LTCC基板金丝热超声楔焊正交试验分析
2012-07-02金家富
金家富,胡 骏
(中国电子科技集团公司第38研究所,安徽 合肥 230088)
1 引言
目前,集成电路先进后封装过程关键技术中,封装管脚的90%以上采用引线键合技术。所谓引线键合技术,是指以极细的金属引线(通常选择延展性好的金、铝)两端分别与芯片和管脚键合,形成电气连接的技术。对于普通半导体封装,从性能和成本方面考虑,引线键合是最优的选择。相关资料表明,在使用微组装技术生产微电子产品的过程中,失效类型比例为有源器件31. 3%、线焊23. 2%、沾污21. 4%、基片8. 9%、外壳封装6. 3%、芯片贴装1. 8%和其他7. 1%。可见线焊的失效比例排在容易发生质量问题的第二位,金丝在电路模块中数量很多,并且单根金丝的失效就会危及模块乃至整机系统的正常工作。因此,控制和提高金丝键合质量就显得十分重要[1~2]。LTCC电路基板在微波多芯片组件中使用广泛,相对于电镀纯金基板,LTCC电路基板上金焊盘是丝印后烧结的,楔形键合强度对于参数设置非常敏感,具体表现为粘附不上、第二键合点不完整等,所以必须有一种有效的参数设置方法,为引线键合工艺设计提供依据。
2 键合原理[3]
丝焊键合技术分为三步:一是用外力将焊丝压倒在焊接区的表面上;二是提供焊接能量,热压焊用热能、超声焊用超声能量、热超声焊使用超声能和热能的组合;三是施加压力和能量后使金属表面产生塑性变形与分子扩散,从而使两种金属牢固地焊接在一起。丝焊键合的方式有球焊和平焊(楔焊)两种。本文使用楔形劈刀进行楔焊,外形如图1所示。楔形劈刀一般用陶瓷、碳化钨或碳化钛制成。
键合力的作用就是使金线与基框的键合表面紧密地接触在一起,是键合不可或缺的一部分。在保证超声输出功率与温度等因素不变的条件下,在一定的键合力范围内,键合强度与键合力的大小成正比,其他范围则成反比。键合力的大小还会影响到键合界面是否发生滑移或微滑。
键合时间是一次键合过程中超声开始到超声结束的时间间隔,只有在合理的键合时间范围内才能形成良好的焊接,过短的时间会导致剥离,过长会导致根切现象。其本质就是控制超声能量的输入。
超声功率与键合强度的关系大致为:当超声功率小于某一个值时,增大超声功率有利于提高键合强度;当超声功率大于某一个值时,增加超声功率将降低键合强度,并增加键合强度的离散程度。当超声功率大到一定程度时,键合强度就变得毫无规律,当超声功率处于上述两值之间时,能够产生比较稳定的具有足够强度的键合。
3 试验过程设计
3.1 试验设备及材料
试验设备为West bond 7476E型手动键合机。该型手动键合机具有操作方便、参数设置简单的特点,获得了较为广泛的应用。
楔形劈刀选用Deweyl公司生产的KNL-V系列CG型劈刀。CG型劈刀的特点是在键合平面上有一凹槽,键合时可以增大摩擦,减少超声能量的损失,有助于完成有效的键合。

图1 Deweyl公司的CG型劈刀
基板由Dupont 951生瓷材料经LTCC工艺加工而成,工艺流程如图2所示[4]。由于微波传输的需要,表层导带通常由金浆料印制烧结,且厚度保持在10μm左右,烧成后的LTCC基板如图3所示。

图2 LTCC工艺流程图

图3 LTCC基板
3.2 试验过程
根据键合工艺的参数设置选择超声时间、超声功率和键合力作为影响键合强度的影响因素,采用七因素两水平安排实验,形成L8(27)因素水平表(见表1),最后一列作为误差估计。每一水平键合两根金丝,用WEST BOND 70PTE拉力测试机进行键合强度测试,将测试值分别填入表格中。
各因素水平变化对试验指标影响的大小,可用该因素各水平间的极差R表示。这是由于正交表具有搭配均匀的特性,如表2所示。A列上的拉力Kj1和Kj2的差异可认为主要由A列上的不同水平引起的;同样B列、C列、D列、E列、F列上的拉力间差异也可认为主要是由B列、C列、D列、E列、F列上的不同水平引起的。

表1 正交试验L8(27)因素水平表

表2 正交试验方法与结果
4 数据分析
根据正交试验分析方法,分别从极差和方差角度对数据结果进行分析。
4.1 极差分析
从正交试验的计算结果来看,第一点的超声功率和第二点超声时间对键合强度影响最大,其次是第一点键合力。理论上讲,两个键合点的参数应当比较接近,第二键合点因为兼顾到断丝,一般参数上比第一点大一些就可以了。实际上,键合时除了设定第一点和第二点键合参数,还会利用操纵杆完成引线的成弧,线弧一般不会是相对于两点对称的圆弧形,从第一键合点到达拱弧最高点的斜率会大一点,根据力的合成与分解原理[5],从拱弧最高点测定键合强度时第一点的贡献会更大。因此,第一键合点的参数设置尤为关键,它对提高键合拉力测试值作用明显。
4.2 方差分析
应用方差计算公式,查F临界值,判断各因素对键合拉力测试值的影响,所得结果与极差计算一致。表中B、C、D三因素所得F值均比F0.05(1,9)大,说明其对键合拉力测试值的影响显著。
4.3 验证试验
利用试验得出的参数组合A1B1C1D1E1F2进行键合试验,所得键合拉力测试值均在6.0g以上,满足军标要求。
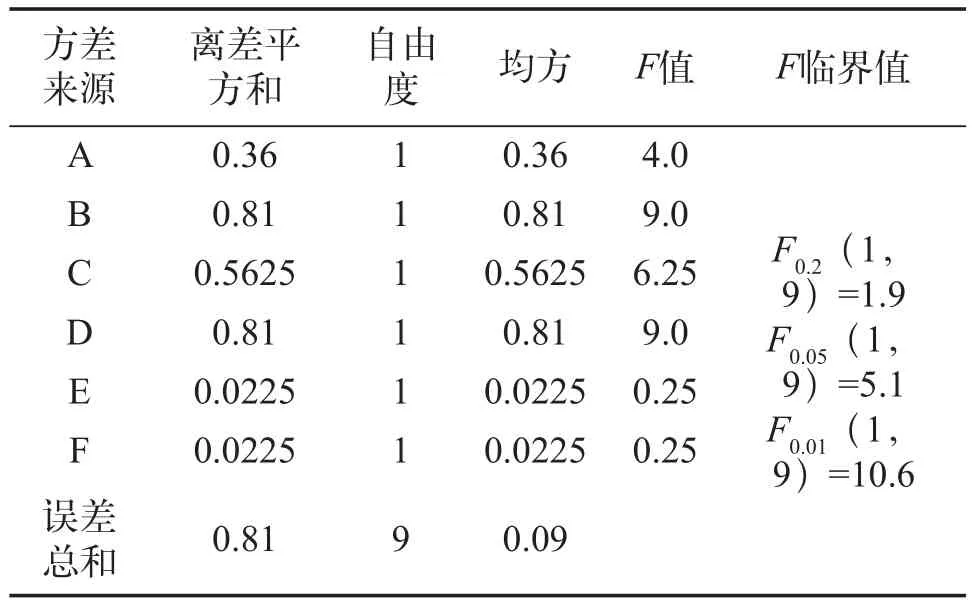
表3 方差计算
5 总结
本文给出了正交试验优化LTCC基板上金丝楔焊的实现过程,利用较少的试验次数获得了较满意的试验结果。
LTCC基板上金丝楔焊拉力测试值受第一点的超声功率和第二点超声时间对键合强度影响最大,其次是第一点键合力;优化后的参数组合是A1B1C1D1E1F2。
[1] 李孝轩,丁友石,严伟. 统计过程控制用于金丝键合质量控制研究[J]. 电子工艺技术,2009,30(6): 346-348.
[2] 胡蓉,徐榕青,李悦. 微波电路引线键合质量的影响因素分析[J]. 电子工艺技术,2009,30(2):92-95.
[3] 晁宇晴,杨兆建,乔海灵. 引线键合技术[J].电子工艺技术,2007,28(4):205-210.
[4] 郎鹏. 微组装中的LTCC基板制造技术[J].电子工艺技术,2007,29(1):16-18.
[5] 刘春芝,贺玲,刘笛. 键合拉力测试点对键合拉力的影响分析[J].电子与封装,2008,8(5):9-11.
[6] 何为. 优化试验设计法及其在化学中的应用(第二版)[M].成都:电子科技大学出版社,2004.3-43.
[7] 旷仁雄,谢飞. 25μm Au丝引线键合正交试验研究[J]. 半导体技术,2010,35(4):369-372.
[8] 李杰. 军用HIC线键合常见可靠性问题的解决方案[J]. 集成电路通讯,2008,26(2):41-48.
