影响无氟冰箱制冷管路焊接质量因素分析
2012-07-10莉1阳2
张 莉1,雷 阳2
(1.新飞电器有限公司,河南 新乡 453002;2.中韩科技有限公司,江苏 常州 213100)
1 前言
如果将压缩机比喻为冰箱的心脏,那么管路无疑就是冰箱的血管,制冷剂就是血液。如果血管堵塞或者泄漏,血液不能流动或者泄漏,那么带来的后果只能是冰箱丧失其最基本的功能——正常制冷。管路焊接是将各个管路连接、将整个制冷系统密封起来的重要手段。因此,焊接质量在一定程度上反映了制冷家电产品的质量,也间接体现了一个家电企业的质量控制水平。
2 影响焊接质量的因素及控制要点
2.1 焊接前准备
(1)良好的管路配合和合适的管路接头公差。
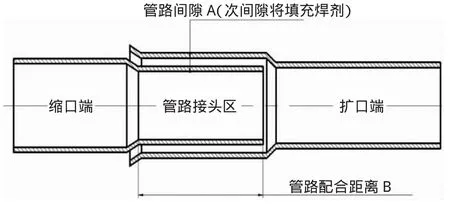
图1 一般的管路接头示意图
控制要点1:管路间隙A
管路间隙在小于0.38mm时才会产生毛细作用;管路间隙小于0.0254mm时,毛细作用失效。另外,不同的金属膨胀系数不同,部件加热时膨胀系数不同,间隙也不同,也就是说,铜铜焊接和铜钢焊接所需要间隙是不同的。例如:铜膨胀较快,因此铜管作为扩口端,钢管作为缩口端时的间隙应该比两根钢管的间隙稍小些。
管路间隙过大,焊剂从间隙中流过,无法产生良好的接头;管路间隙过小,毛细作用失效,焊剂无法进入缝隙,引起泄露。在制冷家电中,一般控制管路间隙A=0.15~0.25mm之间。
控制要点2:管路配合距离B。
管路配合处的管路间隙处,在焊接后将会形成一圈紧密的钎料圈(钎缝),钎缝连接管路配合距离内的两根管路。
管路配合距离过大,浪费焊剂,增加成本且末端处钎缝形状不规则;管路配合距离过小,接头强度不能保证,更严重的是容易焊堵。一般的管路配合距离B=13~18mm。
(2)管路清洁度。焊剂附着面不清洁,焊剂不能附着在被焊接金属上。毛细作用的强弱取决于焊剂附着面的清洁度。管路焊接前,管路扩口端的内壁和管路缩口端的外壁如果有异物(脏污、水分、油脂、锈斑等),会严重影响焊接质量。
另外,被广泛采用的镀锌减径薄壁钢管的镀锌层对钎焊接头的致密性有影响,在焊接之前必须完全清除。镀层如果清除不彻底,致密性不好,导致焊漏。因此,在管路配合时,缩口端表面的镀锌层必须完全砂光。
(3)助焊剂。控制要点:助焊剂的使用方式,残余的焊膏有强烈的腐蚀性,可以掩盖泄露,残余物与水反应后产生的物质会导致管路泄露。焊膏涂抹过少不能保证钎料有良好的流动性;焊膏涂抹过多时焊接时产生气泡,影响焊接质量。
(4)结构合理的管路装配与支撑。
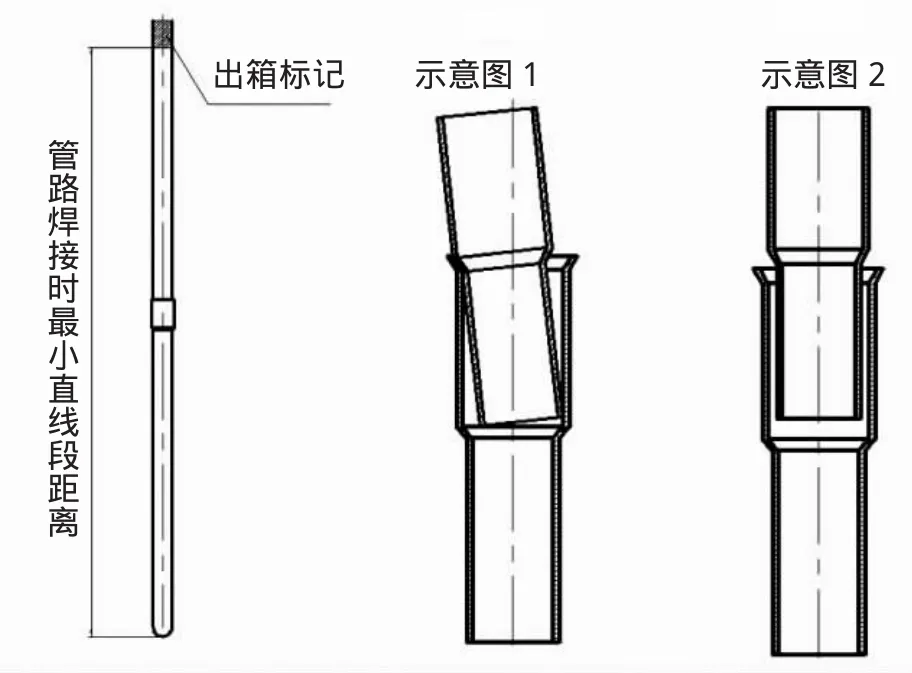
图2 管路制配支撑图
一切合理的管路焊接装配尺寸都是为了减震、消除内应力保证焊剂可以均匀、良好的流动且焊接后结构不反弹。扩口端与缩口端的不同心度差异达到0.1~0.2mm时,焊接压力不稳定,易出现裂缝。
管路从箱体中伸出的长度短、无减震结构可能导致管路焊接后接头区断裂(示意图2);管路装配时管路歪斜,内应力大,在焊接过程中管路变形,形成断裂源(示意图1)。管路焊接时的最小直线段距离应大于150mm。
2.2 焊接
(1)充填金属加热(合金流动:焊剂充满焊缝的过程)。焊剂总是向温度高的方向流动。焊接时,应在扩口端加热被焊接管路,待管路变红时,缓慢向上移动加热扩口端与缩口端交界处,使焊环自然融化。加热不均匀,接头间隙未填满,形成焊接质量隐患。焊接温度过高,易产生过烧甚至有气孔及氧化物。
(2)焊接方法。加热方法直接影响焊接质量。焊接温度过高,容易烧裂管路,造成焊堵。单头焊枪焊接方法如3所示;双头焊枪焊接要领如图4所示。双头焊枪的焊嘴端间距应控制在15~30mm以内;在位置一预热后,缓慢向上移动使焊环自然融化;焊接时,不要将火焰沿管路轴心方向快速来回移动。

图3 单头焊枪焊接
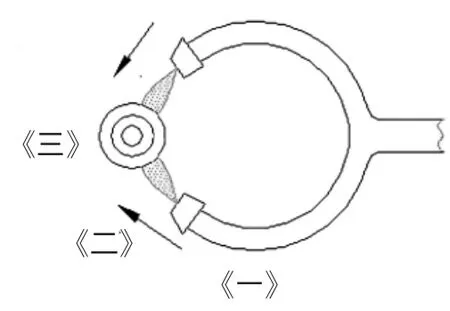
图4 双头焊枪焊接
2.3 焊接后清理
残余的助焊剂有强烈的腐蚀性。可以掩盖泄露,误导管路检漏。残余物与水反应生成盐,导致系统泄露。掩盖泄露,易使泄漏冰箱从企业流入市场。焊渣如果清理不彻底,在一定的环境下,管路在一段时间后会被腐蚀然后导致系统泄露。
焊后应用钳子轻夹焊口,清除残余焊渣,用15%酒精清洗焊口,再用干净毛巾反复擦拭。
3 结语
冰箱管路常见的焊接缺陷有:接头区管路裂纹(折断)、钎缝渗漏、焊堵、间隙未填满等。出现这些缺陷都是由于之前提到的影响管路焊接质量的各个因素没有处理好,通过上述各个因素的分析可以看出,焊接本身占据的比重并不是很大,重要的是焊前的管路质量及管路装配情况,焊接后处理不到位引起一段时间后的制冷系统失效。一切因素汇总起来,就导致了最后的焊接不良。
