铸钢零件激光熔覆修复试验研究和工程应用
2012-04-13贾治国邓琦林
贾治国,邓琦林
(1.中国人民解放军四八○五工厂,上海200136;2.上海交通大学机械与动力工程学院,上海200240)
在船舶和舰艇上大量使用铸钢零件,如锚链轴、舵叉等。由于长期工作于潮湿和盐雾等恶劣环境,在使用一段时间后,这类零件的腐蚀会非常严重,加速了零件的磨损,导致零件无法继续使用。由于铸钢零件组织粗大、脆性大,并伴有缩孔和夹杂等,使铸钢零件的修复变得非常困难[1]。常规的修复方法如电弧堆焊、氩弧堆焊和等离子弧堆焊等,由于输入的热量巨大,且要求将零件预热到非常高的温度,必将导致零件有较大的变形,修复后的零件可能无法使用[2-4]。激光熔覆修复是一种非常好的零件修复技术,可用于修复铸钢零件[5-7]。
激光熔覆修复系统主要由计算机、粉末输送系统、激光器和数控工作台四部分组成。激光熔覆修复的原理见图1。金属粉末由送粉装置和喷嘴输送到高能激光束在零件基体上形成的熔池中,零件基体在X-Y平面内移动并形成一层薄的熔覆层,逐道熔覆完一层后,激光头和安装于其上的粉末喷嘴沿Z轴方向上升一个给定的距离,再熔覆一层。这样逐道、逐层熔覆合金粉末材料,最终完成零件的修复,再经机械加工获得最后的尺寸。为防止熔覆粉末的氧化,通常用惰性气体对熔池进行保护。
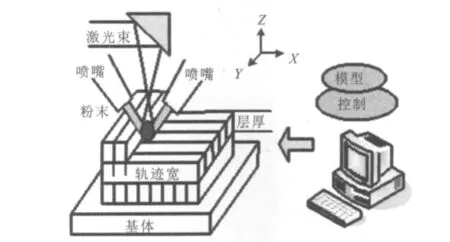
图1 激光熔覆修复原理图
激光熔覆修复技术具有许多独特的优点:①激光熔覆层与零件基体呈冶金结合,强度高,能经受强烈振动和冲击;②激光熔覆时热量输入集中,对零件基体影响小,不会造成零件的热变形或变形极小;③激光熔覆可用的粉末很多,通过调配可形成新的合金粉末,适合各种工况的零件修复;④激光熔覆修复采用计算机控制,修复过程稳定,修复质量得到保证;⑤激光熔覆修复使用的合金粉末比零件原材料各方面的性能都好,经激光熔覆修复的零件使用寿命比新零件还要长很多。
本文先对铸钢试样进行激光熔覆修复试验,在此基础上再对实际零件进行激光熔覆修复的工程应用。
1 试验材料及方法
基体材料为铸钢材料,其化学成分见表1。试样尺寸为100 mm×80 mm×20 mm。激光熔覆粉末选用了3种Ni基合金粉末,粒度为-150~+300目,其化学成分见表2。

表1 铸钢的化学成分
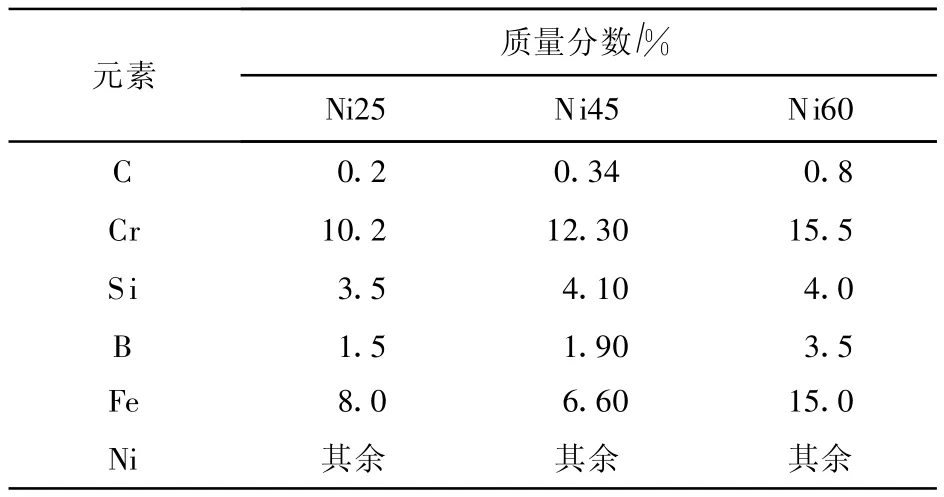
表 2 3种Ni基合金粉末的化学成分
实验采用3 000 W横流CO2激光器及激光熔覆专用送粉系统,实现激光熔覆的同步送粉。在激光熔覆处理前,基体材料表面采用500#金相水砂纸打磨铁锈,并用无水乙醇和丙酮依次擦洗干净。
实验工艺参数为:激光功率2 000~2 500 W,扫描速度5~10 mm/s,光斑直径5~8 mm,道与道之间的搭接率为50%,送粉器量为5~10 g/min,每层厚度为0.5~0.8 mm,氩气送粉和氩气帘保护。
实验过程中,进行单道单层和多道多层熔覆实验。激光熔覆结束后截取试样,经打磨和抛光后,先采用硝酸酒精溶液腐蚀基体材料,再采用三氯化铁盐酸溶液腐蚀Ni基合金激光熔覆层。采用金相显微镜进行组织观察。
2 试验结果与分析
2.1 多道多层的激光熔覆
多道多层激光熔覆修复试样的内部结构见图2和图3。
由图3可见,在激光熔覆时,凝固表面的液相金属始终与其固相基底保持接触。熔覆开始时,由于基体强烈的冷却作用,在固液界面形成很大的温度梯度,界面的失稳扰动波长很小,可看成是稳定的平界面,故凝固界面以平面晶方式长大。因此,在熔覆层与基体界面形成白亮的平面晶带(图3a),说明二者呈良好的冶金结合。由于熔覆层通过基体散热,热流方向垂直于界面,界面前沿存在很高的正的温度梯度,驱使柱状树枝晶以外延方式生长。在熔覆层底部,垂直方向的温度梯度占优,且远大于水平方向的温度梯度,熔覆层晶粒的生长方向几乎是垂直于基体表面的(图3b);随着熔覆过程的进行,水平方向的温度梯度逐渐增加,垂直方向的温度梯度逐渐减小,接近熔覆层的二分之一处时二者持平(具体位置还取决于工艺参数),在每一熔覆层顶部,水平方向的温度梯度超过垂直方向的温度梯度,熔覆层晶粒的生长方向趋近于水平方向(图3c)。

2.2 粉末梯度变化的激光熔覆
由于铸钢零件的组织粗大且脆性大,为防止激光熔覆修复时在熔覆层与基体之间产生裂纹,同时又要满足零件表面高强度和高硬度的性能要求,在实验中采用了梯度变化的粉末材料,底部用Ni25,中间用Ni45,表层用Ni60,所获得的激光熔覆修复层内部组织结构见图4。

图4 粉末梯度变化的激光熔覆层
由图 4可见,Ni25与基体实现了冶金结合,Ni45与Ni25、Ni60与Ni45之间的结合也非常好,从整体看,激光堆焊层组织致密,未见任何缺陷。这样既实现了激光熔覆层与铸钢基体的完美结合,整个熔覆层性能优良,组织致密、无缺陷,熔覆层表层又能满足高强度和高硬度的实际使用要求。
3 铸钢零件激光熔覆修复的工程应用
在前述激光熔覆修复试验取得成功的基础上,对船舶和舰艇上使用的锚链轴进行了激光熔覆修复工程应用。由图5a可见,锚链轴外侧待修复部位已严重腐蚀,激光熔覆修复前必须对其进行机械加工以去除腐蚀层。经机械加工后才知腐蚀很深,单边达5 mm,且原有的铸造缩孔和夹杂已因腐蚀而变得非常严重(图5b、图5c)。
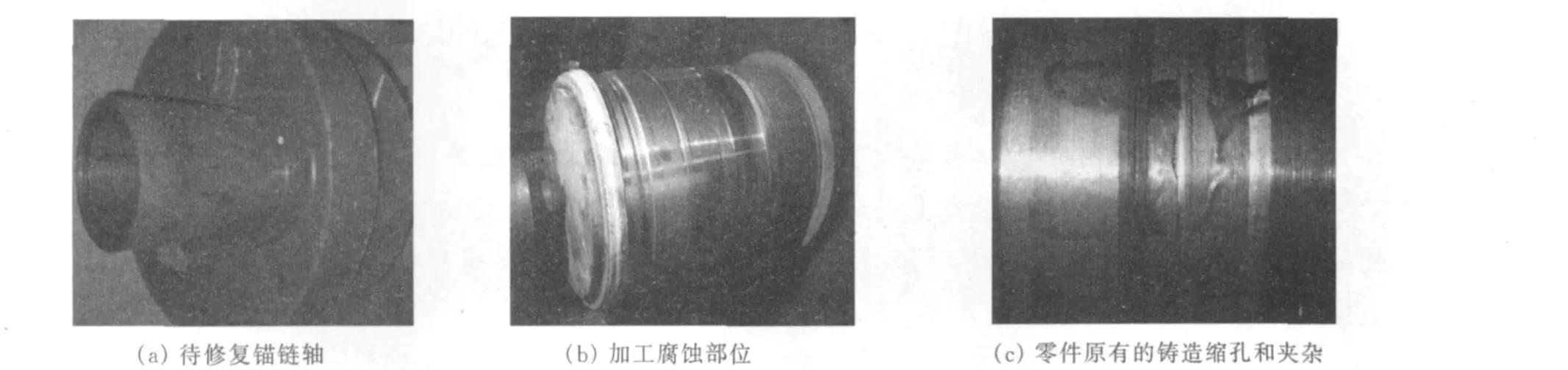
图5 待修复的锚链轴
锚链轴的本体材料是铸钢,其焊接性是非常差的,手工电弧堆焊或氩弧堆焊时,一般要将工件本体预热到很高的温度,如200~300℃,否则堆焊时会出现裂纹。该锚链轴内孔镶有铜套,高的预热温度会导致锚链轴膨胀变形,甚至会导致孔内的铜套脱出,所以不能采用手工电弧堆焊或氩弧堆焊。即使采用激光熔覆修复,也需对修复过程和工艺参数进行严格控制,以防止铜套变形或脱出。
锚链轴的激光熔覆修复采用梯度变化的粉末来实现,激光熔覆层的厚度要大于零件要求的尺寸(图6a)。激光熔覆修复后的锚链轴经机械加工后,精度已达到使用要求(图6b)。经着色探伤,表明激光熔覆层没有任何缺陷(图6c)。

图6 锚链轴的激光熔覆修复过程
4 结论
(1)激光熔覆是修复铸钢零件的好方法,熔覆层与基体呈冶金结合,组织致密,晶粒细小,性能优良,修复的零件不变形或变形极小。
(2)采用梯度变化的Ni基合金粉末进行激光熔覆修复,既可实现与铸钢类脆性零件的冶金结合,不会产生裂纹,又可实现熔覆层整体性能优良、涂层致密、无缺陷,还可满足零件表面高强度和高硬度的要求。
(3)采用粉末梯度变化的激光熔覆修复技术,对船舶和舰艇重要零件锚链轴进行了激光熔覆修复,经机械加工和着色探伤,修复后的锚链轴符合使用要求。
[1] 任颂赞.钢铁金相图谱[M].上海:上海科学技术文献出版社,2003.
[2] 胡秀彬,龚淑钟,冯继伟,等.ZG75CrMo热轧工作辊堆焊工艺的研究[J].焊接技术,1999(4):13-14.
[3] 唐诗忠,王银凤.ZG310-570与45#钢焊接裂纹产生的原因及防止[J].工程与试验,2009,49(2):34-35.
[4] 王福京.浅谈铸钢件裂纹的形成与预防[J].金属加工:热加工,2009(9):70-71.
[5] 吴雄兵.激光熔覆技术在高线轧辊修复中的应用[J].鄂钢科技,2009(4):33-35.
[6] 董光星.激光熔覆技术在高炉鼓风机转子修复中的应用[J].冶金动力,2010(1):55-56.
[7] 朱刚贤,张安峰,李涤尘.激光熔覆工艺参数对熔覆层表面平整度的影响[J].中国激光,2010,37(1):296-301.