基于AHP 法的粉料配送调度研究①
2012-07-09林景栋
张 宇, 林景栋
(重庆大学自动化学院,重庆400044)
0 引言
目前,随着人类对产品功能和质量的要求的提高,以及科学技术的迅速发展,产品的更新周期更短,复杂程度更高,传统的大批量生产方式受到了挑战[1].而随着柔性生产线的发展,每条生产线可以生产多种规格的产品,因此每一条生产线对原料的需求情况是变化的;同时,每一条生产线的运行状况是变化的,生产能力也是变化的,那么随着生产线数量的变化、每一条生产线对粉料的配送要求的变化,是否能够采用一种调度算法满足粉料的动态配送[2].
传统意义上来说,生产系统的调度主要是根据系统的生产目标和环境状态,在尽可能满足约束条件(如交货期、工艺要求和路线、资源现状)的前提下,按照工艺规划和计划,通过下达生产调度指令对系统内的可用资源进行实时任务分配,以达到缩短产品的制造周期、提高生产资源的利用率以及制造系统生产率等目的[3-4].针对现有企业的静态调度,调度的方式相对固定,无法根据现场情况及时改进调度方案等情况,提出基于层次分析法的粉料配送优化调度[5-8],以期实现现场资源的充分利用.
1 层次分析法的原理和分析步骤
层次分析法(AHP)[9]是一种将定性和定量相结合的、系统化、层次化的分析方法.它是一种有效的多目标规划方法,也是一种优化技术.层次分析法的信息基础是问题本身所带的数据资料和人们的评价依据,通过这些信息基础把所要分析的对象转化为递阶层次结构,在每一层次上,可按其上一层次的对应准则要求,对该层次元素进行逐队比较,依照规定的标度定量化后写成矩阵形式,即构造成判断矩阵.
构造判断矩阵是层次分析法的关键步骤.在判断矩阵的基础上,计算本层次与其上一层次有联系的元素的重要性次序的权重.排序计算的实质是计算判断矩阵的最大特征值及相应的特征向量.在专家构造判断矩阵时,不可避免地产生认识上的不一致,为考虑层次分析得到的结构是否基本合理,需要对判断矩阵进行一致性检验,经过检验后得到的结构即可认为是可行的.
2 粉料最优配送调度设计
2.1 优化调度概念
企业生产车间的生产调度问题可简单描述为:有M条生产线,N条配送路径分别配送不同的粉料,其中X条生产线等待配送某一种粉料.优化调度[10]满足以下的约束条件:
(1)M≥N;M≥X;N与X之间无必然联系;
(2)一条生产线不能同时配送两种粉料;
(3)一条配送路径同一时间只能对一条生产线进行粉料配送;
(4)配送路径之间无相互影响,可以同时对不同的生产线进行粉料配送;
(5)配送一旦开始就不能随意中断.
通过分析优化调度的约束条件,本文提出一种调度方法,帮助决策者实现调度总时间Ttotal尽量短,生产总量最大,能耗最低.
2.2 优化调度实现
2.2.1 生产线基本参数
设每条生产线的模型输出为Y1至Y9,且均为5维列向量,它们依次反应该生产线的产量,粉料配送时间,健康状况,粉料配送能耗以及生产线的能耗.在每次调度时,从生产线的模型得到每条生产线的即时状态,并按照一定关系得到不同的状态对准则的权重系数,再启用层次分析算法,得到最后的最优调度方案.
2.2.2 层次结构模型
该研究旨在9条生产线中选择最优的配送方案,确定最优方案的指标为产量最大化的同时能耗最小化.
因此,根据最优方案的指标建立如图1所示层次结构模型.
通过比较每条生产线对最优调度的权重系数,最大权重系数对应的生产线即为该时刻对生产线群的最优调度方案.
2.2.3 对比矩阵的层次单排序及一致性检验
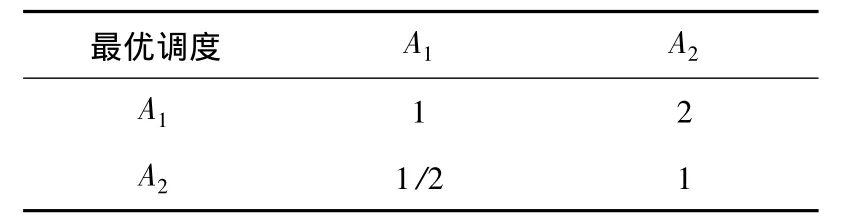
表1 矩阵L1(总 -A)
L1矩阵反应总产量及总能耗对总目标层的权重系数.
η11=2,η12=0.对应特征根2的特征向量ω11,分别对应A1,A2对目标层的权重.L2反应某条生产线的产量、原料调度时间以及健康状态对总产量影响的权重系数.

表2 矩阵L2(A1-B)
得矩阵L2的特征根η,特征向量ω.
一致性检验:CI
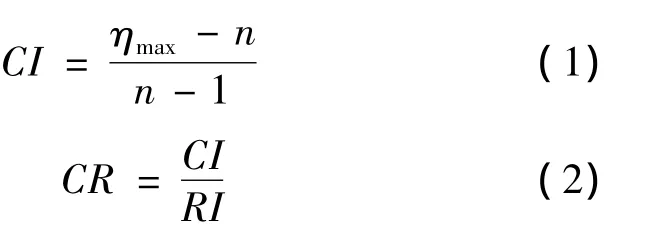
当CR<0.1时,认为判断矩阵具有满意的一致性.其中,RI是平均一致性指标,通过查表获得.

1 2 3 4 5 6 7 8 9 10 RI 0.00 0.00 0.58 0.90 1.12 1.24 1.32 1.41 1.45 1.49 n
求得CI=0.0273,CR=0.047 < 0.1,该判断矩阵具有满意的一致性.
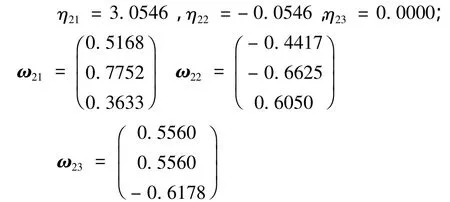
其 权 向 量 为 ω21=(0.5168,0.7752,0.3633)T,分别对应B1,B2,B3对 A1的权重系数.

表3 矩阵L3(A2-B)
L3反应某生产线能耗及原料调度能耗对总能耗的权重系数.得到判断矩阵,该矩阵为完全一致阵.矩阵L3的特征值η3,特征向量ω3.
η31=2,η32=0.对应特征根2的特征向量ω31,分别对应B4,B5对A2的权重.

表4 矩阵L4(B1-C)
求得 ηmax=9.3532,CR=0.030 < 0.1,该矩阵有满意的一致性.
ηmax所对所应的特征向量为 ω41=(0.3047,0.2611,0.2821,0.2821,0.2730,0.4991,0.4689,0.2611,0.2611)T,分别对应C1-C9对B1的权重.
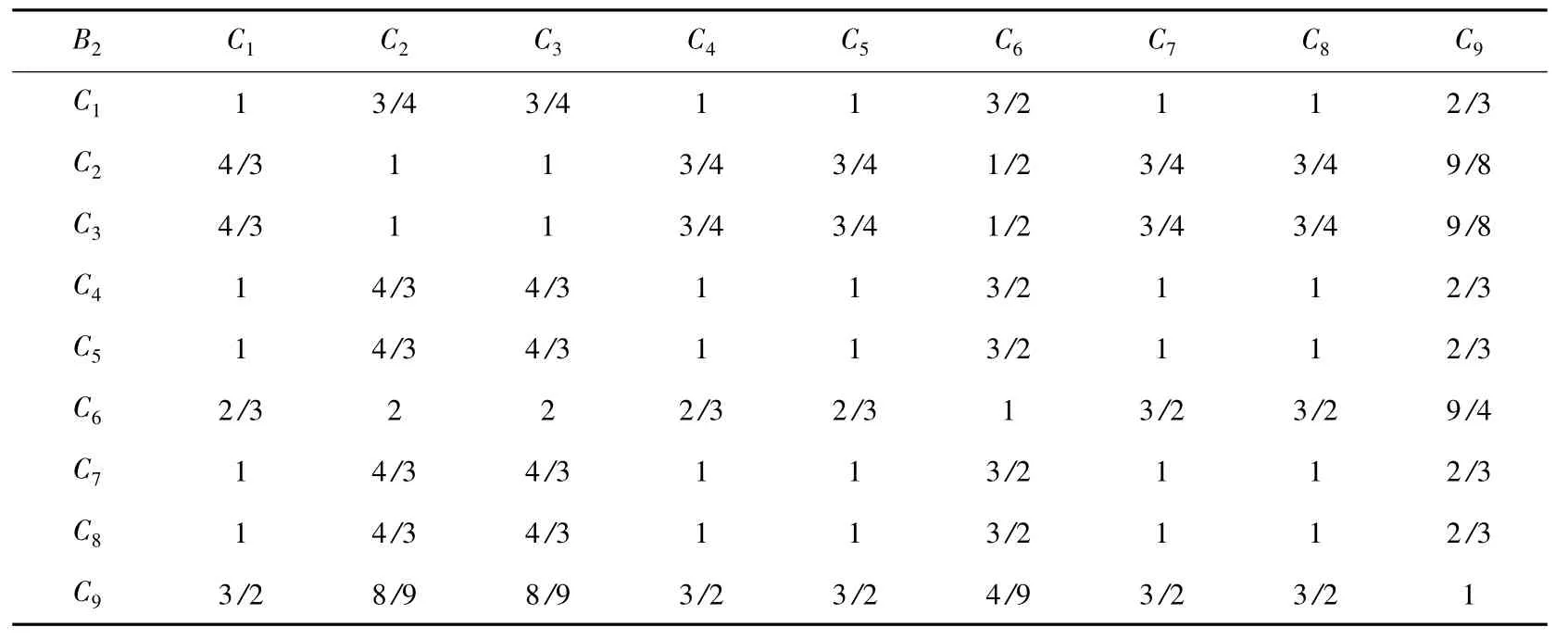
表5 矩阵L5(B2-C)
ηmax5=9.5908,CI=0.07385,CR=0.051 < 0.1,具有满意的一致性.
故 ω51=(0.3050,0.2687,0.2687,0.3377,0.3377,0.4150,0.3377,0.3377,0.3662)T为该矩阵的权重向量.
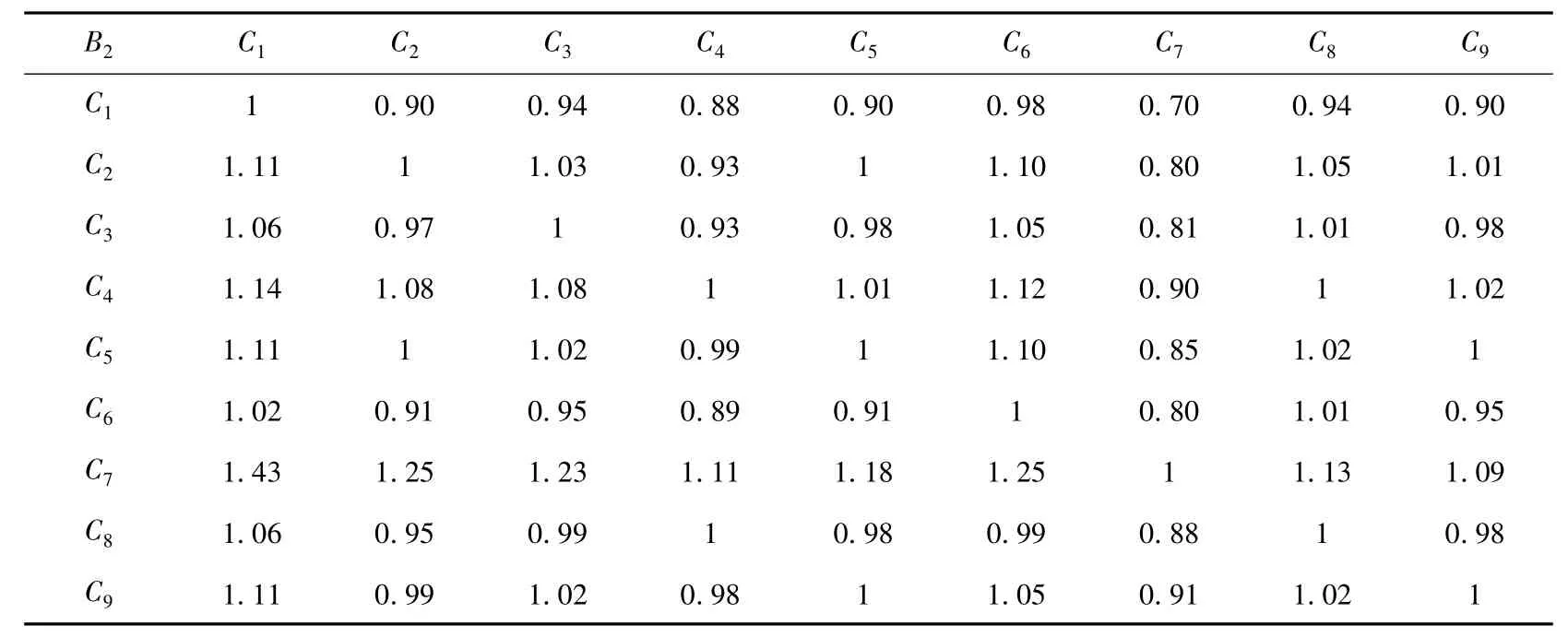
表6 矩阵L6(B3-C)
ηmax6=9.0010,CI=0.0001,CR=0.00 < 0.1,具有满意的一致性.
故 ω61=(0.3916,0.3314,0.3340,0.3102,0.3342,0.3438,0.2986,0.3342,0.3229)T为该矩阵的权重向量.

表7 矩阵L7(B4-C)
ηmax7=8.9772,CI=-0.003,CR=-0.001< 0.1,具有满意的一致性.故
ω71=(0.3098,0.3757,0.2716,0.3418,0.3418,0.3712,0.3439,0.3439,0.2848)T为该矩阵的权重向量.
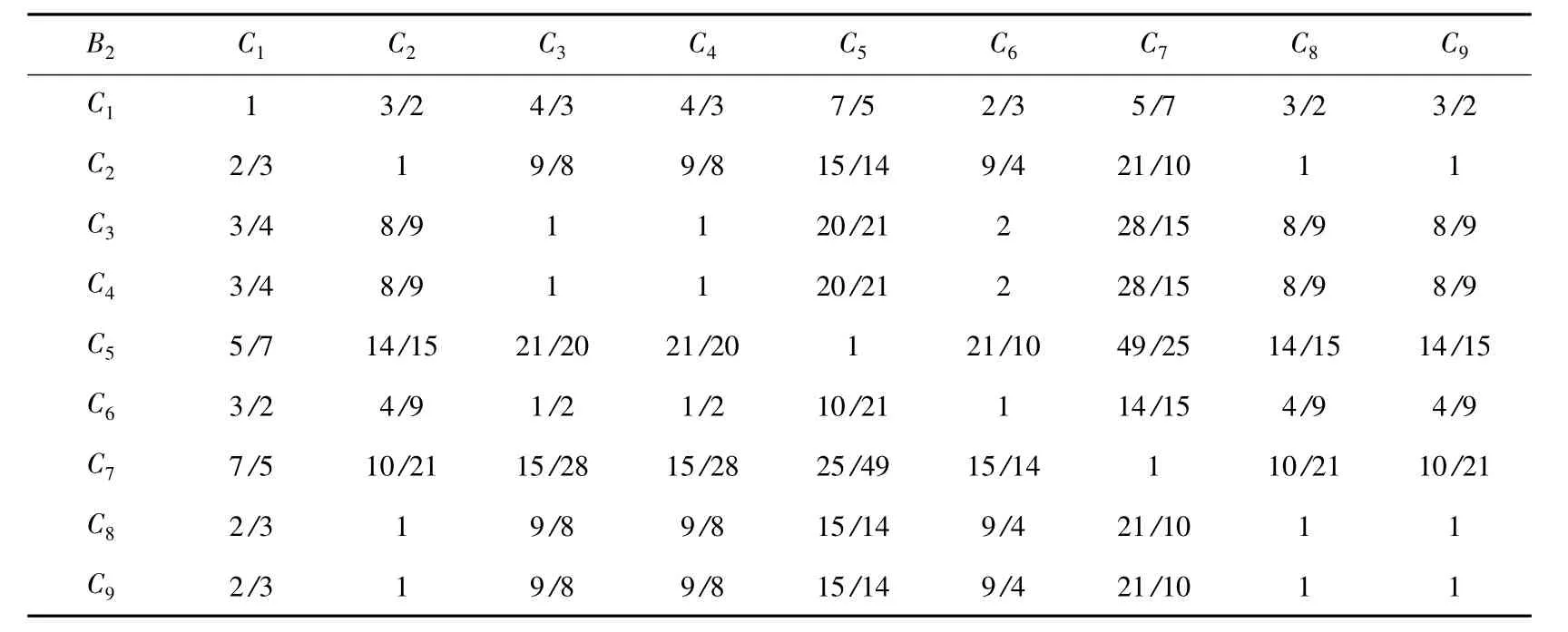
表8 矩阵L8(B5-C)
ηmax8=9.3532,CI=0.044,CR=0.03 < 0.1,具有满意的一致性.
ω81=(0.3983,0.3672,0.3331,0.3331,0.3466,0.2145,0.2210,0.3672,0.3672)T为该矩阵的权重向量.
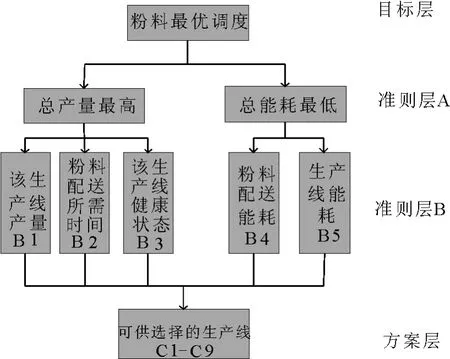
图1 生产最优调度层次结构
2.2.3 对比矩阵的层次总排序及一致性检验
通过矩阵的层次单层排序,依次计算出
A层对总目标层的排序为A1:0.8944,A2:0.4472.
B层对总目标层的排序为:B1:0.4622,B2:0.6934,B3:0.3249,B4:0.2863,B5:0.3435.
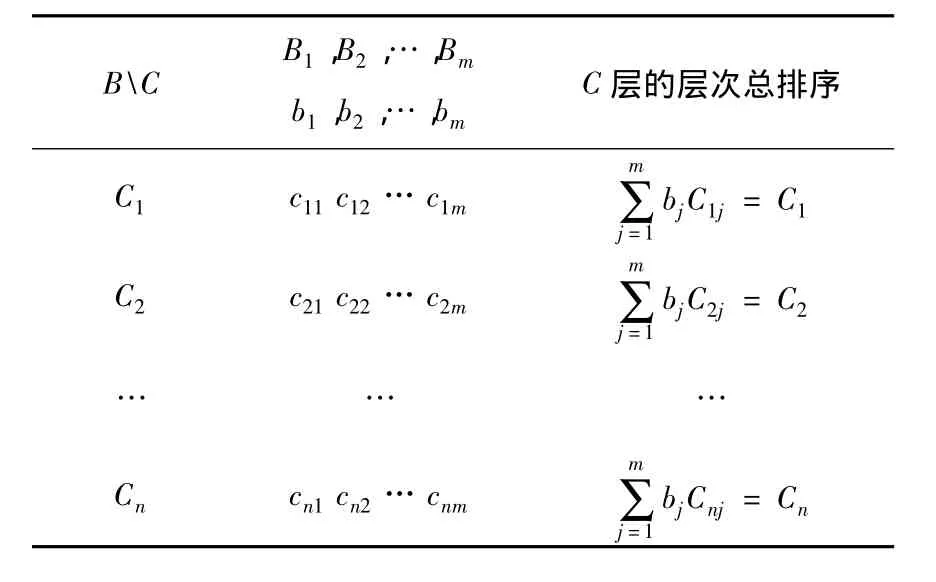
表9 C层对总目标层的排序

得到C6的权重系数最大,因此对C6配送粉料能得到最优的调度方案.
3 实例验证与分析
对某企业原料配送进行多目标决策优化调度,与该企业原有的调度方案比较见表一.由表一可以看出,与原有静态调度相比,本方法在保证能耗的前提下,实现了产量和利润的总体提高.但在实际生产调度过程中,由于能耗对多目标决策的影响,生产调度的能力并未达到峰值,决策者可以根据实际情况,譬如错开用电高峰期等,适当调整能耗对总体优化目标的权重影响系数,以此来进一步提高企业利润.
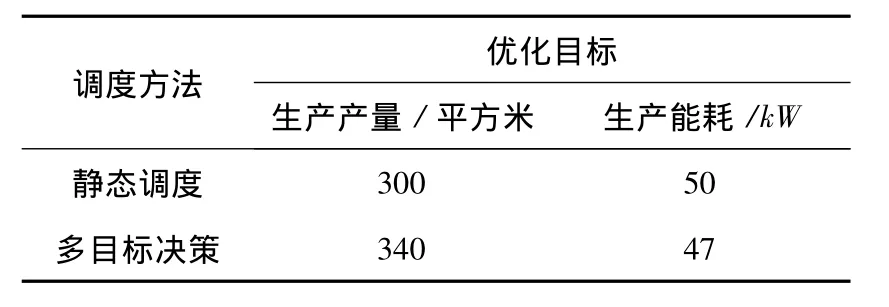
表10 决策方法结果比较
4 结 语
a.基于AHP法求解多目标决策问题的决策规则,通过动态改变目标权重的措施,实现了一种适用于非线性多目标决策调度问题的方法
b.实际结果表明,该方法理论可靠,实际有效可行.
[1] 熊锐,吴澄.车间生产调度问题的技术现状与发展[J].清华大学学报(自然科学版),1998,38(10):55 -60.
[2] 钱晓龙,唐立新,刘文新.动态调度的研究方法综述[J].控制与决策,2001,16(2):141 -145.
[3] 刘斌玉.基于多Agent的敏捷生产线调度[D].上海:同济大学,2007.
[4] 胡天觉,陈维平,等.运用层次分析法对株洲霞湾污水处理厂污水处理工艺方案择优[J].环境工程,2000,18(1):61 -63.
[5] 钱松荣.基于企业生产车间的多目标优化调度方法[J].煤矿机械,2010,31(07):247-249.
[6] 宫伟军.流态产品的大规模定制与精益创新研究[D].大连:大连理工大学,2008.
[7] 栗飞,高仁春,等.丹江口水库多目标调度方式研究[J].中国农村水利水电,2010,9:18 -20.
[8] 陈文明,苏冬平,等.宝钢炼钢连铸调度系统的动态调整集成技术[J].宝钢技术,2008,6:39 -43.
[9] 王莲芬.层次分析法引论[M].北京:中国人民大学出版社,1989.
[10] 曾强,杨育.大型工程项目任务多目标优化调度方法[J].计算机工程与应用,2010,46(24):217 -221.