正交试验分析稀土对陶瓷砂轮磨削性能的影响①
2012-01-25梁芸亭赵干生栗正新
梁芸亭,赵干生,栗正新
(1.河南工业大学材料科学与工程学院,河南 郑州 450007;2.白鸽集团,河南 郑州 450007)
1 前言
稀土元素由于具有特殊的电子层结构,因而在性能上有其特殊性,是良好的表面活性元素,可以改善材料的润湿性能,可以降低陶瓷材料的熔点,提高砂轮的硬度[1]。本文主要研究了三种稀土氧化物对砂轮磨削比和喷砂硬度的影响,确定三种稀土氧化物合适的添加配比,为砂轮添加稀土提供一定的依据。
2 实验方法
结合剂基础配方为粘土40%、长石45%和硼玻璃15%。稀土氧化物的添加采用正交试验法,因素水平表见表1。制作的磨具特征标记为:1A1100×20×20WA F46。另外对不添加任何稀土氧化物的砂轮,与添加稀土氧化物的砂轮进行实验结果的对比和研究[2]。
将经过修整后的陶瓷磨具,安装在MA6025型万能工具磨床上进行磨削试验,加工对象为45号钢,进行断续平面磨削。砂轮转速为29m/s,计算磨除的工件体积和砂轮的损耗体积来计算砂轮的磨削比。砂轮的磨削比越大,表明砂轮的耐磨削性越好,砂轮的磨削效率也就越高[3]。

表1 因素水平表Table 1 Factor-level table
在砂轮喷砂硬度机上测量磨具的喷砂硬度,用凹坑的深度来表示磨具的硬度。凹坑越深,则表示磨具硬度越低,凹坑越浅则表示硬度越高。
3 数据处理与分析
陶瓷结合剂中正交法添加的稀土氧化物对砂轮性能的好坏,本实验通过双指标进行评定,即综合平衡法。综合平衡法是,先对每个指标分别进行单指标的直观分析,得到每个指标影响因素的主次顺序和最佳水平组合,然后根据理论知识和实际经验,对各指标的分析结果进行综合比较和分析,得出较优方案[4]。
砂轮磨削比和喷砂坑深双指标正交分析见表2。

表2 试验结果分析Table 2 Analysis of test results
3.1 正交趋势图
与单指标实验的分析方法相同,先对各指标分别进行直观分析,得出因素的主次和较优方案如上表2。依据表2画出各因素与各指标的趋势图,如图1~图6。

图1 氧化镧对磨削比的影响Fig.1 Influence of La2O3on grinding ratio

图2 氧化铈对磨削比的影响Fig.2 Influence of CeO2on grinding ratio

图3 氧化钇对磨削比的影响Fig.3 Influence of Y2O3on grinding ratio

图4 氧化镧对喷砂坑深的影响Fig.4 Influence of La2O3on depth of the sandblasting pit

图5 氧化铈对喷砂坑深的影响Fig.5 Influence of CeO2on depth of the sandblasting pit
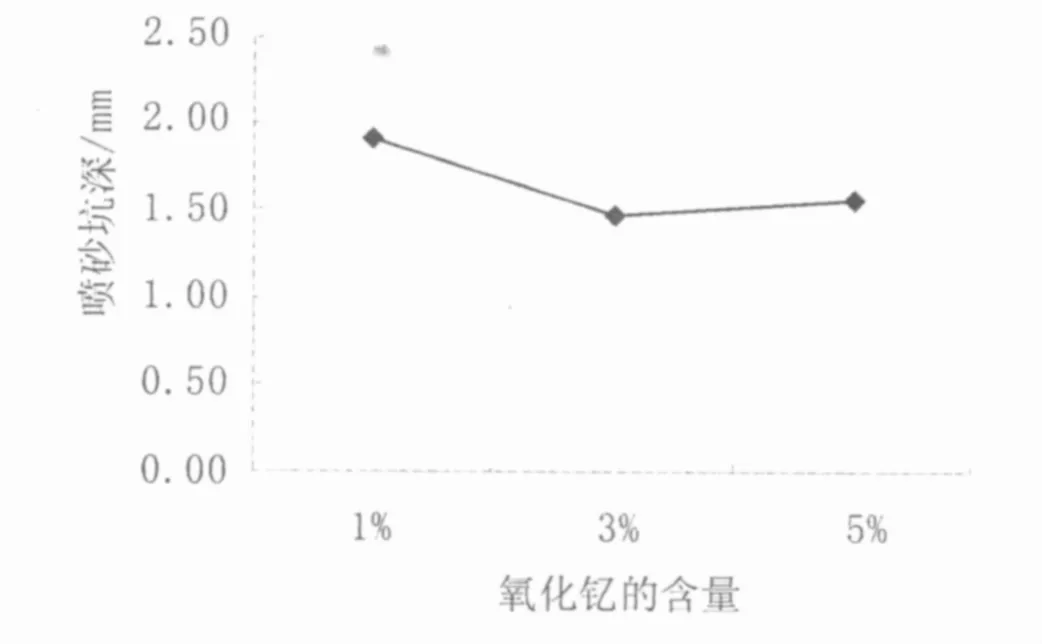
图6 氧化钇对喷砂坑深的影响Fig.6 Influence of Y2O3on depth of the sandblasting pit
从图1~图3看出稀土氧化物的含量对磨具磨削比的影响并非越多越好。三种稀土氧化物在1%到5%之间都存在一个最大值,即3%。
从图4~图6看出喷砂硬度随氧化镧含量的增加而减小;氧化铈含量在3%时硬度最低,在1%和5%时相差不大;氧化钇含量在3%喷砂硬度最大,5%时硬度比1%时大。
3.2 优方案的确定
正交试验的目的在于分析各因素、各水平对实验指标的影响,从而挑选最优的实验方案。对于不同的指标而言,不同因素的影响程度不一样;而不同指标所对应的优方案也是不同的,下面通过综合平衡法进行分析,以得到最优方案。具体平衡过程如下。
La2O3因素:对于两指标来说,La2O3都是最主要的因素,磨削比的优方案需要的水平数为3%,而喷砂深度则为1%,但La2O3取1%、3%相差不大,并且磨削比是较重要指标,所以可以确定该因素的水平数为3%。
CeO2因素:该因素为最次要的因素,对指标的影响最小。虽然两指标中水平数不相同,但本着降低实验成本原则,确定1%为该因素的水平。
Y2O3因素:该因素为较次要因素,对两指标来说,都以3%为最佳水平,所以取3%。
综合以上的分析,优方案为3%La2O33%Y2O31%CeO2,即为6号配方砂轮。
本正交试验不考虑各因素间的交互作用,但从数据分析可知,交互作用对喷砂硬度影响最小,但对磨削比影响最大,看来各因素、各水平间存在不可忽略的交互作用,需要做进一步的研究,可能还有提升实验指标的潜能。
4 结果讨论
未添加稀土氧化物的砂轮其磨削比为16.51,喷砂坑深为2.86mm。与正交实验的砂轮对比看,除1、3和9号配方的砂轮的磨削比低于未加稀土砂轮外,其它配方的砂轮均高于未添加稀土砂轮,4号配方的磨削比比未添加稀土砂轮高一倍以上。而添加稀土氧化物结合剂砂轮的喷砂坑深都要比未添加稀土砂轮小,即添加稀土氧化物后的砂轮硬度要高于没有添加的砂轮。添加稀土氧化物的砂轮的磨削比有较大的提高。
加入陶瓷结合剂中的稀土氧化物Y2O3、CeO2和La2O3可以促进Al2O3与SiO2、CaO等的化学反应,稀土氧化物倾向于分布在基体颗粒的表面,并且易于形成低熔点液相,加上颗粒之间的毛细作用,促使颗粒间的物质向孔隙处填充,从而降低孔率,提高致密度,使磨粒和结合剂的结合更紧密,从而提高砂轮的硬度。所以砂轮的磨削性能得到一定改善[5]~[6]。
但磨具的硬度并非与磨具的磨削比成正比的关系。磨具的磨削性不仅与磨具硬度有关系,它还与磨具组织,磨粒粒度,结合剂种类和磨削液等有很大的关系。如磨具组织越紧密,磨具中的气孔越少,干磨时磨削热不易排散,容易造成堵塞和热损伤降低磨具的磨削比。因为稀土氧化物的添加导致气孔率的减少,所以出现了1、3和9号配方磨削比小于未添加稀土砂轮。而未添加稀土砂轮的喷砂坑深较大,即磨具喷砂硬度较低,但其磨削比并不是很低。所以磨具磨削比的影响因素较多,磨具的磨削比和喷砂硬度之间并非线性关系,正像试验数据显示的结果一样。
从正交试验表中,发现空列的极差大于三种稀土氧化物的影响作用,这可能是实验过程中的误差或稀土氧化物间的交互作用造成的,所以需要进一步的实验才能确定空列极差大的缘由。
5 结论
1.添加稀土氧化物能显著提高砂轮的磨削比和喷砂硬度,但从经济效益考虑,6号配方即3%La2O33%Y2O31%CeO2为砂轮的最优添加配方。
2.磨具的磨削性不仅与磨具硬度有关系,它还与磨具组织,磨粒粒度,结合剂种类,气孔率有很大关系。所以硬度高的砂轮磨削比不一定高,磨具的磨削比和喷砂硬度之间并非线性关系。
[1]李长龙,李国彬,吴玉会.稀土对切玻璃金刚石锯片切削性能的影响[J].金刚石与磨料磨具工程,2003(6).
[2]刘炳基.陶瓷磨具制造[M].中国磨料磨具工业总公司.
[3]陈剑飞,邱家修,邹文俊.磨削加工学[M].郑州:河南科学技术出版社,1994.11.
[4]张铁茅,丁建国.试验设计与数据处理[M].兵器工业出版社,1990.
[5]郭瑞松,郭多力,齐海涛,陈玉如,杨正方,袁启明.添加稀土氧化物对氧化铝复相陶瓷性能的影响[J].硅酸盐学报,2002,30(1).
[6]K.Sato,H.Yugami,T.Hashida.Effect of rare earth oxides on fracture properties of ceria ceramics[J].Journal of Materials Science,2004,39(18):5765-5770.
