灯泡式水轮机桨叶铜套更换
2012-06-15梁湘津
梁湘津
(五凌电力有限公司洪江水力发电厂,湖南 怀化 418200)
1 设备情况介绍
洪江水电厂位于湖南省怀化市洪江区上游4.5 km处,装有6台4.5万kW灯泡式机组,设计水头20 m,投产时为国内单机容量最大、发电水头最高灯泡式水轮机组,具体参数详见表1。

表1 水轮机特征参数
电厂#1机组于2003年2月投产发电,2007年1月,#1机组在运行时出现调速器回油箱油位异常下降现象,分析原因为桨叶和轮毂密封处漏油。解开泄水锥后,发现轮毂内壁附有一层铜末,5片桨叶径向间隙均大于设计值,其中#3桨叶径向间隙达到1.38 mm,超过设计值5倍,桨叶和轮毂间“D”型密封条有1~2 mm磨损。经进一步检查确认,桨叶根部Φ360 mm和Φ500 mm轴枢处 (见下图1)限位铜套已严重磨损,铜套和轴枢存在较大轴向和径向串动量,桨叶操作时挤压“D”型密封条造成压力油泄漏。
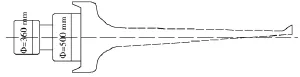
图1 桨叶结构图
2 桨叶铜套磨损原因分析
#1机组桨叶轴采用低碳马氏体不锈钢Zg06Cr13Ni4Mo材料,具有良好的低温力学性能、硬度较强、耐磨性好;而桨叶轴套的材质是日本材料牌号为BC3的铜铸件,其硬度、强度、耐磨性远低于轴枢材料 (见表2)。

表2 材料力学性能对比
机械磨损是一种由于相对运动而使工作表面材料逐渐丧失或迁移的现象,一般分为跑合磨损、稳定磨损及剧烈磨损等3个阶段。按照设计使用寿命曲线,#1机组桨叶铜套投入运行4年后仍应处于稳定磨损阶段。但自2006年6月,机组投入AGC系统运行后,负荷频繁调节且幅度大,机组进入振动区运行次数明显增多。机组运行工况恶化,造成铜套磨损急剧加快,迅速从稳定磨损阶段进入剧烈磨损阶段。桨叶轴枢与铜套的间隙明显增大 (详见表3),接触表面发生了“粘着-滑动”的现象,导致铜套限位作用失效。
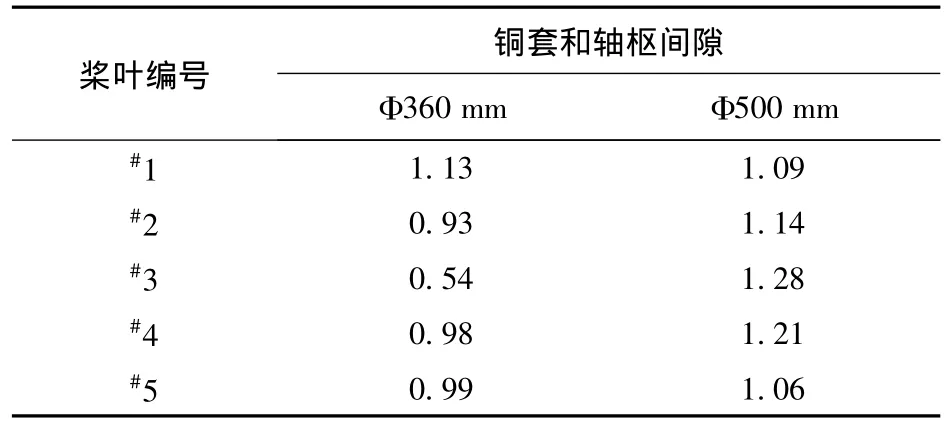
表3 更换前桨叶铜套和轴枢间隙 mm
由于原铜套材质设计不能满足现场长期运行要求,必须换成硬度、耐磨性更好的铝青铜(ALBC)材质,同时改善机组运行环境,加强振动监测和系统滤油,保证铜套发挥正常功能。
3 桨叶铜套更换过程
桨叶铜套更换项目主要涉及排水环、转轮、受油器等重要部件解体和装复,主要工艺流程包括:转轮原始数据测量——轮毂排油——拆卸上半部分转轮室——拆卸泄水锥端盖和桨叶反馈板——拆卸泄水锥——拆卸桨叶接力器耳柄螺栓——解体并拆卸桨叶操作油缸和活塞——拆卸桨叶卡环和连杆——拆卸桨叶端部密封——吊拆桨叶——更换桨叶枢轴铜套——装复轮毂内各部件——油管打压试验——装复泄水锥——整体试验和验收。
铜套安装是整个工艺流程的难点,主要步骤如下:
铝青铜 (ALBC)材质铜套采用0.06~0.12 mm过盈配合设计。施工现场使用干冰冷却,用千分尺测量铜套外径,当小于安装孔径0.20~0.30 mm时立即安装。先用专用吊装工具按编号将铜套吊起,对正安装孔后将铜套套入;当同一块桨叶的2个铜套安装就位后,安装槽钢固定架和专用螺杆以固定;当铜套恢复常温后测量并记录铜套尺寸;检查无误后在铜套外侧加工止动螺孔和排气孔,采用亚弧焊点焊防止松动。
4 项目总结和评估
#1机组桨叶铜套更换项目是洪江电厂首台次解体检修灯泡式机组水轮机,电厂与专家们经过了3次研讨、论证确定了技术方案。为配合施工,电厂自制吊具、夹具、拔销器等专用工器具,项目完成后,成功申报多项实用新型专利。由于加工失误,#2铜套 (Φ500 mm)外径比设计最小值偏小0.10~0.15 mm,无法安装。电厂采用电刷镀修补方案,在铜套外表面镀上0.25 mm铬层,避免了铜套返厂维修带来的经济损失。
复查数据显示:Φ360 mm轴套与轴的最大配合总间隙0.19 mm,最小配合总间隙0.12 mm;Φ500 mm轴套与轴的最大配合总间隙0.24 mm,最小配合总间隙0.11 mm(见表4),桨叶轴枢与铜套的配合间隙及各项技术指标均满足设计规范要求。经过4年监控运行,未发现桨叶密封漏油的情况,机组运行稳定、可靠,桨叶铜套更换项目取得预期效果。
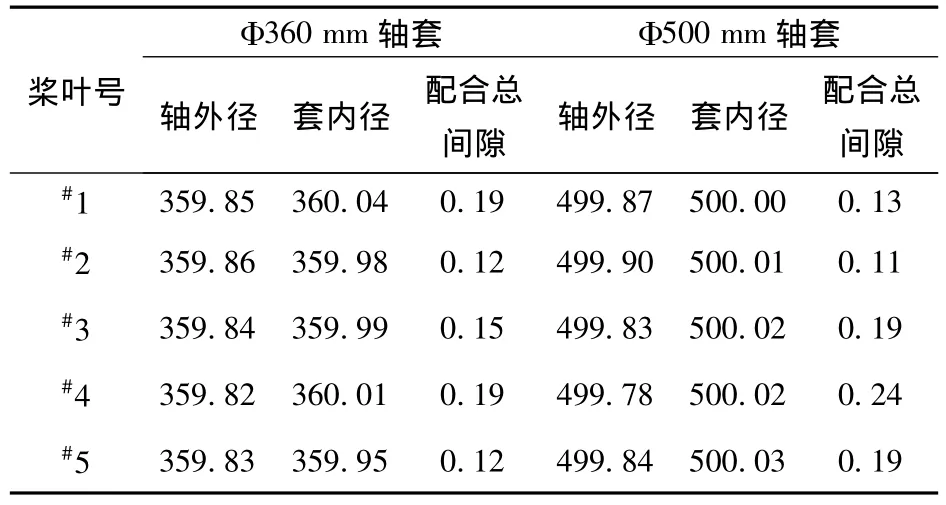
表4 更换后桨叶铜套和轴枢配合间隙 mm
5 结束语
通过总结桨叶铜套更换项目经验,编制《灯泡式机组水轮机解体检修标准》,被其它兄弟单位借鉴,先后指导完成10余台次同类型机组桨叶铜套更换项目。为进一步改善灯泡式机组调度、运行环境,电厂整理桨叶铜套磨损、桨叶操作螺栓断裂和调速器油泵破损等重大缺陷材料,编写了“洪江水电厂投入AGC远方自动控制后连续出现重大设备问题”报告,上报国家电力监管委员会,最终促成国家标准《关于发电厂并网运行管理的意见》对灯泡式机组必须具备AGC功能强制要求的修改。
〔1〕GB/T8564—2003.水轮发电机组安装技术规范〔S〕.北京:中国标准出版社,2003.
〔2〕季盛林,刘国柱.水轮机〔M〕.北京:水利电力出版社,1985.
〔3〕姜政权.水轮发电机及其检修〔M〕.北京:中国工人出版社,1987.
〔4〕GB50205—2001.钢结构工程施工质量验收规范〔S〕.北京:中国标准出版社,2001.