温度与速度在对医用纸塑包装袋封口的影响
2012-04-18屈玲
屈 玲
广西南宁市第三医院,广西 南宁 530003
一次性纸塑包装是一种常用的包装材料,它具有良好的生物屏障作用,使灭菌物品的保存期较传统的包装的灭菌有效期长,同时具有其美观可视性,已广泛运用于医院消毒灭菌品的包装。但由于封装操作过程中的温度、速度的控制不当或是带有随意性,使得封口不紧或裂开,包装的闭合性达不到应有的“阻菌”效果,为此我们对纸塑包装封口操作进行了调查分析,得出以下结论,封口的松紧除了与封口机本身的性能好坏有关外,与封口时的温度、走纸的速度及操作规范性密切相关。
1 取材方法
1.1 取材 本次试验使用的封口机为国产多奇牌980型多功能连续封口机,选用恩帕克一次性纸塑包装袋。
1.2 方法 根据纸塑包装袋的化学结构特点,其由纸层与塑层组成,塑层为聚酯层和聚丙烯层,选择其熔点260℃-160℃为热封机控制温度,共进行9批次实验,每批次封30包,其中用低速封包10包、中速封包10包、高速封包10个包,共封装270包 (每包内放骨科用小针刀1枚加加纱布块),肉眼观察其包的密封情况。开机预热5-10分钟,待温度达到预定的设定温度指示灯亮后,根据器械的大小选用适宜的包装袋,然后在不同温度和封口速度下进行封口,将封好的包装袋经132℃预真空压力蒸汽灭菌后取出肉眼检查封口情况。以包装袋灭菌处理后封口自动裂开、器械与外界相通、或封口处起皱、封口的密封带宽度达不到6mm、纸面焦化为不合格包。
2 结果
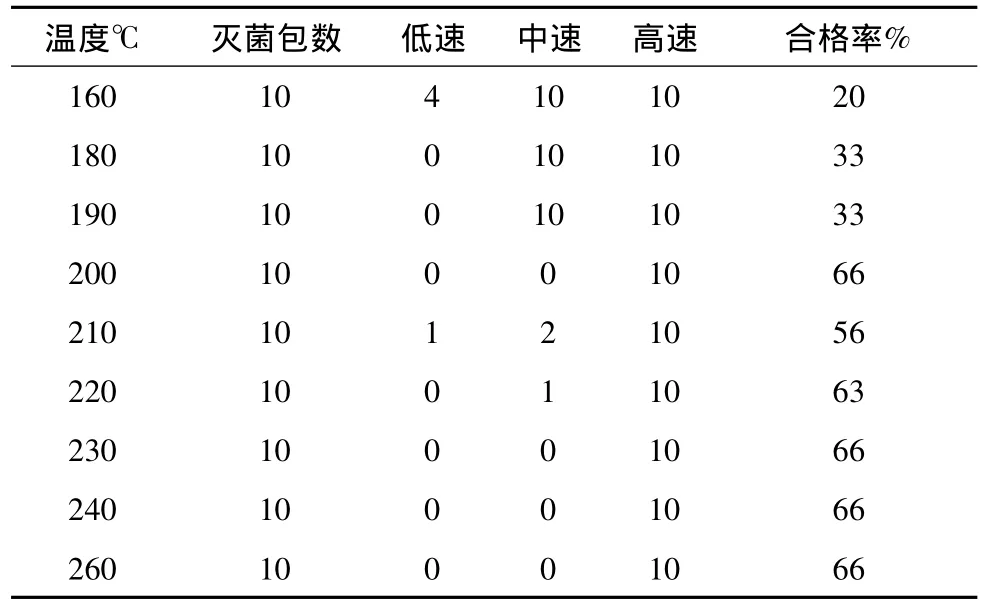
表1 不同温度和封口速度灭菌包的合格率
2.1 160 ℃ -190℃的温度下封口,合格率较低,走纸速越快,封口的密封效果差,走速越慢,效果越好。
2.2 200 ℃温度下封口合格率较高,走纸速度越快封口的效果越差,反之越好。
2.3 210 ℃ -220℃的温度封口,走纸速越快,封口的密封效果越差,走速越慢,效果越好。
2.4 210 ℃ -230℃的温度下封口,走纸速越快,封口的密封效果越差,走速越慢,效果越好。
2.5 240 ℃的温度下封口,走纸速越快,封口的密封效果越好,走速越慢,效果越差。走纸速度过高使得部分纸质焦化出现密封带中央空白区现象,导致密封度下降。
2.6 260 ℃温度下封口,慢速时,由于温度高纸塑材料完全焦化,而使封口的密封度受到严重破坏,导致封口失败,而取中速或高速封口效果会好。
3 讨论
3.1 采用160℃ -190℃温度下封口,温度过低或走纸速度过快,导致聚丙烯层不隔化造成封口失败,效果不理想。
3.2 采用200℃温度下封口,温度适宜,但如走纸过快,也会影响到聚丙烯层和纸不能很好的融化而使封口失败;宜取中速或慢速封口效果好。
3.3 采用240℃ ~260℃温度下封口,由于温度过度,走纸速度过慢会使纸层焦化,而影响到封口的严密性,走纸速度取中速或高速效果较好。
4 小结
从以上实验看到,封口的成功率取决于所选择的温度与走纸的速度。纸塑包装的封口应规范操作,重视封口时的温度和速度的控制,温度过热或封口机走速过快或过慢,均会导致封口失败。因此在操作时必须注重温度或走纸速度的调节,封口取200℃温度纸的走速为慢速或230℃的慢速和中速时封口效果最佳,也可取温度为240℃ -260℃温度下走纸速度为中、高速度封口,避免采用160℃的温度进行封口,以免造成封口失败。不宜采用240℃ -260℃慢速封口,以免造成封口处焦化,导致封口失败。封口时同时应注意选择大小适宜的包装袋,封口边距离包内器材保持在2.5cm以上,封包时尽量将包内气体排出,锐利器械应使用保护套,以防刺破,以保证包装的完好性。
[1]陈凌晖,郑讳升,李莹.纸塑包装封口失败原因探论[J].中国消毒学杂志,2008,25(2):194~195.
