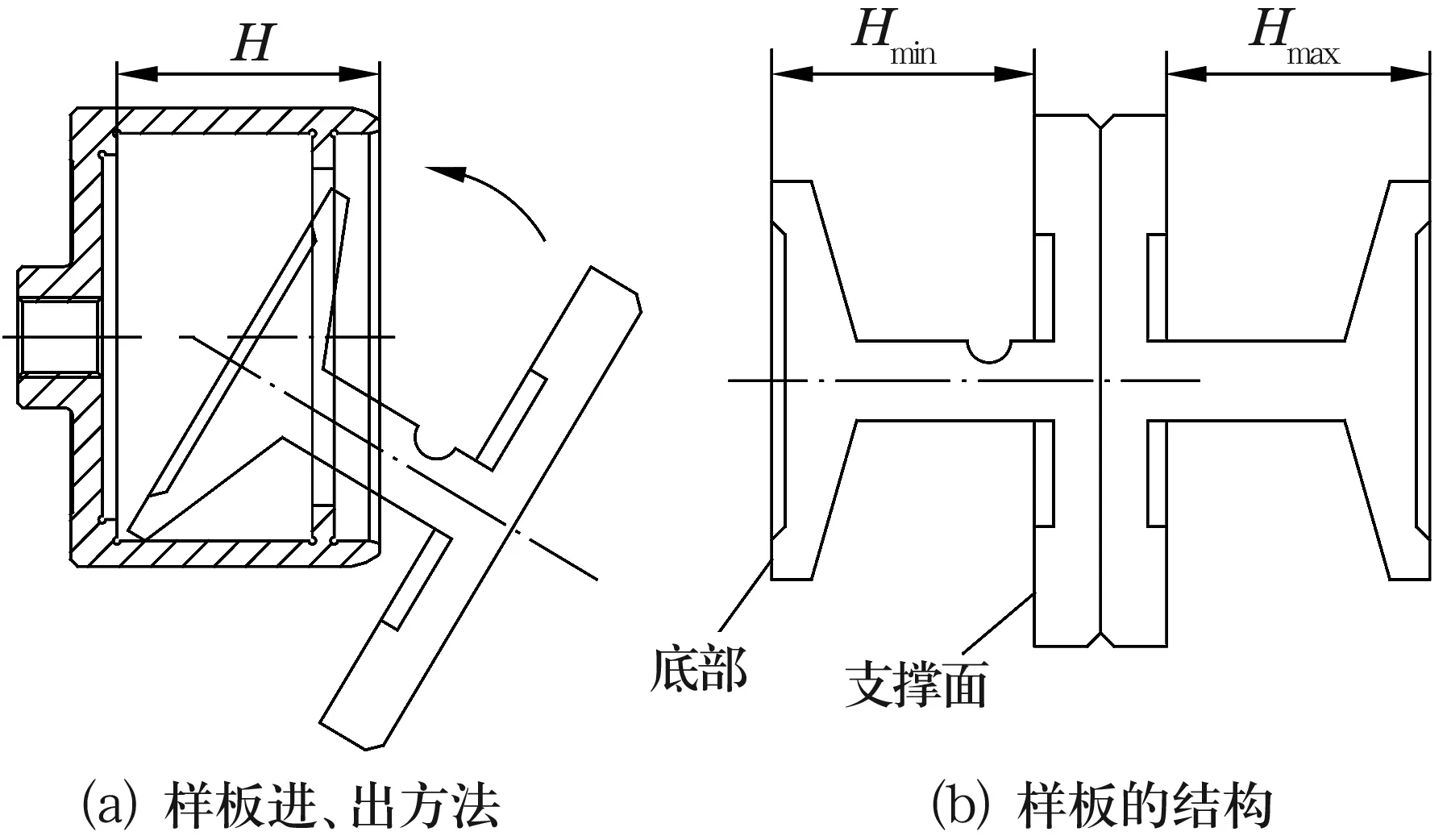
图2 外圈滚道挡边位置样板
样板测量判断尺寸合格与否的方法如图3所示。小范进入滚道后,样板的底部与被测轴承滚道挡边留有缝隙,样板的支撑面与被测轴承端面无缝隙;而大范进入滚道后,样板的底部与被测轴承滚道挡边无缝隙,样板的支撑面与被测轴承端面留有缝隙,表明该被测轴承外圈滚道挡边位置尺寸合格。如果小范进入滚道后,样板的支撑面与被测轴承端面留有缝隙,表明被测轴承外圈滚道宽度尺寸小,为不合格品;如果大范进入滚道后,样板的支撑面与被测轴承端面没有缝隙,表明被测轴承外圈滚道宽度尺寸大,也为不合格品。用样板大、小范判断合格与否比较困难,且测量效率低,而通过测量套圈底厚来控制滚道挡边位置,也只能间接保证产品质量,因此,必须对测量方法进行改进。
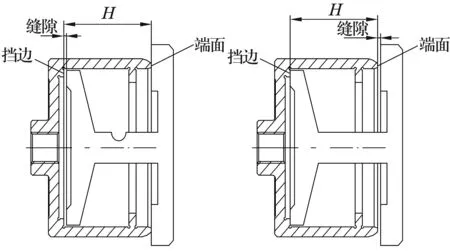
图3 样板判断滚道挡边位置尺寸合格与否的方法
3 改进后测量方法
改进后测量方法如图4所示,采用标准件比较测量法,可直接测量轴承滚道挡边位置尺寸。该仪器主要由底座、垫台、杠杆、测量仪表、立柱等组成。测量原理为:垫台放在底座上,被测轴承套在垫台上,杠杆和测量仪表一起在立柱上滑动,垫台的上工作面支撑在被测轴承的滚道挡边上,测点打在被测轴承的端面上,通过标准件进行比较测量,可直接测出被测轴承滚道挡边位置尺寸H的数值。
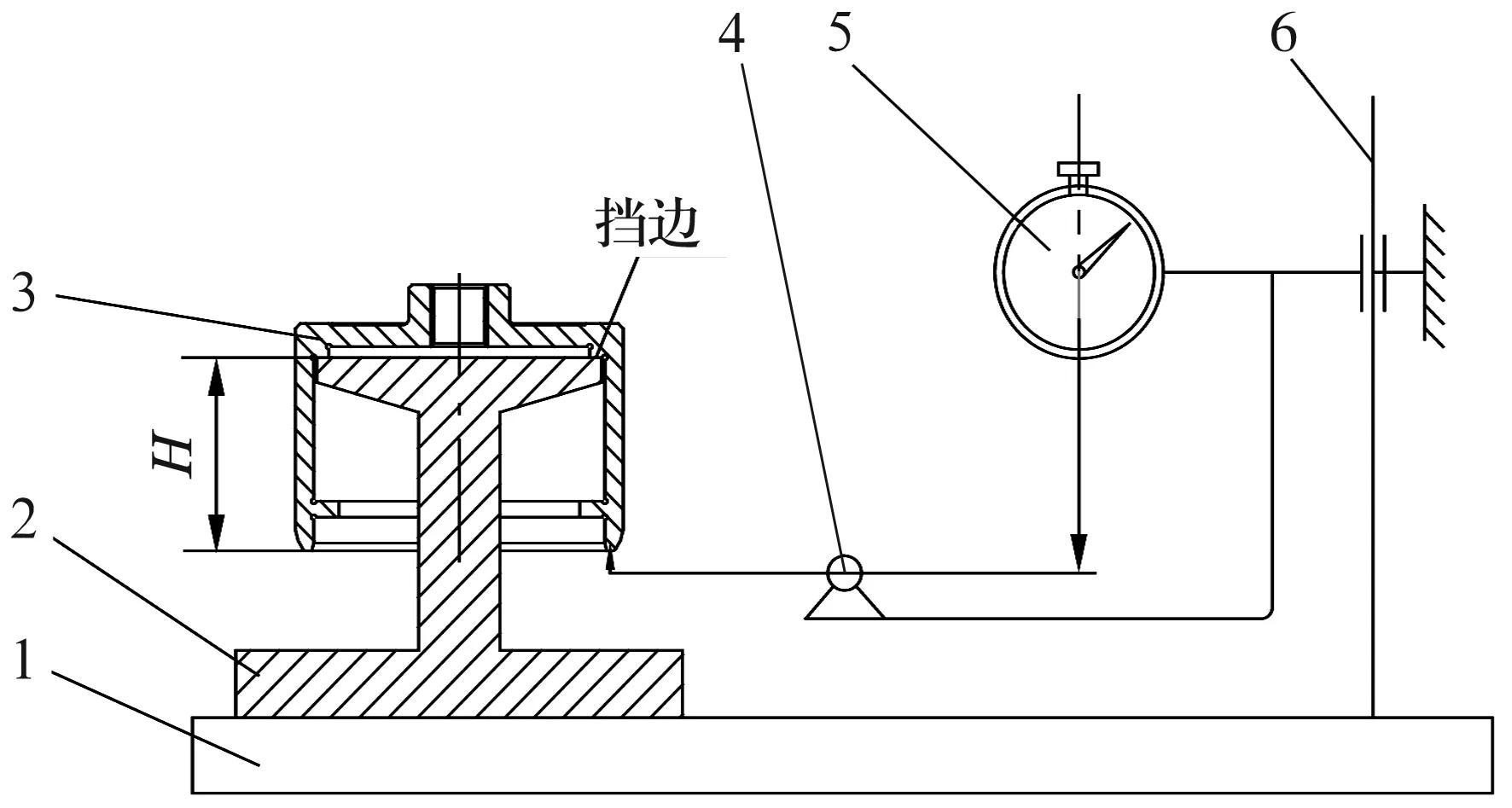
1—底座;2—垫台;3—被测轴承;4—杠杆;5—测量仪表;6—立柱
采用改进后方法测量,虽然测量数值比较直观,但标准件的计量是个难题,若标准件在产品中挑选,由于万向轴轴承结构的特殊性,很难准确计量出外圈滚道挡边位置尺寸H的实际数值。因此,设计了组合标准件,如图5所示。套筒的高度为外圈滚道挡边位置尺寸H,套筒加工容易且尺寸精度高,在套筒的上面放上盖板,并用螺钉固紧,盖板的底面视为被测轴承滚道挡边,套筒和盖板连接为一整体,作为组合标准件,该标准件只需计量出套筒的高度值即可。
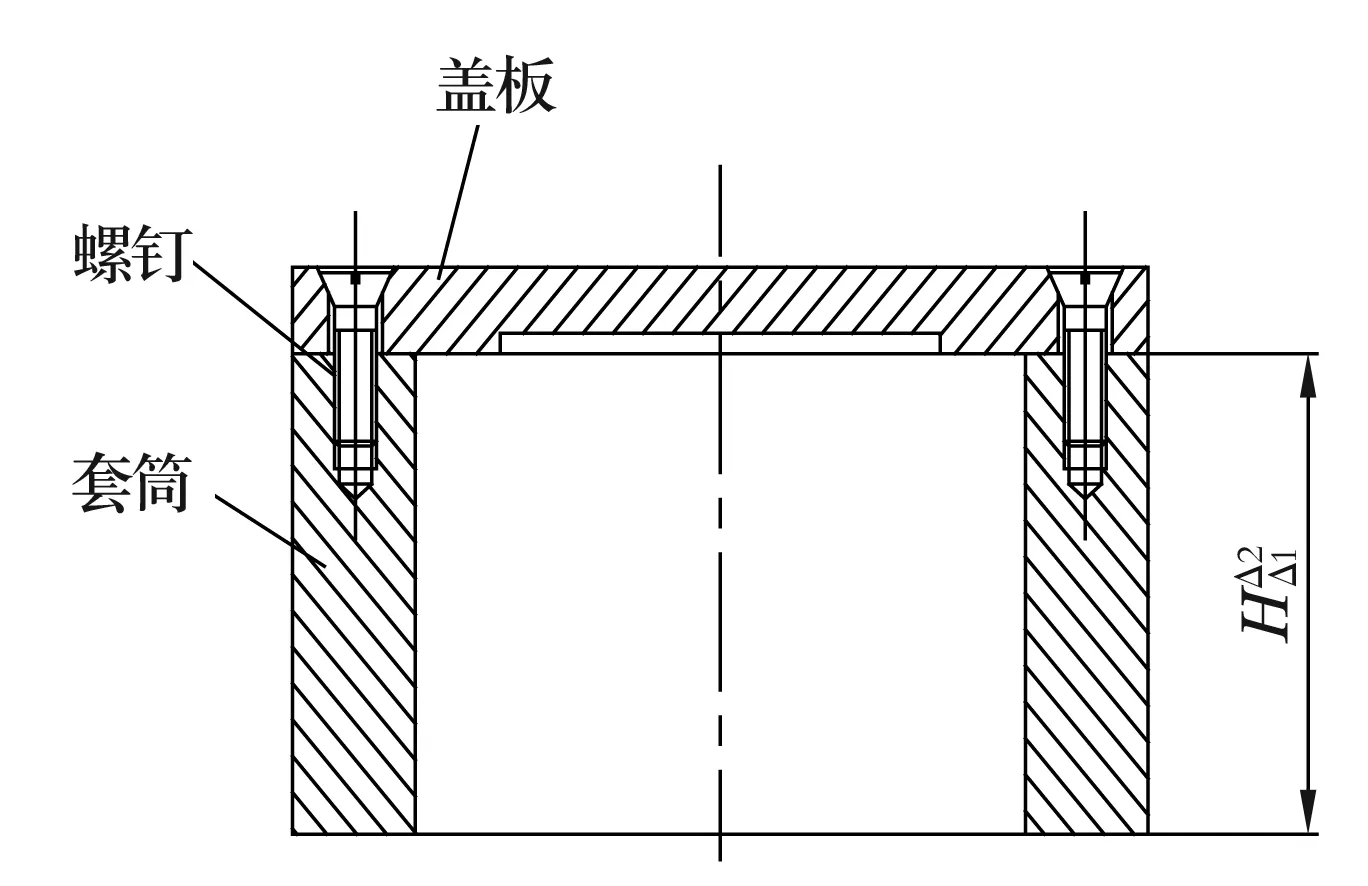
图5 组合标准件的形式
4 结束语
采用样板测量判断万向轴轴承外圈滚道挡边位置尺寸的方法,检测效率低且无法检测出滚道挡边位置尺寸具体数值,改进后的专用检测仪器采用组合标准件进行比较测量,可大大提高测量效率,测量数值也比较直观,完全能保证产品质量。