《再生资源综合利用先进适用技术目录(第一批)》公告
2012-02-06
《再生资源综合利用先进适用技术目录(第一批)》公告
再生资源综合利用先进适用技术目录(第一批)
编者按:工业和信息化部公布了《再生资源综合利用先进适用技术目录(第一批)》,该《目录》共6大类95项技术。《目录》包括废弃电器电子产品技术13项,废旧轮胎橡胶技术23项,废旧金属和废玻璃技术18项,废塑料和废纺织品技术18项,建筑和农林废弃物技术11项,废纸张及其他技术12项。本刊将分期连载《目录》的全部内容,供广大读者学习、参考。
(续一)
二、废旧轮胎橡胶(23项)
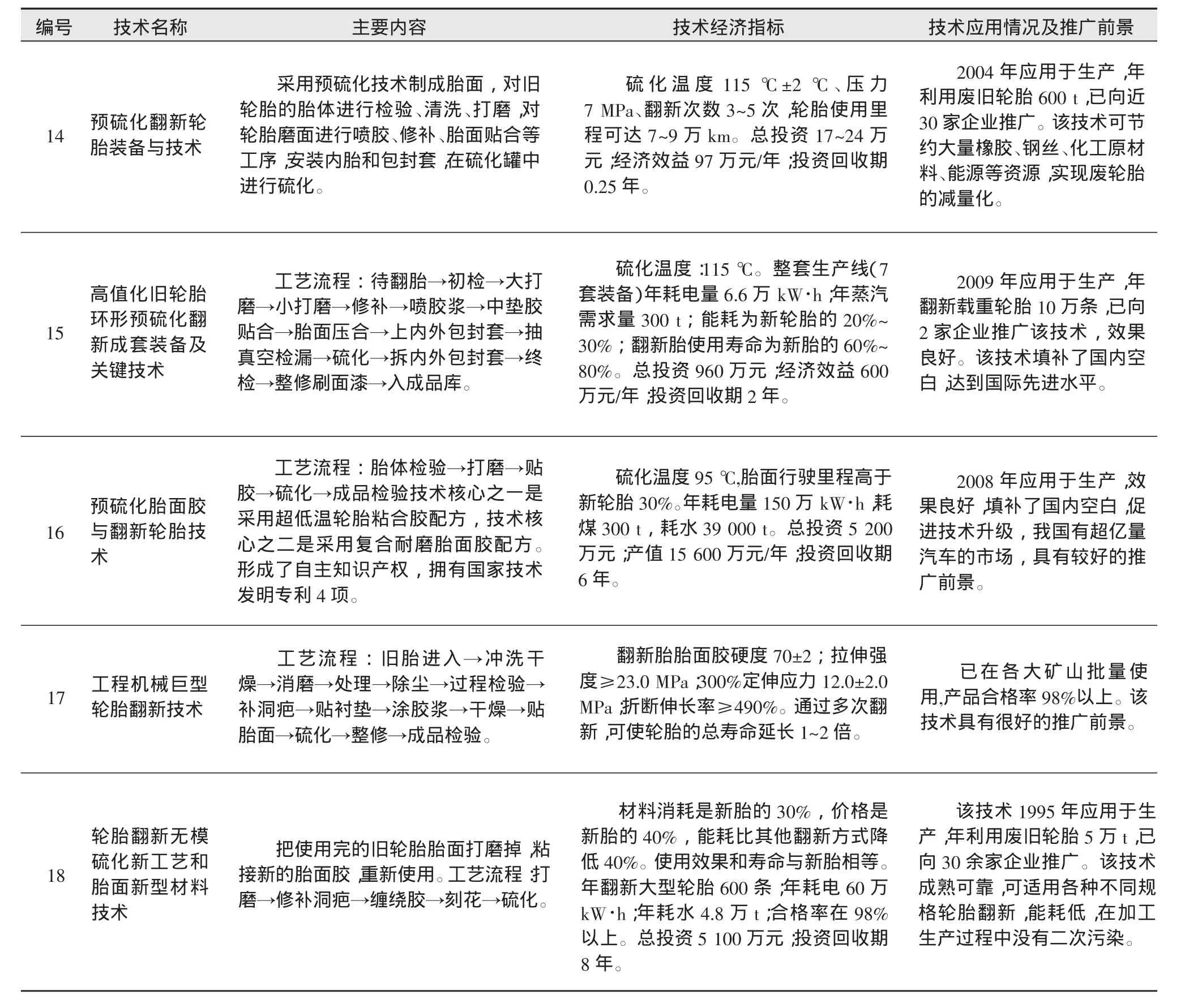
编号 主要内容技术名称 技术经济指标 技术应用情况及推广前景14 预硫化翻新轮胎装备与技术采用预硫化技术制成胎面,对旧轮胎的胎体进行检验、清洗、打磨,对轮胎磨面进行喷胶、修补、胎面贴合等工序,安装内胎和包封套,在硫化罐中进行硫化。硫化温度 115℃±2℃、压力7 MPa、翻新次数3~5次,轮胎使用里程可达7~9万km。总投资17~24万元;经济效益97万元/年;投资回收期0.25年。2004年应用于生产,年利用废旧轮胎600 t,已向近30家企业推广。该技术可节约大量橡胶、钢丝、化工原材料、能源等资源,实现废轮胎的减量化。15 16 17 18高值化旧轮胎环形预硫化翻新成套装备及关键技术预硫化胎面胶与翻新轮胎技术工程机械巨型轮胎翻新技术轮胎翻新无模硫化新工艺和胎面新型材料技术工艺流程:待翻胎→初检→大打磨→小打磨→修补→喷胶浆→中垫胶贴合→胎面压合→上内外包封套→抽真空检漏→硫化→拆内外包封套→终检→整修刷面漆→入成品库。工艺流程:胎体检验→打磨→贴胶→硫化→成品检验技术核心之一是采用超低温轮胎粘合胶配方,技术核心之二是采用复合耐磨胎面胶配方。形成了自主知识产权,拥有国家技术发明专利4项。工艺流程:旧胎进入→冲洗干燥→消磨→处理→除尘→过程检验→补洞疤→贴衬垫→涂胶浆→干燥→贴胎面→硫化→整修→成品检验。把使用完的旧轮胎胎面打磨掉,粘接新的胎面胶,重新使用。工艺流程:打磨→修补洞疤→缠绕胶→刻花→硫化。硫化温度:115℃。整套生产线(7套装备)年耗电量6.6万kW·h;年蒸汽需求量300 t;能耗为新轮胎的20%~30%;翻新胎使用寿命为新胎的60%~80%。总投资960万元;经济效益600万元/年;投资回收期2年。硫化温度95℃,胎面行驶里程高于新轮胎30%。年耗电量150万kW·h,耗煤300 t,耗水39 000 t。总投资5 200万元;产值15 600万元/年;投资回收期6年。翻新胎胎面胶硬度70±2;拉伸强度≥23.0 MPa;300%定伸应力12.0±2.0 MPa;折断伸长率≥490%。通过多次翻新,可使轮胎的总寿命延长1~2倍。材料消耗是新胎的30%,价格是新胎的40%,能耗比其他翻新方式降低40%。使用效果和寿命与新胎相等。年翻新大型轮胎600条;年耗电60万kW·h;年耗水4.8万t;合格率在98%以上。总投资5 100万元;投资回收期8年。2009年应用于生产,年翻新载重轮胎10万条,已向2家企业推广该技术,效果良好。该技术填补了国内空白,达到国际先进水平。2008年应用于生产,效果良好,填补了国内空白,促进技术升级,我国有超亿量汽车的市场,具有较好的推广前景。已在各大矿山批量使用,产品合格率98%以上。该技术具有很好的推广前景。该技术1995年应用于生产,年利用废旧轮胎5万t,已向30余家企业推广。该技术成熟可靠,可适用各种不同规格轮胎翻新,能耗低,在加工生产过程中没有二次污染。
再生资源综合利用先进适用技术目录(第一批)
再生资源综合利用先进适用技术目录(第一批)
(待续)