管板式烘丝机工艺参数对卷烟香气的影响
2012-03-20韦小玲康金岭
韦小玲 康金岭
(1.郑州轻工业学院食品与工程学院,河南 郑州 450002;2.广西中烟工业有限责任公司柳州卷烟厂,广西 柳州 545005)
叶丝干燥是卷烟制丝生产环节中的一个关键工序,其主要工艺任务是对切后叶丝进行干燥、去湿,使烘后叶丝松散、卷曲[1],叶丝在干燥脱水过程中发生一系列化学变化和物理性状的改变,能提高叶丝填充能力,减少叶丝青杂气,改善卷烟吸味及内在品质[2]。
管板式烘丝机是目前烟草行业内应用较为广泛的双筒结构叶丝干燥设备,内外筒通过辐条连接形成一个带环形通道的双筒结构,根据工艺需要热风可进行顺、逆流自动转换,热效应高。烟丝通过HT 振槽均匀喂入烘丝机内外筒组成的环行空间,在环行空间内叶丝通过炒料板与烘丝机内外筒壁直接进行热交换、同时与热风充分接触,叶丝脱水后的潮气随热风通过出料罩排潮装置排除。设备主要通过调整(烘丝筒)入口温度、筒壁温度、热风温度、排潮(风门)开度等参数控制烘丝机出口叶丝含水率,通过控制干燥脱水过程中的强度和速度等工艺参数影响烘后叶丝质量[3]。本试验采用逆流干燥,有利于烟气浓度的提高[4]。
目前行业在烘丝机工艺参数对卷烟物理综合质量方面的研究较多[5-7],而对管板式烘丝机工艺参数对卷烟内在质量,特别是对卷烟香气影响的研究鲜有报道。本试验利用响应曲面分析法研究卷烟生产过程中管板式烘丝机工艺参数对卷烟香气的影响及参数最佳配置,为管板烘丝机的烘丝工艺参数设置提供了一定的理论基础。
1 材料与方法
1.1 材料与设备
烤烟:三类卷烟A 配方,广西中烟工业有限责任公司;
隧道式叶丝回潮机:WQ7215,昆明船舶制造有限责任公司;
管板式烘丝机:SH315D 型,秦皇岛烟草机械有限责任公司;
卷烟机:PROTOS70,德国虹霓机械制造股份有限公司;
恒温恒湿箱:KBF240,德国Binder公司。
1.2 试验方法
1.2.1 设计方法 试验过程中,采用追踪取样法,为排除其它干扰因素对结果的影响,每次工艺参数调整使用一份烟丝,各项参数稳定后在烘丝机出口振槽取样。
1.2.2 样品的制备
(1)生产正常时,每批次进行一项工艺参数试验,待过程稳定后取样。每项参数取样3次,每次10kg,混合作为1个样品。
(2)将现场取得的试验样品,降至常温,调节烟丝含水率至12.0%左右,分别上机卷制成同一规格烟支,置于恒温恒湿箱平衡24h并经重量挑选后,用于感官质量评吸。
1.2.3 样品的评价
(1)由广西中烟工业有限责任公司柳州卷烟厂评吸委员会固定委员9人,按GB/T 5606.4——2005《卷烟》第4部分:感官技术要求规定方法,采用明评的方式进行对比评价。评吸过程中,试验样品与基准样品进行香气指标对比评价,确定香气指标的具体分值。
(2)本产品基准样品香气设计值为28分。
1.2.4 工艺参数选择 根据样品评价结果,对利用最优参数组合生产的样品,与优化前正常参数生产的产品进行感观质量香气项对比评价,最终确定优化后的工艺参数。
2 结果与分析
2.1 单因素试验
2.1.1 筒壁温度对卷烟香气的影响 在烘丝工艺流量6 800kg/h,入口温度78 ℃,热风温度100 ℃,排 潮 开 度40%条件下,分别设置筒壁温度136,138,140,142,144 ℃,评价香气指标得分。结果见图1。
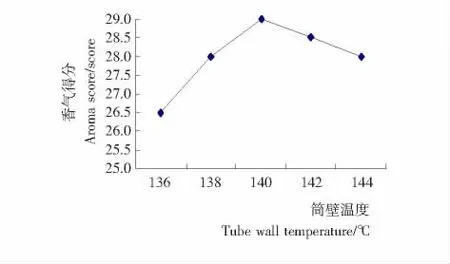
图1 筒壁温度对香气的影响Figure 1 The temperature of the tube wall on the effects of Cigarette aroma on Line chart
由图1可知,香气得分随着入口温度的增加呈现先上升趋势,当入口温度超过140 ℃以后,香气得分随着入口温度增加又呈现下降趋势,从感官质量评价中筒壁温度参数对香气影响较大,温度较低时,香气不透发,温度较高时香气有苦味,在唐大新的研究[8]中得到相似验证。因此选择筒壁温度140 ℃为宜。
2.1.2 入口温度对卷烟香气的影响 在烘丝工艺流量6 800kg/h,筒壁温度140 ℃,热风温度100 ℃,排潮开度40%条件下,分别设置入口温度72,75,78,81,84 ℃,评价香气指标得分。结果见图2。

图2 入口温度对香气的影响Figure 2 The effect of temperature on the effects of Cigarette aroma on Line chart
由图2可知,香气得分随着入口温度的增加呈现先上升趋势,当入口温度超过78 ℃以后,香气得分随着入口温度增加又呈现下降趋势,说明叶丝入口温度过低和过高都对烘后叶丝香气不利。因此确定入口温度78 ℃为宜。
2.1.3 热风温度对卷烟香气的影响 在烘丝工艺流量6 800kg/h,筒壁温度140 ℃,入口温度78 ℃,排潮开度40%条件下,分别设置热风温度90,95,100,105,110 ℃,评价香气指标得分。结果见图3。
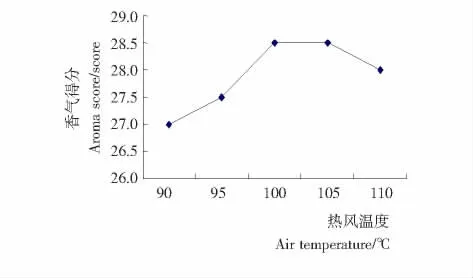
图3 热风温度对香气的影响Figure 3 The air of temperature on the effects of Cigarette aroma on Line chart
由图3可知,香气得分随着热风温度的增加呈现先上升趋势,当热风温度超过100 ℃以后,香气得分又呈现下降趋势,较低或较高的热风都不利于卷烟香气特性的改善,这与叶春文等的研究结果[9]一致。因此选择热风温度100 ℃为宜。
2.1.4 排潮开度对卷烟香气的影响 在烘丝工艺流量6 800kg/h,筒壁温度140 ℃,热风温度100 ℃,入口温 度78 ℃条件下,分别设置排潮开度30%,40%,50%,60%,70%,评价香气指标得分。结果见图4。
由图4可知,香气得分随着排潮开度的增加呈现先上升趋势,当排潮开度超40%以后,香气得分又呈现下降趋势。这与胡建军等的研究结果[7]一致,故选择排潮开度40%为宜。
2.2 响应曲面设计优化烘丝工艺参数
在单因素试验基础上,采用Box-Behnken 设计,利用Box-Behnken中心设计原理,对影响卷烟香气的入口温度、筒壁温度、热风温度及排潮开度等因素,采用Minitab-16分析软件设计四因素三水平中心组合试验,中心点试验重复3次,试验因素水平设计及结果见表1、表2。
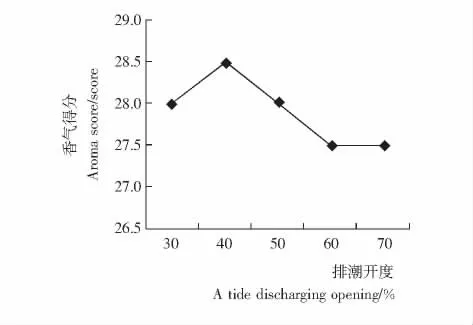
图4 排潮开度对香气的影响Figure 4 The moisture exhaust opening on the effects of Cigarette aroma on Line chart
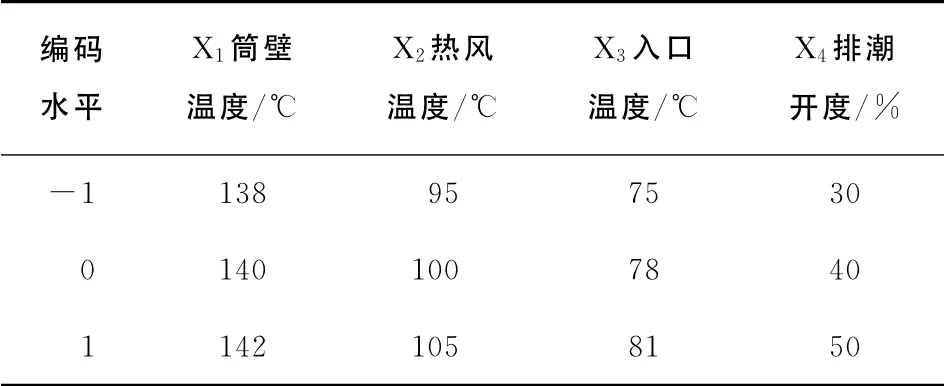
表1 Box-Behnken设计试验因素水平及编码表Table 1 Box-Behnken design experiment Vairables levels and coding table
2.2.1 各因素对香气得分的影响分析 为得出各因素对香气得分的影响,以香气得分为指标(Y),利用Minitab-16分析软件对表2的试验结果进行了分析,得到4个因素与香气得分之间的回归方程:

对回归模型进行方差分析,结果见表3。
由表3可知,回归模型达到显著水平(P<0.05),说明回归方程有效,试验误差小,因此可用该回归方程代替真实试验进行分析。一项试中X1、X3和X4的偏回归系数差异显著,说明筒壁温度、入口温度、排潮开度对香气有显著影响,X2的偏回归系数不显著,说明热风温度在试验范围内对香气影响不显著。根据F 值的大小,对香气影响的大小因素排序为筒壁温度>排潮开度>入口温度>热风温度。
2.2.2 各因素间交互作用对香气的影响 以最显著项X1和其他X2、X3、X4参数项分别进行分析比较,见图5~7。
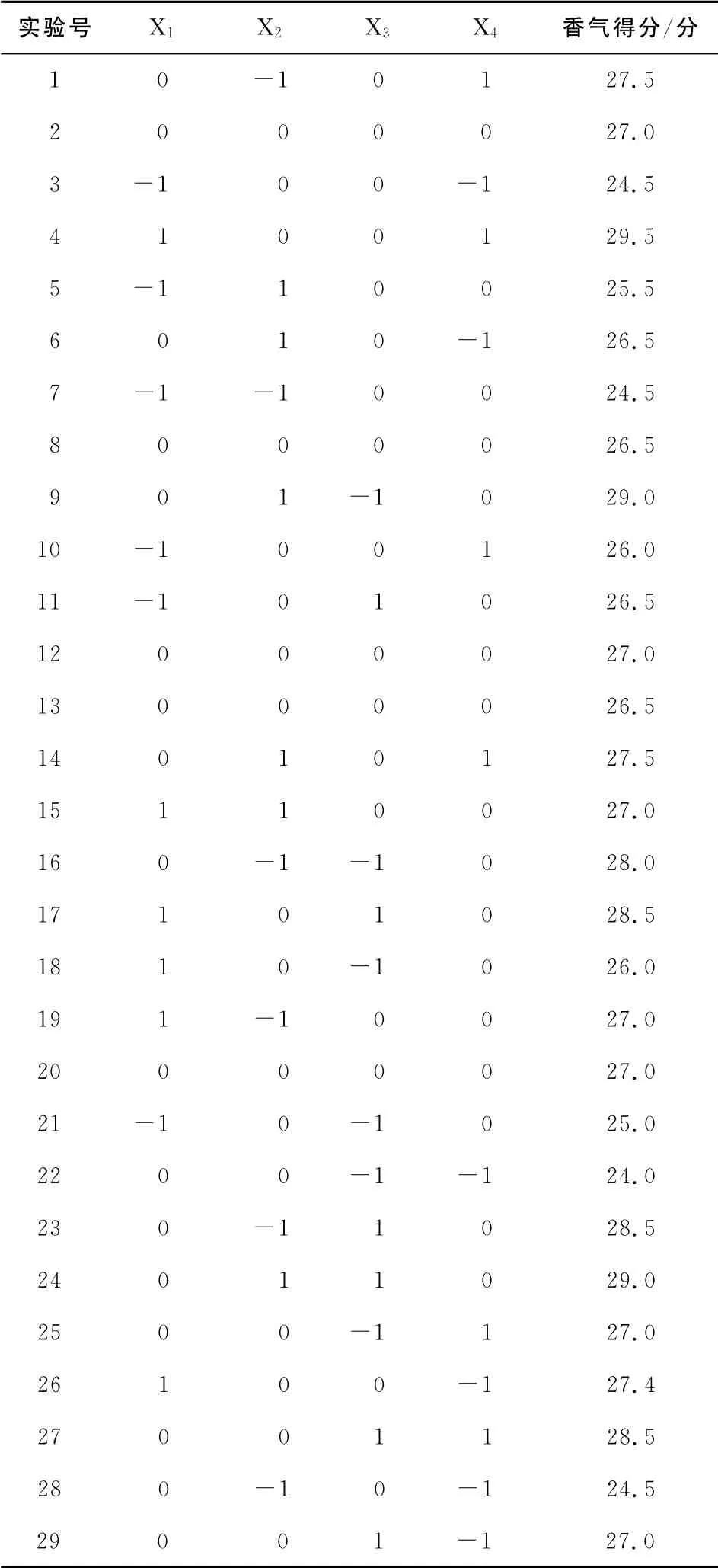
表2 Box-Behnken设计试验及结果Table 2 Box-Behnken design experiments and results
图5的三维空间图表明筒壁温度比热风温度影响更显著;图6的三维空间图表明筒壁温度比入口温度影响更显著;图7的三维空间图表明筒壁温度比排潮开度影响更显著。筒壁温度和排潮开度之间的交互作用对香气影响最大。
2.2.3 最佳工艺条件的优化及模型验证 为确定各因素的最佳取值,利用Minitab-16软件找出回归模型Y 的最大估计值,稳定点(X1,X2,X3,X4)的代码值为(1,-1,1,1),与之对应的实际值为筒壁温度142 ℃,热风温度95 ℃,入口温度81 ℃,排潮开度50%,理论上得出香气得分为30.29分,在该工艺条件下进行3 次验证实验,得出平均香气得分为30.21分,与理论值基本一致,说明试验回归方程可靠。

表3 响应值方差分析表Table 3 Variance analysis of response value

图5 筒壁温度与热风温度对香气的响应曲面图Figure 5 The response surface graphs of the TWT and AT for the AS
3 结论
本试验结果表明,对于管板式烘丝机,筒壁温度对卷烟香气影响程度最大,其次是排潮开度和入口温度,热风温度对卷烟香气的影响不明显。
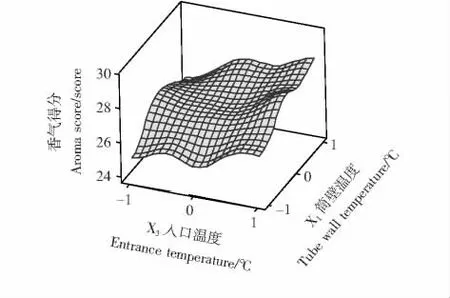
图6 筒壁温度与入口温度对香气的响应曲面图Figure 6 The response surface graphs of the TWT and ET for the AS
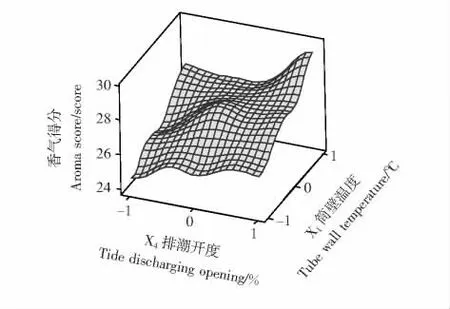
图7 筒壁温度与排潮开度对香气的响应曲面图Figure 7 The response surface graphs of the TWT and TDO for the AS
1 向勇刚.SH315D管板式烘丝机筒温蒸汽管道改造[J].广西轻工业,2011(8):90~91.
2 邝自仲,刘洪建,李谧.叶丝干燥设备单元的改进[J].科技资讯,2011(33):32~32.
3 陈昆燕,唐士军,曾建,等.管板式烘丝机工艺参数与卷烟焦油释放量的关系研究[J].河北农业科学,2009,13(10):84~85.
4 丁康钟,邓国栋,何蓉,等.不同热风流向对烟丝滚筒干燥加工质量影响研究[J].中国烟草学报,2010,16(3):33~35.
5 周学政,汪长国,戴亚,等.综合平衡法在滚筒管板烘丝机工艺参数优化中的应用[J].烟草科技,2009(4):18~24.
6 何蓉,刘华,李飞宇,等.管板式烘丝机工艺参数对叶丝物理特性的影响[J].安徽农业科学,2010,38(13):6 946~6 947,6 986.
7 胡建军,周冀衡,熊燕,等.烘丝工艺参数对烘后叶丝质量影响的研究[J].烟草科技,2007,13(6):24~26.
8 唐大新.滚筒式烘丝机工艺参数与烘后叶丝质量的关系[J].企业科技与发展,2009(2):64~65.
9 叶春文,杨明权,王兵,等.烘丝工艺参数对卷烟感官质量的影响[J].烟草科技,2005(11):7~9.