基于线阵CCD的极片缺陷检测系统
2012-07-17刘妍
刘 妍
(中北大学,山西太原030051)
锂离子电池作为第三代动力电池的代表,因具有工作容量大、循环寿命长、自放电率低等优点,已广泛应用于军事和民用小型电器中。电池极片的好坏是影响电池质量的重要环节,但是国内电池极片涂布几乎是采用人工检测,而大部分电池极片的缺陷目标较小,因此,采用人工视觉检测存在劳动强度大、速度低、易受人为因素影响、误检率和漏检率较高。本系统利用光电检测技术实现电池生产过程中的颗粒、露箔等极片缺陷检测,消除因露箔等极片缺陷所带来的安全隐患[1]。

图1 极片结构图
由极片结构图可以看出每一段极片都包括涂布和金属两部分,其中涂布表面有碳粉等化学物质,能够储存化学能。而金属部分通过离子的运动实现电能向化学能的转换。极片分为正极片和负极片,正极片的金属一般是铝箔,负极片的金属一般是铜。极片在卷绕成电池之前还需要进行焊极耳和贴胶带。贴胶是为了将金属与涂布衔接的地方盖住使极耳不外露,从而提高电池质量,保证电池的稳定性[2]。
表面平整、光滑、涂布均匀、无褶皱、无金属外露、无积尘、无划痕、无气泡、无黑点的极片称为好的极片。本系统可以识别出突出极片0.5 mm以上的颗粒、小于0.2 mm×0.2 mm的露箔区,检测速度大于15 m/min,满足极片检测的准确性和检测效率[3]。
1 系统结构
CCD极片缺陷检测系统是利用光学成像的方式,直接获取极板表面的图像。而极板上露箔区域和涂覆碳区域在配备辅助光源的情况下,以不同的灰度显示于图像上。通过对所获取的图像进行处理、识别,进而判断极板上是否存在非碳的露箔区域和其他缺陷区域[4]。

图2 CCD检测系统总体框图
由图2可以看出CCD检测系统主要由四部分组成:光学系统(包括光源、反光镜、工业CCD相机)、数据采集系统、图像处理子系统、信息提示子系统。
1.1 工业级CCD相机
被测对象的光信息通过光学系统,在CCD的光敏面元上形成光学图像,CCD器件把光敏元上的光信息转换成与光强成比例的电荷量。用一定频率的时钟脉冲对CCD进行驱动,在CCD输出端得到被测对象的视频信号。视频信号中每一个离散电压信号的大小对应着该光敏元所接收的光强强弱,而信号输出的时序则对应CCD光敏元位置的顺序。通过后续处理线路对CCD输出的视频信号进行相关的图像处理后,将被测目标从背景中分离出来,为进一步的图像处理和分析做准备。
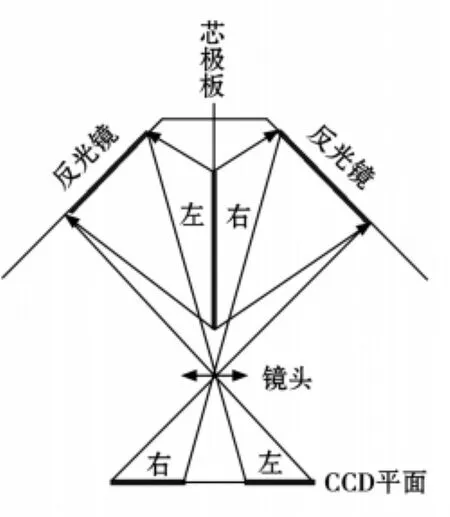
图3 检测平面示意图
我们对芯极板的两侧涂布同时进行检测,为了节省成本,采用反射镜先将芯极板的两侧分别成像于芯极板两侧的反射镜中,再通过CCD相机获取反射镜中的芯极板图像,如图3所示。为了保证反射镜的图像能成像于CCD上,反射镜应与芯极板平面成一定夹角,CCD相机的光轴与芯极板切向重合。
1.2 数据采集系统
在图像数据传输方面,以太网可以高速传输和存储图像数据,不容易引起数据帧的丢失,系统功耗小等特点,可以完全满足系统的实时图像数据处理的要求。同时,由于几乎所有的编程语言都支持以太网的应用开发,具有很好的发展前景[5]。因此,根据项目实时在线检测需求,选用高速CCD相机并配以太网的采集模式,采集图像数据。
1.3 数据处理系统
所采集回来的芯极板表面图像是以灰度的形式表征涂覆碳和露箔区域,如果不配以相应的图像处理功能,则只能通过人眼进行判断,这样就不符合自动化生产的需求,因此必须对所采集到的图像进行处理、分析和理解,识别当前检测区域中是否存在露箔和颗粒等缺陷区域。对于该图像处理主要涉及两个关键技术:图像分割与基于脉冲检测的图像中目标位置提取。
1.4 信息提示系统
该子系统可以根据数据处理子系统所输出的信号,进行检测结果提示。提示方法可以根据需求提供蜂鸣提示和图形提示。
2 结论
本系统已被合肥国轩高科动力能源有限公司采用,选择2k分辨率的线阵CCD相机,经检测,可以识别出突出极片0.5 mm以上的颗粒、小于0.2 mm×0.2 mm 的露箔区,检测速度大于15 m/min,满足极片检测的准确性和检测效率等要求。
[1]吴宇平.锂离子电池:应用与实践[M].北京:化学工业出版社,2004.
[2]贾云得.机器视觉[M].北京:科学出版社,2000.
[3]盛遵冰.机器视觉图像检测与定位系统关键技术研究[D].哈尔滨工业大学,2009.
[4]刘学山.基于机器视觉的锂离子电池极片检测系统的研究与设计[D].华南理工大学,2010.
[5]王伟,郑永果,卫文学.基于机器视觉的在线电池检测系统研究[J].系统仿真学报,2006,18(z1):425-426,429.