大间隙钎焊用混合粉状高温镍基钎料的润湿性和显微组织
2012-03-13梁海,叶雷,毛唯
梁 海,叶 雷,毛 唯
(北京航空材料研究院,北京100095)
提高高温合金大间隙钎缝的热强性一直是钎焊领域的一个重要研究对象。起初人们通过加入纯金属或合金粉末,基本解决了钎缝成形和减少低熔点共晶组织以及粗大的脆性化合物的问题[1,2]。后来又通过加入含有Al,Ti的高温合金粉末并结合钎焊后扩散热处理的大间隙钎焊方法,使常规不含Al,Ti的镍基或钴基钎料取得一定的γ'强化的效果[3~5]。但是由于上述大间隙钎焊中使用的镍基钎料不含γ'强化相形成元素,钎缝合金中的γ'相需要通过高温合金粉末或母材中的合金元素的扩散形成,因此其强化效应相对较弱。研究表明在通常窄间隙钎焊中,使用5%的Al,Ti含量的镍基钎料,钎缝中形成了大量的γ'强化相[6]。而国外近年也有类似的研究[7],对使用了一种含3.5%Al的镍基钎料与某种填料混合后进行钎焊的钎缝中的组成相分析表明,钎缝中形成了γ'强化相,但是由于Al含量相对较少,钎缝γ'强化相的数量也少。根据这一情况,研究通过使用高Al,Ti含量的高合金化镍基钎料来提高大间隙钎缝金属中的Al,Ti合金元素含量是有必要的,这样可以使钎缝中形成数量更多的弥散分布的γ'强化相,从而进一步提高大间隙钎缝的热强性。
本工作采用约含5%Al,Ti的高合金化镍基钎料粉末与γ'相沉淀强化型镍基高温合金粉末相互混合,制备了大间隙钎焊用的混合粉状钎料,并对混合钎料的润湿性、合金元素的分布与均匀化以及显微组织进行了研究。
1 实验设备、材料和方法
使用北京航空材料研究院的ZKH-1真空扩散炉和真空氢气钎焊/扩散焊炉,二者热态真空压强可达1×10—2Pa水平。
镍基钎料采用真空雾化法制备,主要含有Al,Ti,Cr,W,Mo,Nb,Si,B和C,其中各元素的含量(质量分数/%)为:Al 4.33,Ti 0.46,W 8.84,Nb 10.3,Ni余量。钎料为球形粉状,粒度为-80目。该钎料的固-液相线温度区间为1190~1210℃。高温合金粉末为FGH95氩气雾化球形粉末,粒度为-150~+200目。主要成分(质量分数/%)为:Al 3.30~3.70,Ti 2.30~2.70,W 3.30~3.70,Cr 12.0~14.0,Mo 3.30~3.70,Nb 3.30~3.70,Co 7.00~9.00,Ni余量。该合金的固-液相线温度区间为1260~1348℃。钎焊用母材为1Cr18Ni9Ti板材。
研究了不同配比的混合钎料在不同钎焊温度下的钎焊铺展和润湿性,以及钎焊后1180℃/4h热处理扩散行为。采用光学显微镜、扫描电镜和X射线能谱仪对钎料合金进行了显微组织观察和成分分析。金相试样采用化学法腐蚀,其腐蚀剂配方为:硝酸∶氢氟酸∶甘油=1∶2∶3,腐蚀温度为室温,腐蚀时间为50s左右。
2 实验结果及分析
2.1 混合粉状钎料工艺性实验
在温度分别为1210℃,1220℃,1230℃,保温时间为30min,钎料与镍基高温合金粉末的配比为2∶3,1∶1,3∶2,7∶3的条件下进行了钎焊工艺性实验。研究了钎料与合金粉末的配比和钎焊温度对混合粉末钎料的成形、润湿铺展性的影响。钎焊实验结果见表1和图1。
在钎焊温度为1210~1230℃的条件下,钎料与合金粉末的配比为1∶1,3∶2,7∶3的混合钎料具有良好的润湿铺展和成形性能。从表1的实验结果看,钎焊温度对混合钎料的工艺性能无明显影响;混合钎料的工艺性能主要受配比的影响。配比为2∶3的钎焊合金由于钎料少,其润湿铺展和成形性能差,难以形成钎缝。虽然钎料合金中合金粉的含量越高,越有利于钎焊接头中低熔点脆性相减少,但是其钎焊工艺性会变得越差。因此,混合钎料只在一定的配合比例条件下才具有使用价值,添加合金粉末的比例不能太高,实际加入量要依据具体的工艺要求而加以确定,其最大加入量最好不要超过50%。

表1 钎焊温度为1210~1230℃的润湿和铺展实验结果Table 1 Wetting and spreading results obtained at brazing temperatures of 1210-1230℃
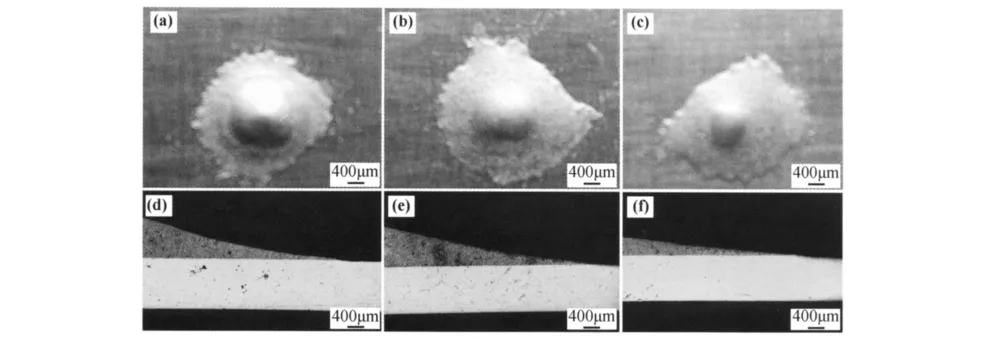
图1 不同配比混合钎料在1Cr18Ni9Ti板材上的润湿和铺展(钎焊参数为1220℃,30min) (a)配比1∶1;铺展;(b)配比3∶2;铺展;(c)配比7∶3;铺展;(d)配比1∶1,润湿; (e)配比3∶3,润湿;(f)配比7∶3,润湿Fig.1 Wetting and spreading on 1Cr18Ni9Ti sheets of the brazing metals with different powder mixing ratios brazed at 1220℃ for 30min (a)ratio 1∶1,spreading;(b)ratio 3∶2,spreading; (c)ratio 7∶3,spreading;(d)ratio 1∶1,wetting; (e)ratio 3∶2,wetting;(f)ratio 7∶3,wetting
2.2 钎缝金属的显微组织和成分分析
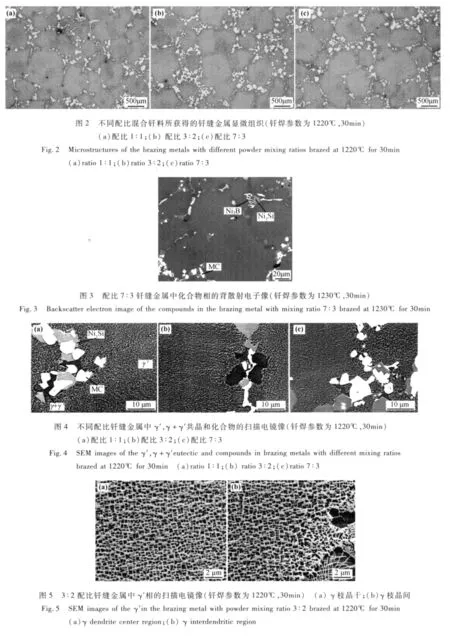
采用三种配比的混合钎料,镍基钎料与高温合金粉末FGH95的配比分别为1∶1,3∶2,7∶3,钎焊温度为1210℃,1220℃,1230℃,保温30min,制备系列不锈钢钎焊接头。对上述接头进行光学电镜、扫描电镜和能谱仪分析。其典型接头钎缝金属的显微组织分别见图2、图3、图4和图5所示。钎缝金属及其组成相的能谱成分分析结果见表2。
2.2.1 钎缝金属的显微组织分析
从图2中可以看到,钎缝金属的显微组织由等轴的γ固溶体枝晶和晶间化合物相组成。对晶间化合物进行背散射电子像观察,如图3所示,晶间化合物包括较多的灰色或白色大块状或形状不规则的化合物相,以及少量晶间白色长条或骨架状的化合物相。由表2中各相的能谱成分分析结果可判断,图3中的白色块状相是含钨、钼、铌的MC碳化物;灰色块状相为Ni3Si镍硅化合物;而少量的白色长条或骨架状化合物,从形态和数量上看应为Ni3B镍硼化合物相。本实验所用钎料的硼含量低,大约只有普通镍基钎料含硼量的1/10~1/20左右,因此形成的硼化物数量很少。对钎缝组织进行扫描电镜观察,如图4所示,γ枝晶和γ枝晶间都弥散分布有细小的γ'相,并在γ枝晶间有少量γ+γ'共晶。
从图2可以看到,随着镍基钎料在混合粉末钎料中含量的增加,晶间化合物的数量有所增多。这些化合物相主要以块状和颗粒状存在,并分布在枝晶间,数量较多,尺寸较大,局部分布过于密集。但是,与单纯钎料相比[6],显微组织的形态得到了根本改变。具体表现为,γ等轴固溶体枝晶基体取代了低熔共晶,脆性化合物相由自由生长的具有方向性的长条形转为分散的颗粒状,化合物的总量减少。原因是由于镍基高温合金粉末加入后,熔化的钎料只能填充合金粉末球形颗粒间形成的无数个细小的毛细空间,加之合金粉末的合金化作用,纯钎料中常见的粗大密集的化合物的自由发展受到抑制,导致钎料凝固后的组织发生了显著的改变。虽然混合钎料合金的组织明显优于纯钎料的组织,但是,γ枝晶间的化合物相数量仍然多,大部分分布过于密集,尺寸偏大,并有少量长条形化合物相沿枝晶间分布。通常为得到好的高温强度和塑性,希望在镍基高温合金的晶界或枝晶界上的化合物相呈一定尺寸的颗粒形链状分布。如果大尺寸硬脆相在晶界或枝晶界连续分布或呈连续的膜状分布,那么在高温应力作用下,这些部位极易形成裂纹源并成为裂纹快速扩展的通道,将会对高温持久强度和塑性及疲劳性能产生致命影响。与纯钎料相比,混合钎料合金中化合物相基本呈颗粒状断续分布,其分布和形态的趋势对高温性能是较为有益的。所以在γ基体组织得到强化后,改善晶间组织对混合钎料合金也是十分必要的。
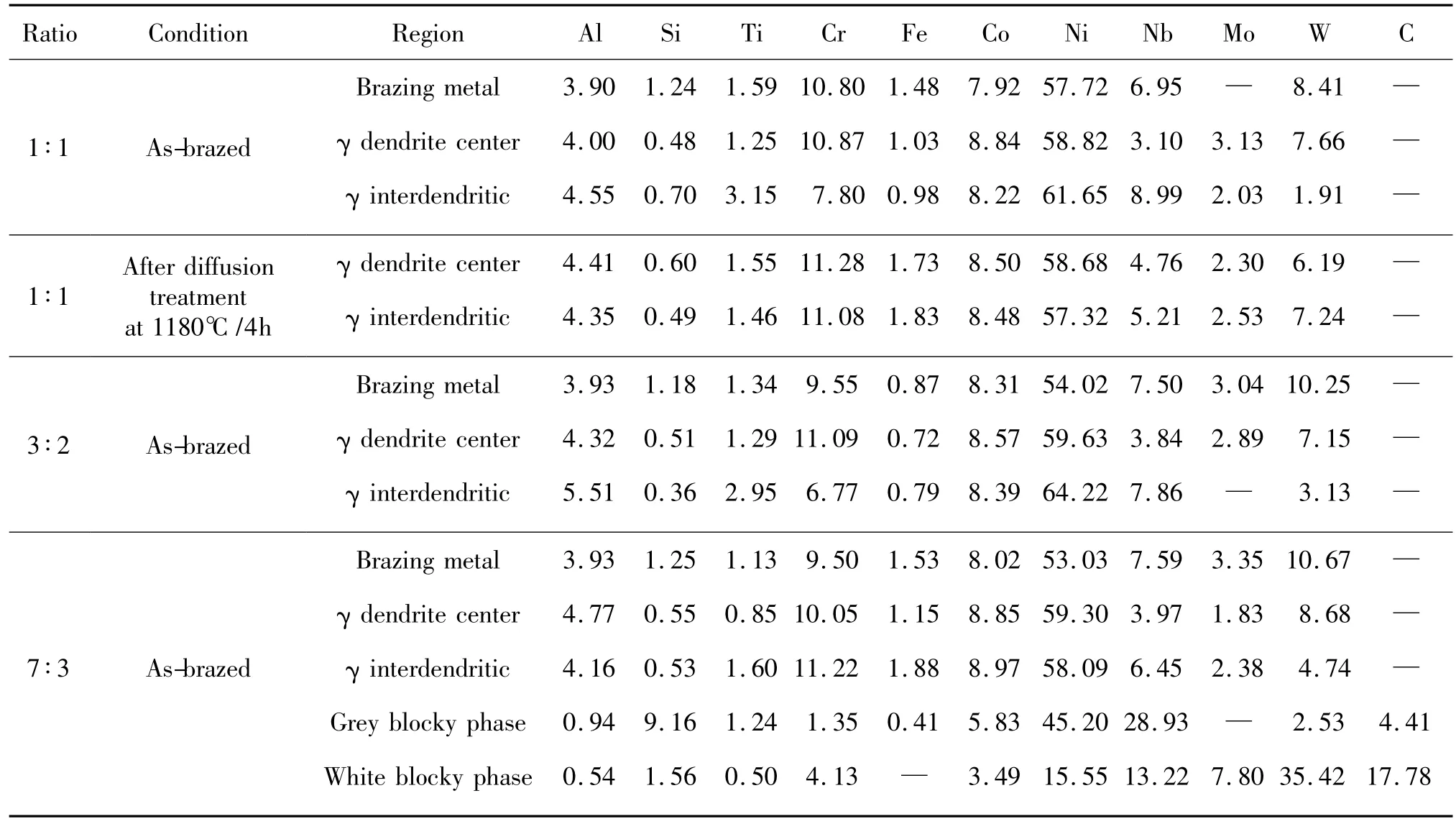
表2 钎缝金属组成相的能谱仪成分分析结果(钎焊参数为1220℃,30min;质量分数/%)Table 2 EDS analysis results of different phases in the brazing metals brazed at 1220℃ for 30min(mass fraction/%)
2.2.2 钎缝金属的成分分析
从表2中的钎缝金属、γ枝晶干和γ枝晶间的固溶体的能谱成分分析结果可以看出,钎料与合金粉末的混合比为1∶1,3∶2,7∶3的钎缝金属的Al+ Ti的实测含量分别为5.49%,5.27%和5.06%,与前述的三种成分的合金钎料的Al+Ti的计算含量5.40%,5.27%和5.15%基本一致。
从焊态的γ枝晶干和γ枝晶间的固溶体的能谱成分分析结果看出,铝在枝晶间有一定偏析,但梯度差不太大;钛在枝晶间也有一定偏析,梯度差相对较大;其他合金元素如铌、钨则存在大的偏析,铌呈现正偏析,钨呈现负偏析;钴则分布均匀,基本看不到偏析;而铬和钼有偏析存在,但不明显。总的来看,焊态钎缝金属中的铝和钛的偏析情况并不明显,而铌和钨的偏析情况则很严重,其他合金元素的偏析情况存在但不显著。其他学者的研究表明,在镍基铸造高温合金中,钨优先分布于枝晶轴上,而钼则集中于晶界和枝晶界,同时加入钨、钼可起到综合强化效果[8]。因此,由于钎料合金中同时加入了钨、钼,可在一定程度上弥补钎焊铸造态的元素偏析的不利影响。另外,经过后续的1180℃/4h扩散热处理,各合金元素的分布也能得到了均匀化,可见元素扩散处理形成的合金化效果明显,混合钎料合金的合金元素偏析也易于消除。另外,也可看到,混合钎缝金属中含有10种常用的镍基高温合金强化元素,其含量也与某些高性能合金母材接近[9],从而具有综合强化镍基高温合金的特征。但是与镍基高温合金母材不同的是,钎料合金中含有相当数量的降熔点元素硅和硼,这些降熔元素的存在必将对钎料合金的性能造成不利影响,这一点必须给予足够重视。
2.2.3 钎缝金属显微组织中γ'强化相的分析
由于钎缝金属中Al+Ti含量较高,从图5中可看到,其γ枝晶内和晶间分布有γ'强化相。γ'强化相主要呈立方体存在,也有呈球状或不规则形状存在。枝晶干和枝晶间的γ'强化相,都呈均匀的弥散分布并且数量很多,只是枝晶间的γ'尺寸略大。经测量,γ'平均尺寸大约在0.3μm左右。经计算机图像分析测算,钎料与镍基高温合金粉末配比1∶1,3∶2和7∶3对应钎缝金属中γ'相平均体积含量分别为57.3%,51.1%和48.4%。混合钎料中合金粉末含量的提高,增加了钎料合金中的Al+Ti元素含量,使γ'强化相的析出量增加。此外,在钎缝金属的γ枝晶间还存在着少量的γ+γ'共晶,共晶γ'的尺寸较大。随着上述粉末配比的增加,γ+γ'共晶的数量也有一定增多。
一般在镍基高温合金中,γ'相形态主要有两种:球状和立方体状。一般球状尺寸较小,约10~ 100nm,共格界面;立方体状γ'尺寸较大,约100~800nm,甚至更大,为半共格界面。球状及立方状γ'有好的强化效果。此外,在特殊条件下γ'可以有各种不规则形状[8]。因此,上述钎料合金中的γ'相析出的形态和大小较为适宜。
γ'相的情况对镍基高温合金性能有很大影响,其中最基本的因素是γ'相的数量,γ'相的总量决定了合金的水平,γ'相的总量增加,热强性能提高[8]。三种钎料合金中的γ'相含量最大已经接近了目前国内主要的铸造镍基高温合金的水准,如K403合金,其铸态下的γ'相体积分数为58%~59%,固溶热处理态的γ'相体积分数为57%左右。而FGH95粉末高温合金的γ'相体积分数为50%左右,与其余两种钎料合金的含量水平相当。可见钎料合金具有相当可观的γ'相强化潜力。
3 结论
(1)混合比例适当的粉状钎料对不锈钢具有较好的润湿铺展性;其钎缝金属的合金化效应显著,Al +Ti合金元素的最高含量可达5.49%;除Nb,W外,钎缝主要强化元素无明显偏析,且经1180℃/4h扩散处理可消除其偏析。
(2)钎缝金属的组织较为均匀,基体为等轴γ固溶体枝晶。γ枝晶间分布有块状、颗粒状和短条状的化合物相,并在γ枝晶间有少量γ+γ'共晶。在γ固溶体中分布着大量弥散的细小γ'沉淀强化相。
(3)使用含Al,Ti的镍基钎料与FGH95高温合金混合粉末的方式,可以有效提高钎缝金属中γ'的相形成能力。经测算,混合比1∶1的混合钎料中γ'相体积平均含量可达57.3%。
[1]CHASTEEN J W,METZGER G E.Brazing of hastelloy X with wide clearance butt joints[J].Welding J,1979,58 (4):111s-117s.
[2]卢寿平,孙计生,刘效方.大间隙钎焊工艺因素对接头成形与组织特性的影响[J].材料工程,1992(2):30-33. (LU S P,SUN J S,LIU X F.Effects of technological factors of wide clearance brazing on formation and microstructure of joints[J].Journal of Materials Engineering,1992 (2):30-33.)
[3]刘效方,孙计生,潘晖,等.提高钎缝耐热性的新途径[J].材料科学与工艺,1999,7(增刊):220-223. (LIU X F,SUN J S,PAN H.A new method to improve the heat resistance of the brazing seam[J].Material Science&Technology,1999,7(Suppl).:220-223)
[4]李晓红,钟群鹏,曹春晓.K403与DZ4高温合金大间隙钎焊[J].航空材料学报,2003,23(4):10-15. (LI X H,ZHONG Q P,CAO C X.Wide-gap brazing between K403 and DZ4 superalloys[J].Journal of Aeronautical Materials,2003,23(4):10-15.)
[5]李大斌,梁海,孙计生,等.扩散处理对K403铸造高温合金大间隙钎焊接头组织和力学性能的影响[J].航空材料学报,2006,26(3):107-110. (LI D B,LIANG H,SUN J S,et al.Effect of diffusion treatment on microstructures and mechanical properties of wide-gap brazed joints of cast superalloy K403[J].Journal of Aeronautical Materials,2006,26(3):107-110.)
[6]梁海,毛唯,孙计生.K465铸造高温合金高温钎焊接头的显微组织[J].材料工程,2005(9):7-10. (LIANG H,MAO W,SUN J S.Microstructures of high temperature brazed joints of cast superalloy K465[J]. Journal of Materials Engineering,2005(9):7-10.)
[7]KIM Y H,KWUN S I Phase analysis in the region brazed with Ni-14Cr-10Co-3.5Al-2.5Ta-2.8B filler metal using electron backscatter diffraction[C]//International Symposium on Eco-Materials Processing and Design(ISEPD-9),2008,Changwon City(KR):93-96.
[8]陈国良.高温合金学[M].北京:冶金工业出版社,1988.
[9]中国航空材料手册编辑委员会.中国航空材料手册:第2卷:变形高温合金铸造高温合金:2版[M].北京:中国标准出版社.2002.
