表面组装工艺中再流焊接缺陷分析
2012-02-20杜中一
杜中一
(大连职业技术学院电气与电子工程技术系,辽宁 大连 116037)
再流焊也叫做回流焊,是由于表面组装技术(SMT)的发展而不断发展起来的焊接技术。再流焊技术主要用于各种表面组装元器件的焊接,是目前最主流的电子组装焊接技术。再流焊接提供一种加热环境,使预先分配到印制板焊盘上的焊膏重新熔化,从而让表面组装的元器件和PCB焊盘通过焊膏合金可靠地结合在一起。再流焊操作方法简单,效率高,品质好,节省焊料,是一种适于自动化生产、主流的SMT焊接技术。PCB板通过再流焊炉传动装置进入到再流焊炉的内部,经过一系列温度不同的温区,再从出口传出,这样就完成一次焊接。通常一次再流焊过程包括预热、保温(也叫浸润)、再流及冷却这4个温度阶段。
在整个再流焊接过程中,常常由于工艺控制不当而产生一些焊接的缺陷。最常见的再流焊接缺陷包括冷焊、“立碑”、偏移及锡珠现象,下面将对这4种缺陷现象作具体的分析。
1 冷焊现象
冷焊是指焊膏还没有完全熔化就开始冷却的一种再流焊缺陷。冷焊的焊点表面比较粗糙、外形不规则,颜色比较暗淡。冷焊形成的焊点机械抗拉强度比较低。冷焊的焊点如图1所示。
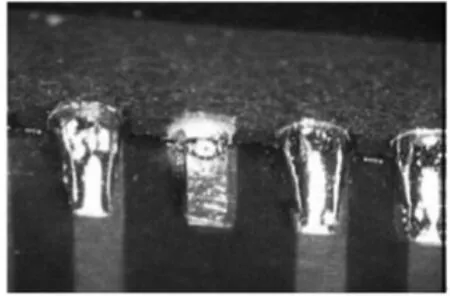
图1 冷焊的焊点
冷焊形成的主要原因,是再流焊接从预热、保温到再流这3个温区的温度偏低,或者在合适的炉温下,PCB停留的时间太短,造成PCB不能够得到充足的热量,将导致焊料不能完全处于熔融状态。
对于共晶有铅焊膏63Sn37Pb的再流焊接,其熔点是183℃,预热阶段通常上升速率设定为1~3℃/s;再流峰值温度一般设定在210~230℃,超过液相线温度的驻留时间一般在45~80 s,温度上升斜率最大不可超过4℃/s。
对于无铅焊料的再流焊接,最好选择7~9温区的再流焊炉,这样提供更多的温区,可以提高无铅焊接的焊接效果。最常见的无铅焊膏96.5Sn3Ag0.5Cu的熔点是217℃,再流峰值温度一般设定在220~245℃,超过液相线温度的驻留时间一般在50~60 s。无铅焊膏96.5Sn3Ag0.5Cu温度曲线设置如图2所示。
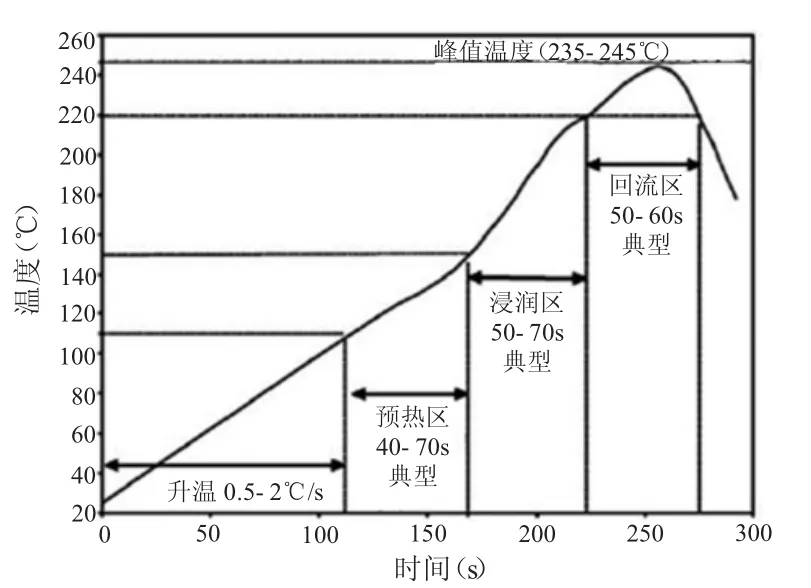
图2 无铅焊膏96.5Sn3Ag0.5Cu温度曲线设置
PCB在再流焊炉的传输系统上传送速度过快,就会使焊点在液相线以上的温度中停留时间过短,使得焊料在焊炉内不能充分的受热熔化,造成冷焊。我们可以适当减少传送速度,以便于获得良好的焊点,也可采取下列方式处理冷焊问题。
(1)采用再次再流的方法消除冷焊;
(2)为防止再次再流中助焊剂挥发过快,可以采用再流焊专用助焊剂,设定适当的温度曲线,调整预热温度和预热时间。
2 “立碑”现象
“立碑”现象常发生于表面组装片式元件的再流焊,是指两个焊端的表面组装片式元件,经过再流焊后其中一个端头离开焊盘表面,整个元件呈斜立或直立的现象,如图3所示。

图3 “立碑”现象
几种常见的“立碑”状况,分析如下:
(1)贴片精度不够。我们知道,再流焊最大的优点,是具有自定位效应,即贴片时如果产生较小的元器件偏移,在再流焊接时,由于焊膏的熔化产生的表面张力,可以拉动元器件进行自动对准。但如果元器件偏移严重,拉动就有可能会使片式元件竖起,形成“立碑”。
解决办法是,调整贴片机的设置参数,以提高贴装精度,尽可能减少贴装偏差。
(2)焊盘尺寸不合理。片式元件焊端都是对称的,如果片式元件的对称焊盘不对称,则会导致漏印的焊膏量不一致,小焊盘上的焊膏对温度响应快,能够更快的熔化,大焊盘则相反,熔化较慢。这样当小焊盘上的焊膏已经熔化后,在其表面张力的作用下,可以将片式元件拉起甚至直立,导致“立碑”现象的发生。
解决办法是,一定要按照规范标准进行焊盘的设计,保证焊盘图形的形状和尺寸大小完全对称。另外,在设计焊盘时,可以在保证焊点强度的前提下,让焊盘尺寸应尽可能小些,这样“立碑”现象就会大幅度减少。
(3)焊膏涂敷过量。印刷焊膏过量时,由于焊膏量较多,因此对称的两个焊盘上的焊膏不同时熔化的概率就大大提高,从而导致片式元件两个焊端受到熔化焊膏的表面张力不平衡,容易产生“立碑”。相反,如果焊膏涂敷的量适合,对称的两个焊盘上的焊膏不同时熔化的概率就大大降低,发生“立碑”的可能性就会减少。
解决办法是,在印刷焊膏的模板开口尺寸固定的前提下,涂敷焊膏量的多少,是由焊膏的厚度决定的;而焊膏的厚度,是由模板的厚度决定的,因而可以选择用模板厚度较薄的模板,通常模板厚度不超过0.15 mm。
(4)没有充分预热。当焊膏预热温度设置较低或预热时间较短时,片式元件两端的焊膏在进入再流阶段前,没有到达理想的温度,这样不能同时熔化的概率就大大提高了,从而使得片式元件对称的两个焊端受到的表面张力不平衡,产生“立碑”。
解决办法是,正确设置预热温度曲线,降低再流焊炉传送装置的传送速度,从而延长预热时间,其焊膏充分预热。
(5)PCB板的片式元件排列设计存在缺陷。在再流焊接时,如果片式元件的两个焊端是一前一后进入再流焊炉,那么先进入的一端的焊膏将先熔化,而另一焊端尚未达到熔化温度,这样将导致先熔化的焊端在表面张力的作用下,将片式元件拉直竖起,产生“立碑”。
解决办法是,在进行PCB的版图布局设计时,尽量使片式元件两焊端同时进入再流焊区域,即尽量使片式元件在PCB上的排布方向垂直于PCB的运动方向,这样就使片式元件两端焊盘上的焊膏可以同时熔化,减少“立碑”产生的可能性。
(6)片式元件质量太小。自身质量越小的片式元件,发生“立碑”现象的比率越高。因为片式元件质量太小,只要片式元件两端存在一点点不均衡的表面张力,就可以很容易地拉起片式元件。
解决办法是,在确保片式元件型号正确的前提下,尽量能够选择质量较大的片式元件。
3 偏移现象
偏移,是指元器件没有被准确的焊接在焊盘上的现象,如图4所示。

图4 偏移
几种常见的偏移状况分析如下:
(1)焊膏的性质。再流焊接焊膏的焊料金属含量一般选择在89%~92.5%,金属含量不足89%的焊膏,印刷脱模之后的焊膏图形边缘容易引起塌陷,金属含量如果超过92.5%,焊膏的黏度将会过大,焊膏将不能顺利的脱模。焊膏的黏度过大,还将会使焊膏流变性能下降,在焊接过程中,将会影响熔融焊料的润湿性,导致焊膏自定位作用的下降,容易产生元器件的偏移。
通常贴片机完成贴装之后,在元器件相对于焊盘中心的偏移率不大于40%的情况下,若熔化的焊膏具有良好的润湿性,在自定位作用的驱使下,焊膏可以纠正偏移的元器件;若在再焊接过程中,通入惰性的保护气体氮气,则自定位作用效果会更佳。如果选择的焊膏焊料金属含量偏低,则焊膏黏度就会偏低,贴片元器件附着在上面就不会很牢靠,如果再流焊炉的传输装置发生震动或传送速度稍快,就容易产生偏移。
(2)焊膏的印刷效果。若焊盘上的焊膏印刷不均匀,则元器件在焊接时焊端受到熔化焊膏的表面张力不均衡,也会使元器件发生扭曲,从而产生位置偏移。所以应根据实际情况,适当调整焊膏印刷机刮刀的压力,保证印刷的焊膏厚度合理且均匀。
(3)再流焊炉升温的速率。升温的阶段包括预热、保温和再流这3个阶段。一方面,如果升温速率过高,元器件各端焊膏的受热不均衡,使熔融焊膏的表面张力有一定的差异,容易使元件发生移位,从而产生位置偏移;另一方面,如果升温速率过低,焊膏中的助焊剂会在自定位完成之前耗尽,失去助焊剂的作用,焊膏的润湿性能将会变得很差,熔化后的焊膏表面张力也会降低,削弱焊膏的自定位作用,偏移的元器件也将很难自行修正。通常预热阶段上升速率设定为1~3℃/s;再流峰阶段温度上升斜率最大不可超过4℃/s。
(4)焊盘与元器件引脚的可焊接性能。如果焊盘或元器件引脚的可焊性较差,再流焊接时,必将影响熔化的焊膏在焊盘或元器件引脚上的润湿性能,造成焊膏表面的张力不均衡,元器件就会容易产生偏移。
(5)贴装的精度。元器件的贴装精度,也会造成再流焊过程中的偏移。虽然轻微的贴装偏差,可以通过再流焊的自定位进行修正;但在润湿状态不佳的情况下,或偏移的幅度过大的情况下,自定位修正就无能为力了。通常元器件相对于焊盘中心的偏移率超过40%,自定位修正将会很困难,偏移缺陷率会迅速增加。但对于BGA器件的自定位修正能力是很强的,甚至在偏移率达到60%的情况下,自定位还能进行修正。
(6)传输系统传送PCB的平稳度。再流焊炉腔内轻微的影响,都会导致位置偏移。再流焊炉的传送网带或链条在传送PCB的过程中,发生轻微的抖动,会使焊料尚处在熔融状态下,还未冷却形成焊点的元器件发生偏移。
(7)再流焊炉内的高速气流。在再流焊接中由于片状元件的体积较小,自身质量也较小,再流焊炉内循环的加热气流,会将一些小的元件从贴片最初的位置吹开,造成元件的偏移,所以要适当降低炉内循环风的风速。另外,要注意选择一些黏度较高的焊膏,甚至可以采用贴片胶进行固定,这些办法都可以避免由于再流焊炉内的高速气流而产生的片式元件的偏移。
4 锡珠现象
锡珠现象,是再流焊接中经常碰到的焊接缺陷,多发生在焊接过程中的急速加热过程中,或预热区温度过低,突然进入再流区,也容易产生锡珠。如图5所示。
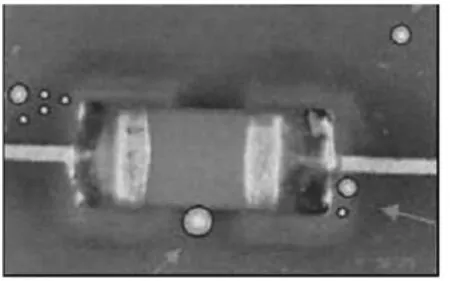
图5 锡珠
产生锡珠的主要原因,就是再流焊各温区的温度曲线设置不当。
首先,如果没有充分的预热,即没有达到适当的温度或时间要求,焊膏中的助焊剂活性偏低,不仅不能去除焊盘和焊膏中焊料颗粒表面的氧化膜,而且无法改善熔化焊膏的润湿性,再流时容易产生锡珠。其解决办法是,使预热时间适当延长。
其次,如果预热区温度上升速度过快,达到预定温度的时间过短,导致焊膏内部的水分和焊膏中的溶剂部分未完全挥发出来,在到达再流焊温区时,就会引起焊膏内部的水分和焊膏中的溶剂迅速沸腾,从而溅出锡珠。因此,应注意升温速率,预热区温度的上升速度控制在1~3℃/s范围内。
另外,再流温区的温度的设置过低,液态熔化的焊膏润湿性将下降,容易产生锡珠。如果适当升高再流温区的温度,液态熔化的焊膏的润湿性将得到明显改善,会减少锡珠的产生。对于共晶有铅焊膏63Sn37Pb的再流焊接,再流温度一般设定在210~230℃;对于最常见的无铅焊膏96.5Sn3Ag0.5Cu,再流温度一般设定在220~245℃。
5 结束语
冷焊、“立碑”、偏移和锡珠现象,是再流焊接过程中的4种主要缺陷,通过分析各种缺陷形成的原因,找出了解决办法,给出了针对相关缺陷分析的思路和方法。
[1]鲜 飞.SMT焊接常见缺陷及解决办法[J].印制电路信息,2004,(5):110-115.
[2]杜中一.SMT表面组装技术[M].北京:电子工业出版社,2009.
[3]吴懿平.电子组装技术[M].武汉:华中科技大学出版社,2006.