电镀硬铬工艺对TC6钛合金性能的影响研究
2012-03-13汤智慧王长亮贡兴嘉谢道秀
汤智慧, 王长亮, 贡兴嘉, 宇 波, 刘 江, 谢道秀, 冯 琪
(1.北京航空材料研究院,北京100095;2.国营芜湖机械厂,安徽芜湖241007)
TC6钛合金是一种典型的α+β两相钛合金,使用状态一般为普通退火、等温退火或双重退火状态。TC6具有较高的室温强度、优良的热加工性能和综合力学性能,可在400~450℃下长时间工作。其主要用于制造飞机隔框、接头、紧固件和发动机压气机盘、叶片等零件[1~3]。
钛合金的耐磨性较差,TC6钛合金用于飞机接头等部位时必须进行表面防护,以提高耐磨性。硬铬镀层具有显微硬度高(HV>700)、耐磨性好、镀层稳定等优点,且电镀硬铬是一种工艺成熟的传统表面处理技术,已被广泛应用于飞机高强度钢零件的防护,因此电镀硬铬也逐渐开始应用于钛合金零件[4]。目前钛合金镀铬工艺较为成熟,但铬层对钛合金的性能影响研究较少。对高强度钢电镀硬铬的研究表明,电镀硬铬的过程中,电镀液中的氢元素有可能渗入基体及镀层,从而影响到基体的疲劳性能[5]。本工作研究了电镀硬铬工艺对TC6钛合金性能的影响。
1 材料及实验方法
1.1 实验材料
实验材料为TC6钛合金,化学成分见表1。

表1 TC6钛合金化学成分(质量分数/%)Table 1 Chemical composition of TC6(mass fraction/%)
1.2 实验方法
采用等温退火处理的TC6钛合金试样,按如下工艺流程进行电镀硬铬:前处理→电镀乳白铬→真空扩散→电镀硬铬。电镀硬铬工艺参数:温度50~60℃,电流密度45~55 A/dm2。
氢含量采用RH-404脉冲加热热导氢测定仪测试。分别测试空白试样、前处理、电镀乳白铬、真空扩散、电镀硬铬后的氢含量,试样尺寸为8mm× 5mm×2mm。
氢脆实验参照ASTM F519方法[6],将TC6钛合金加工成两端带螺纹,缺口尺寸为φ4.5mm的氢脆试样(1a.1型),电镀硬铬后进行200h,75%缺口试样强度载荷持久拉伸考核。
按照HB5214—1996进行空白及镀铬后TC6钛合金试样的抗拉性能测试,试样尺寸为 φ5mm× 71mm(M12)。
疲劳性能按照HB5152—1996进行,试样尺寸为φ6.25mm×52mm;采用X-3000残余应力测试仪进行TC6钛合金电镀硬铬前后表面残余应力的测试。
2 结果及讨论
2.1 氢含量和氢脆结果
TC6钛合金空白试样、前处理、电镀乳白铬、真空扩散、电镀硬铬后的氢含量测试结果见表2。
氢含量测试结果表明:前处理、镀乳白铬、镀硬铬工序都会给基体带入大量氢;真空扩散工序除了起到提高镀层结合力的作用外,对氢的去除效果也非常明显,前处理、镀乳白铬工序中渗入的氢都被真空扩散工序清除,因此整个工艺中决定最终TC6钛合金氢含量的是电镀硬铬工序;电镀硬铬后TC6钛合金氢含量为0.0130%,满足氢含量≤0.015%的要求[7]。
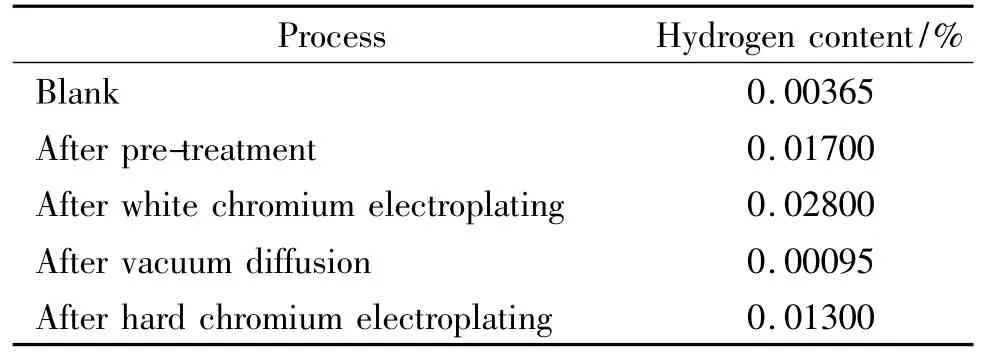
表2 氢含量测试结果Table 2 Hydrogen content in TC6 titanium alloy
电镀硬铬后氢含量测试结果表明TC6钛合金中有大量氢存在,处于合格范围但接近TC6钛合金对氢含量要求的上限,可能存在一定氢脆风险。由于目前无对钛合金的氢脆鉴定的标准方法,因此,借鉴ASTM F519中高强度钢的氢脆实验方法进行氢脆实验。实验结果及断口形貌见图1。结果表明电镀硬铬后的TC6钛合金氢脆试样持久拉伸不到24h试样发生断裂,断口为典型的氢脆解理断裂[8],TC6钛合金电镀硬铬工艺不能通过该氢脆考核。
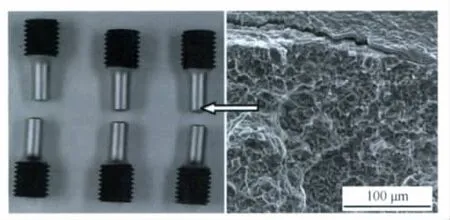
图1 TC6钛合金氢脆实验结果及断口形貌Fig.1 The cross section morphology of TC6 titanium alloy specimens after hydrogen brittleness
氢脆发生有3个条件,即材料对氢脆敏感、氢元素存在和应力作用,三者同时具备时才可能发生氢脆。此外,由于氢易在应力集中部位富集,带缺口、应力集中系数(Kt)高的零件更易发生氢脆。ASTM F519中高强度钢的氢脆检测方法就是综合了上述几种因素:选用对氢脆非常敏感的材料(热处理至51~54HRC的4340钢);试样带有缺口,应力集中系数为Kt=3.1;试样进行电镀或表面处理;施加75%σbH的载荷,持久拉伸200h。该方法是根据氢脆发生的条件,对表面处理工艺进行的加严考核(高敏感材料、高应力集中、高载荷)。本工作借鉴该思路,但试样材料由4340钢改为TC6钛合金。实验表明,在该加严考核条件下,电镀硬铬后的TC6钛合金氢脆试样会发生氢脆断裂,存在氢脆危险。
钛合金中的氢主要以TiH形式存在,它的去除需要真空高温处理(650℃),而铬层在高于400℃时会出现镀层硬度下降等问题[9],电镀硬铬后不能通过真空除氢的方法去除氢或降低氢含量。氢脆发生需同时具备3个条件,由于不能通过真空高温除氢来降低TC6钛合金电镀硬铬氢含量,但可通过控制TC6钛合金电镀硬铬的使用范围,例如避免在高应力集中及高载荷部位使用,来避免氢脆发生。因此应谨慎选用TC6钛合金电镀硬铬工艺,尤其是不用在高应力集中和高承载部位,以避免氢脆发生,保障钛合金镀铬零件的安全。
2.2 力学性能
TC6钛合金电镀硬铬前后力学性能结果见表3。
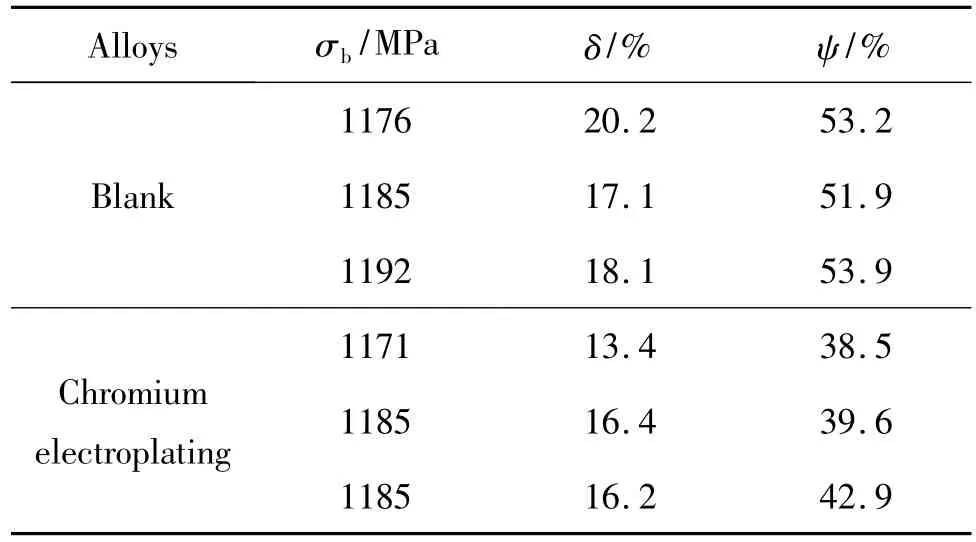
表3 TC6钛合金电镀硬铬前后力学性能测试结果Table 3 The mechanical property of TC6 titanium alloy and the alloy with chromium coating
从表3可以看出:TC6钛合金电镀硬铬后抗拉强度基本不变,但伸长率和断面收缩率有所降低,分别降低了17.3%和24.0%,不过仍满足δ≥10%和ψ≥23%的要求[7]。电镀硬铬工艺对TC6钛合金力学性能的影响主要是氢造成的,由于电镀硬铬氢的渗入,使得TC6钛合金伸长率下降,尤其是断面收缩率有较大幅度的下降,但对抗拉强度影响不大,这与何晓[10]、张彩碚[11]等人的研究结果相近。TC6钛合金为α+β型钛合金,氢在β相中的溶解度和扩散系数都较高,拉伸过程中氢的活动性更强,因此α+β型两相组织比单相α组织对氢脆更敏感;此外氢在钛合金中以氢化物存在,由于晶界析出的氢化物较多,位错塞积后的局部应力集中将比较容易导致氢化物与基体分离而萌生裂纹,使塑性变形不能很好地进行,导致材料变脆。
2.3 疲劳性能
TC6钛合金电镀硬铬前后疲劳性能结果见图2。图2表明,电镀硬铬使TC6钛合金疲劳性能大幅下降,疲劳极限由镀前的626.0MPa降低至镀后的201.3MPa,降幅高达68%。电镀硬铬镀层大幅度降低TC6钛合金疲劳性能的原因是硬铬镀层对基体表面施加了很大的拉应力。采用X-3000残余应力测试仪对TC6钛合金电镀硬铬前后表面残余应力进行测试。测试结果表明:镀前残余应力-163.4MPa,为压应力;镀后残余应力406.6MPa,为拉应力。测试结果很好地证实了上述分析。由于镀层拉应力的作用,使得疲劳源也由单源变成多源,见图3。
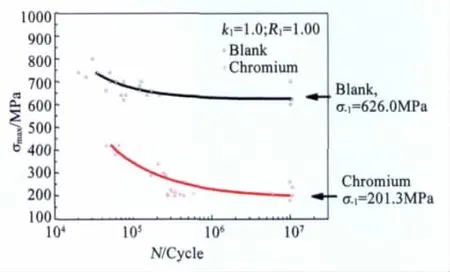
图2 TC6钛合金电镀硬铬前后疲劳性能测试结果Fig.2 Fatigue curve of TC6 titanium alloy with chromium coating
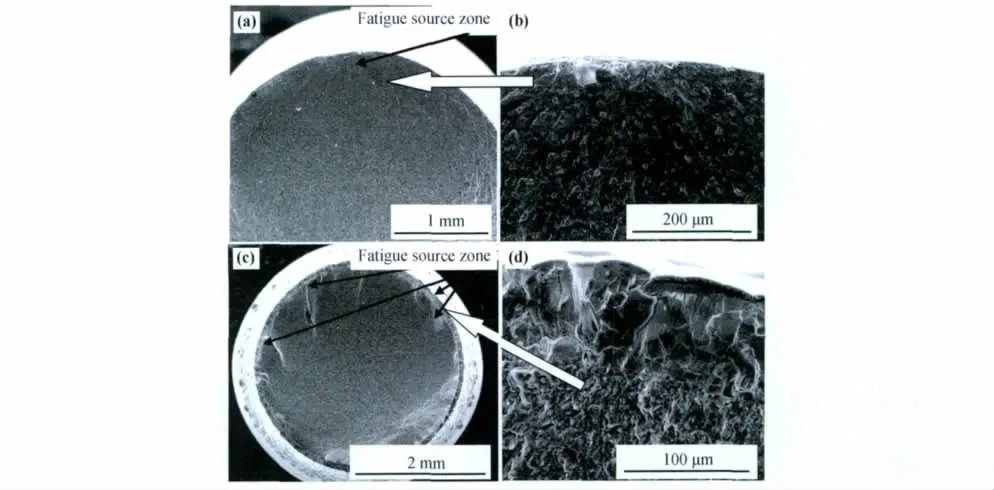
图3 TC6钛合金电镀硬铬前后疲劳断口形貌 (a)镀前试样的断口形貌; (b)镀硬铬试样的断口形貌Fig.3 The cross section morphology of TC6 titanium alloy specimens after fatigue failure (a)blank specimen;(b)the specimen with chromium coating
3 结论
(1)TC6钛合金电镀硬铬后基体氢含量显著提高,氢含量合格但接近上限,通不过氢脆考核,存在一定氢脆风险;建议不将TC6钛合金电镀硬铬工艺应用在高应力集中及高承载部位,以避免氢脆发生。
(2)TC6钛合金电镀硬铬后抗拉强度基本不变;由于电镀中渗氢的影响,TC6钛合金电镀硬铬后伸长率和断面收缩率有所降低,分别降低17.3%和24.0%。
(3)TC6钛合金电镀硬铬后由于镀层造成的残余拉应力,使得疲劳极限显著降低,由626.0MPa降低至201.3MPa。
[1]朱知寿,王庆如,沙爱学.TC6钛合金普通退火热稳定性和高温性能研究[J].航空材料学报,2003,23(4):5-9. (ZHU Z S,WANG Q R,SHA A X.Thermal stability and high temperature properties of TC6 titanium alloy at conventionally annealed state[J].Journal of Aeronautical Materials,2003,23(4):5-9.)
[2]朱知寿,王庆如,周宇,等.TC6钛合金棒材热处理工艺研究[J].航空材料学报,2004,24(5):15-20. (ZHU Z S,WANG Q R,ZHOU Y,et al.Study of heat treatment processings of TC6 titanium alloy bars[J].Journal of Aeronautical Materials,2004,24(5):15-20).
[3]PETERS M,KUMPFERT J,WARD C H,et al.Titanium alloys for aerospace applications[J].Advanced Engineering Materials,2003,5(6):419-427.
[4]孙志华,刘佑厚,张晓云,等.钛及钛合金的电镀工艺述评[J].腐蚀与防护,2005,26(11):493-496. (SUN Z H,LIU Y H,ZHANG X Y,et al.A review of electroplating technology on titanium and titanium alloys[J].Corrosion&Protection,2005,26(11):493-496.)
[5]张允城,胡如南,向荣.电镀手册[M].2版.北京:国防工业出版社,1997:363-409.
[6]ASTM International.ASTM F519-10 standard test method for mechanical hydrogen embrittlement evaluation of plating processes and service environments[S].ASTM International:2010.
[7]中国航空材料手册编辑委员会.中国航空材料手册:第9卷:涂料镀覆层与防锈材料[M].2版.北京:中国标准出版社,2002.
[8]陶春虎,刘庆瑔,曹春晓,等.航空用钛合金的失效及其预防[M].北京:国防工业出版社,2002:97-102.
[9]李金桂,赵闺彦.腐蚀和腐蚀控制手册[M].北京:国防工业出版社,1988:398-399.
[10]何晓,沈保罗,曹建玲,等.氢对两种新型钛合金强度和塑性的影响[J].稀有金属材料与工程,2003,32(5): 390-393. (HE X,SHEN B L,CAO J L,et al.Effects of hydrogen on strength and plasticity of two types of new titanium alloys[J].Rare Metal Materials and Engineering,2003,32(5): 390-393.)
[11]张彩碚,颜莹,刘羽寅,等.氢对T52YL钛合金性能的影响[J].金属学报,2002,38(增刊):248-250. (ZHANG C B,YAN Y,LIU Y Y,et al.Effect of hydrogen on mechanical properties of the T52YL titanium alloys[J]. Acta Metallurgica Sinica,2002,38(Suppl):248-250).
