烫金材料发雾现象的分析
2012-03-10赵燕华
赵燕华
(江苏扬州爱默生新材料有限公司,江苏 扬州 225111)
在烫金材料既电化铝的生产中经常出现发雾的问题。发雾的现象有的是无规则块状,像薄牛奶;有的象棉絮呈无规则的网状;最多的是大面积的均匀的雾状;也有的是在涂布加热后发雾变白。发雾产生的原因是多种多样的,下面就对发雾的一些原因汇总分析及处理。
1 环境湿度过大
生产烫金材料车间应保持一定的湿度,40%~60%的湿度最适合。
在南方多雨季节气压低,经常出现发雾现象。
PET 膜涂布后从涂布机头出来进入烘箱干燥,进入烘箱前有一段湿膜暴露在空气中,不同的设备暴露的长度不同,一般在40~150cm 左右。涂布液中溶剂的含量一般超过75%,有些溶剂容易吸收空气中的水分。当气压偏低生产环境湿度>70%时,溶剂在进入烘箱前吸收了过多的水分,虽经烘箱热风吹干,却留下水痕,表面呈雾状。这段暴露的距离越长,涂布液与空气接触的时间越长,吸收的水分越多。严重时在进入烘箱前就能看到湿膜上的白雾。

甲醇、乙醇、丙酮是极性分子,水也是极性分子,根据同性相吸的原理,他们都是容易吸水的物质。
有些涂布液中的树脂本身含有极性分子,极性较高,容易吸收水分,如只选择不吸收水分的溶剂,而是树脂吸收水分也会出现发雾现象。如选择容易吸收水分的溶剂,涂布液中树脂和溶剂一起吸收水分,发雾现象更为严重。在这种情况下,选择少量能吸收微量水分的溶剂,将涂布液中的水分均匀分布,化整为零,湿膜进入烘箱干燥后不会出现水痕,也就不会有发雾现象。这种能吸收微量水分的溶剂的使用量要根据生产环境的湿度及树脂的性能确定。
水分子聚集生产发雾现象如图:
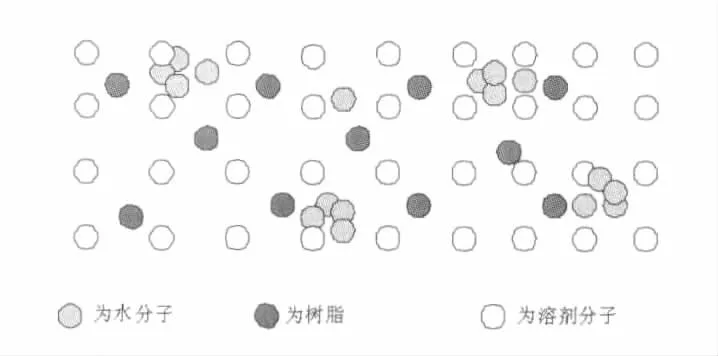
加入能微量吸收水分的溶剂后水分子是分散的:

2 涂布液变质
涂布液存放时间过长或贮存温度较高,导致涂布液变质。涂布液变质严重时肉眼能看出浑浊、粘度增高。轻微变质的肉眼无法辨别,深颜色的色层涂料更难辨别。涂布后也不明显,镀铝后较明显,为时已晚。所以涂布液要根据需要的量配置,每次配置的量不宜太多,不用的涂布液要密封好,放置在阴凉干燥处,避免发雾现象。
一旦出现料液变质,就不能使用。
3 涂布液配置错误
涂布液配制错误分几种情况。
(1)涂布液中误加配方以外的物质。该物质不溶解,或影响其它溶质的溶解,导致涂布液浑浊,涂布后发雾。
(2)涂布液中误加配方以外的溶剂。该溶剂影响溶液中溶质的溶解。
(3)涂布液配比不合理。溶质与溶质的比例、溶质与溶剂的比例、溶剂与溶剂的比例无论哪个比例失调都会产生溶质不能完全溶解。有时还会导致已溶解的溶质析出,料液浑浊,涂布发雾。
在配置涂布液的过程中要核对每种成分的名称和用量。
4 涂色层时烘箱温度过低
烘箱温度过低时色层固化反应不全,会产生几种情况的发雾。
(1) 镀铝后有轻微发雾泛白,不影响烫印。
(2) 镀铝后表面亮度好,但色层耐温性差,在进行后道工序时,薄膜遇热消光,表面发雾。
(3)镀铝后表面亮度好,色层固化不好,色层很脆易断裂,镀铝后有很多细小裂纹,在进行后道工序涂布时,薄膜遇到溶剂,溶剂顺着裂缝渗透进去,破坏了色层,使表面发花发雾,严重者产生剥离不良。
对每种涂料、每种规格的产品都要确定相应的工艺,选择合适的烘箱温度和涂布速度。
5 涂背胶时烘箱温度过高
有的色层本身耐高温性不是很好,涂背胶时如烘箱温度过高破坏了色层,导致局部或全部表面发雾。这种情况一般膜的两边受热严重,发雾现象更严重。
降低烘箱温度后涂胶,表面正常。织物烫金膜的背胶浓度低容易干燥;纸张烫金膜的背胶有毛孔也容易干燥;全转烫金产品的背胶粘度高,涂布量大,不容易干燥,可用降低涂布速度的办法充分干燥。
6 离层与色层不配套
离层与色层不配套,接触后发生物理或化学反应,导致发雾。
[1]赵燕华.烫金材料的生产及应用情况概述[J].中国新技术新产品,2009,(14).
[2]赵燕华.烫金材料的生产[J].中国新技术新产品,2009(14).
[3]石亮,大薮则雄,丁学文.聚氨酯丙烯酸酯涂料的性能研究[J].涂料工业,2010(03).
[4]武利民.涂料研究开发新进展及关键科学与技术问题[J].涂料工业,2012(2).
[5].张启忠,王澍,刘仲一,殷绿.聚丙烯酸酯透明防结露涂料的研制[J].涂料工业,2012(1).
[6].王昭, 朱芳, 戎宗明 , 英徐根.纯溶剂挥发速度的关联关系[J].涂料工业,2008(6).
[7].曾勇平,朱小敏,杨正华.水、甲醇和乙醇液体微结构的Car-parrinello 分子动力学模拟》《物理化学报[J].2011.
[8].牟丹.疏水高分子单链在疏水表面上吸附和扩散过程的分子动力学模拟[J].物理化学报2011(2).
