基于PLC的木工框架自动钉钉机系统的设计
2012-03-26应明富
应明富
基于PLC的木工框架自动钉钉机系统的设计
应明富
(漳州职业技术学院 机械与自动化工程系,福建 漳州 363000)
传统木工框架的钉钉采用人工方法,不仅耗时耗力,而且钉钉位置不准确,因此设计了一种自动多头气动钉枪钉钉系统。该系统用气缸快速推动木料到相应位置,然后移动多头钉枪到钉钉位置快速、准确将木料用钉子钉在一起。该系统缩短了框架的加工时间,减少了劳力,提高了产品质量,适合出口型企业的木工框架批量生产。
PLC;气动钉枪;木工框架
引言
在木料拼接处准确钉钉是木工框架加工的一个重要环,其关键的一步是要将气动钉枪快速移动到木料拼接处进行准确钉钉。传统的钉钉方法是人工操作单头气动钉枪逐一将木料用钉子钉在一起的,加工时间过长增加框架制作成本,并且人易疲劳引起钉钉位置不准确,影响产品质量。改进后的多头自动钉钉机用气缸作动力能够快速推动多头气动钉枪快速准确的将木料钉在一起。该自动钉钉机对气动钉枪的质量有相对较高的要求。

图1 木框架示意图
1 木框架自动钉钉机工作过程
本装置是一种基于PLC控制的木工框架快速定位钉钉系统,主要作用是将按一定形状拼接在一起的条形木料使用多头气动钉枪将它们钉在一起,以提高生产效率和产品质量;同时也提高自动化程度,减少了人的劳动强度,减少了工人数量。它主要由机架、气缸、气动钉枪、传感器、气动系统、PLC等组成。机台前、后水平位置安装2个气缸,用于推动木料到指定位置;机台上、下位置安装了2个气缸,用于推动上、下气动钉枪架到指定钉钉位置;在上、下气动钉枪架上,根据框架所需钉钉的位置和数量安装相应的气动钉枪,并且气动钉枪位置是可调整位置的。图1为木框架示意图。
2 自动钉钉机气动系统
气动系统实现的过程是前、后木料推出到木拼接位置,上、下气动钉枪架推出到钉钉位置,工作循环包括前、后气缸推出→上、下气缸推出→前、后气缸收回→上、下气缸收回。全部过程由PLC控制。气动系统设计方案如图2所示。
按下启动按钮SW1后,电机正转将放有木框架的工作台移动到气动钉架工作区,电磁阀YV1通电,压缩空气经电磁阀5进入气缸1左侧缸体推动活塞向右动作,木料4推到木框拼接位置;同时电磁阀YV2通电,压缩空气经电磁阀6进入气缸2左侧缸体推动活塞向右动作,木料5推到木框拼接位置;随后电磁阀7、8同时通电,压缩空气经电磁阀7进入气缸3左侧缸体推动活塞向右动作,木框架上方气动钉架向下移动到钉钉位置,压缩空气经电磁阀8进入气缸4左侧缸体推动活塞向右动作,木框架下方气动钉架向上移动到钉钉位置;钉架到位后,钉枪动作,木框架钉钉工作完成。钉枪动作延时0.5秒后,电磁阀5、6、7、8断电,气缸1、2、3、4复位后,电机反转,工作台回到初始位置,卸下木框架,重新装入木料,进入下一个木框架钉钉过程。

1.推前板气缸 2.推后板气缸 3.推上钉枪架气缸 4.推下钉枪架气缸 5.前板电磁阀 6.后板电磁阀 7.上钉架电磁阀 8.下钉架电磁阀 9.气泵 10.减压阀
3 PLC程序设计
3.1 硬件连接
用光电传感器TX1~8检测木料定位,继电器KA1~4常开触点连接电磁阀YV1~YV4线圈。KM1、KM2接电动机正反转线圈,控制工作台前进和后退。I/O接线图如图3所示。
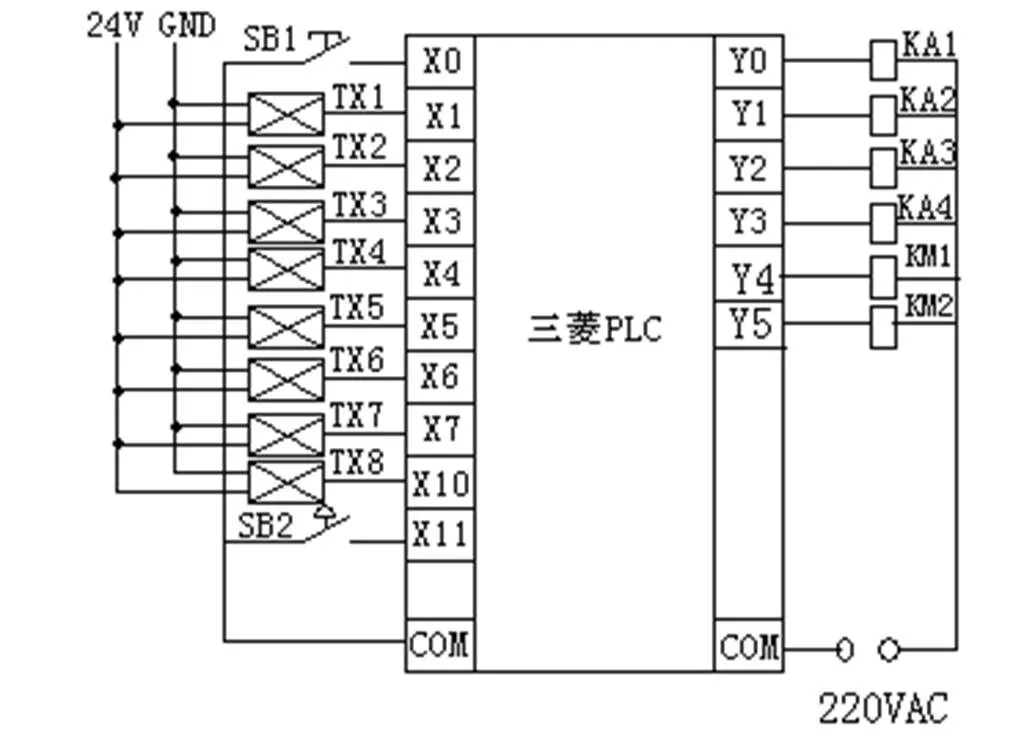
图3 PLC硬件接线图
PLC输入输出信号分配如表1所示。

表1 PLC I/O分配表
3.2 自动钉板机的软件设计
自动钉板机控制系统软件流程图如图4所示。
软件执行过程为:系统接受到启动指令后,首先启动电机将木框架推进并定位,Y0=1,Y1=1判断是否到达指定位置,如果是,PLC驱动Y2、Y3线圈动作,使钉钉机构伸出,到位后夹紧机构压紧木框架,同时自动触动射钉装置,钉枪动作,木框架自动钉钉。钉枪动作0.5秒后,Y2、3断电,钉钉架返回,夹紧机构松开,电机反转木框架退回,完成整个工作过程。
3.3 文本控制器程序设计
文本控制器主要与PLC进行数据共享,通过PLC的程序来完成整个系统的文本控制,在文本控制器中需要输入相应的辅助继电器来辅助完成一些动作命令,具体的辅助继电器表格如表2所示。

图4 软件流程图

表2 文本辅助继电器表
4 结论
采用PLC控制的自动钉钉机控制系统,通过电磁阀的通断电快速准确的控制木料和气动刀架到指定位置进行钉钉,它通过光电传感器准确的控制木料和钉钉位置,气动钉架到位后巧妙的利用了机械装置触动气动钉枪,钉钉快速准确。整个系统具有结构简单、可靠性高、成本低、调试方便等优点。文本控制器中可以控制和监视设备的运行情况,易于分步调试和故障检修。该系统经过试运行,取得圆满成功。
[1] 廖常初.PLC基础及应用[M].北京:机械工业出版社,2012:24-62.
[2] 邱公伟.可编程控制器网络通信及应用[M].北京:清华大学出版社,2000:72-83.
[3] 冯宁.可编程控制器技术应用[M].北京:人民邮电出版社,2009:191-203.
Based on PLC wood frame automatic nailing machine system design
YING Ming-fu
(Department of Mechanical and Automation Engineering, Zhongzhou Insitute of Technology,Zhangzhou 363000,China)
Traditional carpentry framework nailing using artificial method,,Not only sweated and nailing position is not accurate,So the design of an automatic bull pneumatic nail gun nailing system。 This system USES cylinder zap timber to the corresponding position, Then move the long nail gun to nailing position rapid,,Accurate will timber nailed together.。The system shortens the frame processing time,Reduce the labor,Improve the product quality,Suitable for export-oriented enterprises of wood frame batch production。
PLC;Pneumatic nail gun;Wood frame
2012-09-26
应明富(1980-),男,福建漳州人,助教,工学学士,研究方向:电气技术。
TP271+.4
A
1673-1417(2012)04-0021-04
(责任编辑:季平)
