超细腈纶/细特粘胶/维勒夫特混纺针织纱的开发
2012-01-15朱莉娜
朱莉娜
(德州学院,山东 德州 253023)
1 纤维概述
超细腈纶(A)选用的细度为0.89 dtex,细特腈纶纤维手感柔软、蓬松、强度高、色泽鲜艳、吸湿性比普通腈纶高一倍,其织物具有真丝的天然手感、 轻薄柔软、 透气性、悬垂性良好。能够克服天然纤维易皱、人造纤维不透气的缺点,并具有保暖、不发霉、无虫驻、质轻、防水等许多无可替代的优良特性[1]。
粘胶(R)选用细度为1.33 dtex的产品,主要特点为细度均匀,偏差小,长度整齐度好,干强大于等于2.1 cN/dtex,各项指标均,优于棉型粘胶短纤维,外观洁净度高,无色差、色斑、污点、污物、异味。与普通棉型产品相比,其纱线制品号数低、强度高,条干均匀,面料具有轻薄、克重低、强度高、耐磨性强、手感细腻、抗褶皱性、耐多次变形性强等优点,吸湿透气性强[2],具有良好的服用性能。
维勒夫特(V)选用细度为1.9 dtex的新型再生纤维素纤维,纤维拥有独特的扁平截面,使得用纤维制成的面料及成衣手感极其柔软,如同第二肌肤般舒适;同时形成许多空气囊,能够抵御强烈寒气的袭击。其原料来自纯天然的木质素,给人以回归自然的感觉。纤维干强力高,有良好的透气性、保暖性和染色性能,洗涤打理方便,成衣在40℃下水洗,既不会变形,也不会褪色[3]。并且可完全再生和降解,是一种新型的绿色环保纤维。三种原料的性能指标见表1。
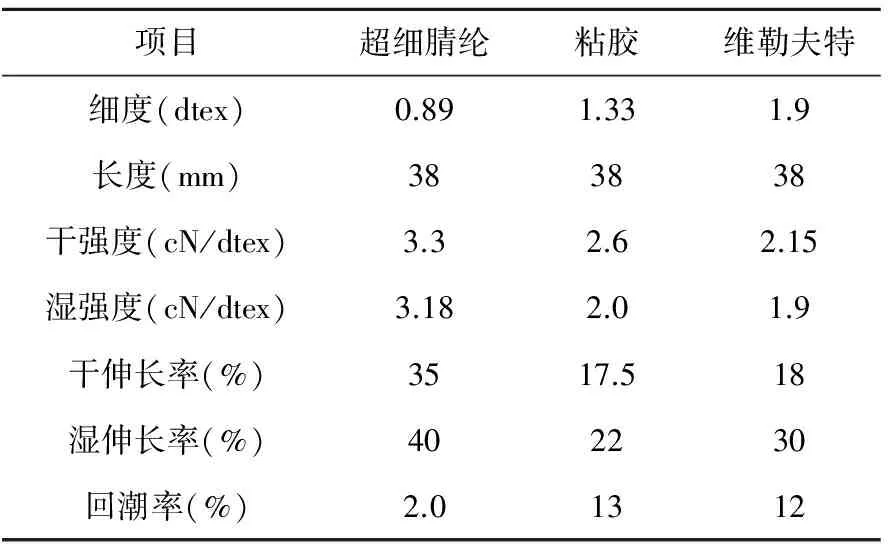
表1 超细腈纶 粘胶 维勒夫特的性能指标
2 纺纱方案的确定
根据腈纶、粘胶、维勒夫特三种原料的不同性质,考虑到纱线的用途和纺纱成本,纱线混纺比为A/R/V: 60/20/20,19.2 tex;该纱线可以做春秋季针织服装用,高比例的超细腈纶实现了面料的柔软、色彩鲜艳、保暖和羊绒般的感觉,并且降低了成本;粘胶和维勒夫特的亲肤性和良好的吸湿透气性实现了面料良好的服用性能,同时把绿色环保的概念引入了人们的生活。由于三种纤维的强力、伸长不同[4],纤维包得松紧不一,同时为了保证准确的混纺比,采用分别制成生条,在并条机上进行条混的工艺路线。
2.1 腈纶纤维制条
A002C自动抓棉机→A035A混开棉机→A036C梳针开棉机→A092A双棉箱混棉机→A076C单打手成卷机→A186D梳棉机[2]。
2.2 粘胶纤维制条
A002C自动抓棉机→A035A混开棉机→FA025大仓混棉机→A036C梳针开棉机→A092A双棉箱混棉机→A076C单打手成卷机→A186D梳棉机。
2.3 维勒夫特纤维制条
A002C自动抓棉机→A035A混开棉机→A036C梳针开棉机→A092A双棉箱混棉机→A076C单打手成卷机→A186D梳棉机。
2.4 混纺工艺流程
3 各工序主要工艺技术措施
3.1 开清棉
3.1.1超细腈纶开清棉工艺
腈纶纤维由于其强力较高,回潮率较低,纤维蓬松,其开清棉工艺适当减轻卷的定量,在成卷机上增大紧压罗拉压力,采用加热装置,防止粘卷,并保持较高的温湿度;超细腈纶定量不宜过轻,以降低棉卷重量不匀率提高棉卷质量。腈纶卷的干定量为350 g/m,定长32.4 m,卷重12.5 kg。
3.1.2粘胶 维勒夫特开清棉工艺
粘胶、维勒夫特由于其强力较低,但吸湿性能较好,所以开清棉工艺流程贯彻轻打、多混、少落的工艺原则。适当降低A036C和A076C打手速度[5-6],并减少尘棒间的隔距,提高风扇速度,保证棉流的顺利输送,改善棉卷均匀度。
3.2 梳棉
3.2.1超细腈纶梳棉工序
超细腈纶纤维由于静电作用大,梳棉机工艺条件应缓和,各部件速度比一般化纤适当降低20%左右;含杂少,所以提高给棉板+6 mm,纤维长度长且整齐度好,所以增加了分梳长度,以减少纤维损伤程度,放大锡林和盖板五点隔距[7-8],以减少纤维缠绕锡林。
3.2.2粘胶 维勒夫特梳棉工序
粘胶、维勒夫特,采用200 mm弧长小漏底,除尘刀工艺0/90o,减少后车肚落率。为增强分梳效率,控制棉结,必须严格做到“四锋一准”[8],逐渐增大锡林刺辊的速比,提高纤维转移率,减少纤维充塞和反复搓揉。具体工艺配置见表2。
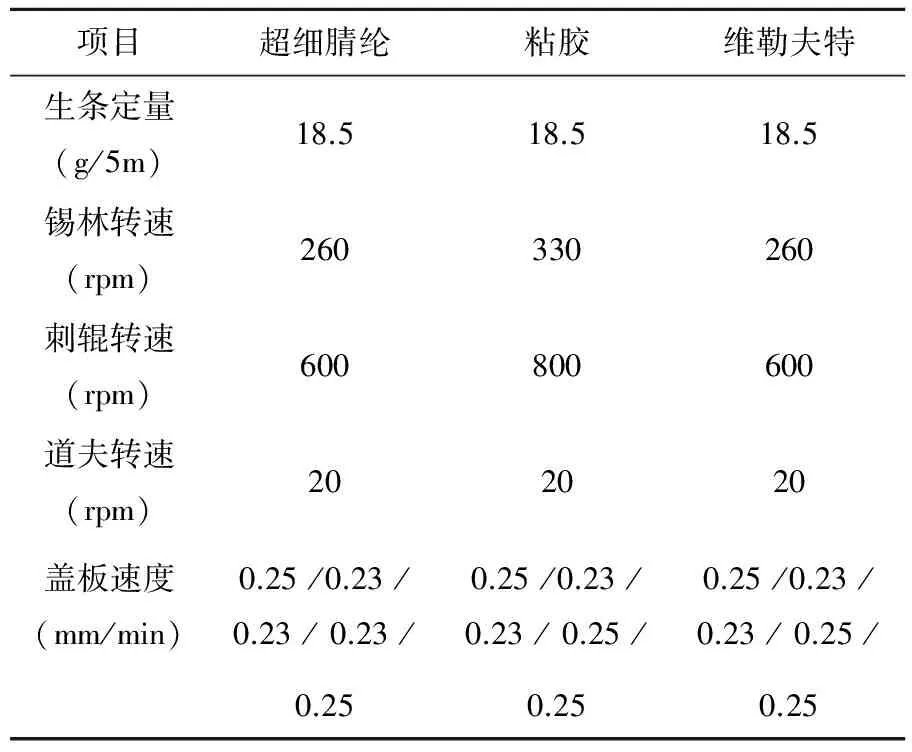
表2 梳棉工艺参数
3.3 并条
为了保证良好的混合效果和混纺比,该工序采用三道并条,确保成纱无色差。皮辊状态要良好,加压稳定,回转正常。采用抗静电皮辊,以减少皮辊吸花。其具体工艺参数见表3。

表3 并条工序主要工艺参数
3.4 粗纱
粗纱是贯彻“重加压,大隔距”的工艺原则,在生产过程中避免出现疙瘩条。同时定期对粗纱通道进行清洁,以减少绒板花的产生。保证粗纱的前皮辊和上下皮圈有良好的抗缠绕性,在粗纱生产过程中要调整好粗纱张力[9],防止产品细节,保证粗纱质量。粗纱工艺参数见表4。

表4 粗纱工艺参数
3.5 细纱
细纱工序加强对细纱皮辊和皮圈的控制,采用高弹性软皮辊,并定期进行清洗和回磨,以确保皮圈和皮辊有良好的控制能力,杜绝短粗节产生。优选钢领、钢丝圈的型号,注意钢领和钢丝圈的使用周期,做到及时更换钢领、钢丝圈[10],以防止产生过多的棉结和毛羽。细纱工艺参数见表5。
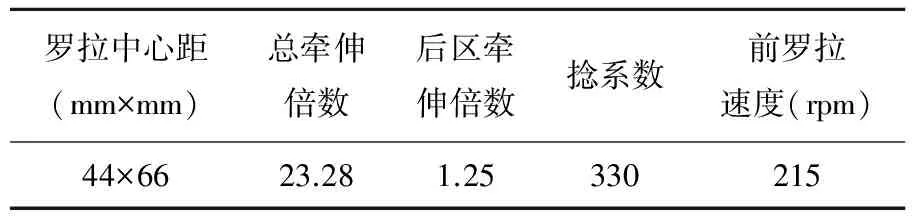
表5 细纱工艺设计
3.6 络筒
3.6.1在络筒工序,要保证络筒通道光洁,无毛刺。
3.6.2选用21C-S全自动络筒机,优选清纱参数,以便有效地清除纱线中的有害纱疵,进一步提高成纱质量。清纱设定值:短粗节(S):+130%×1.3 cm;长粗节:(L)+40%×20 cm;长细节(T):-40%×820 cm。
3.7 成纱质量
强力指标测试仪器:YG020D电子单纱强力仪。测试参数见表6。

表6 强力仪参数设置
条干指标测试仪器:SY600E条干均匀度测试分析仪。测试参数见表7。
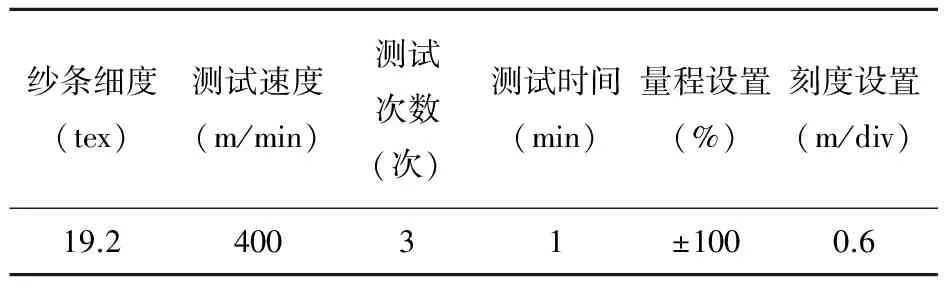
表7 强力仪参数设置
成纱质量指标见表8。

表8 超细A/R/VILOFT 60/20/20 19.2 tex
4 结语
利用超细腈纶羊绒般的手感,较高的强度和弹性,利用维勒夫特纤维和粘胶纤维良好的吸湿透气性能,通过配置合理的纺纱工艺流程,开发混纺针织纱。纺纱中各工序的工艺安排重点考虑条干要求,减少纤维的损伤,半成品定量偏轻掌握,细纱工序对钢领、钢丝圈的选型,以及皮辊皮圈的机械状态要求较高。纺纱过程中还要加强生产和技术管理,保证半成品的质量稳定,才能提高生产效率和成纱质量。
参考文献:
[1] 于加勇,丁晓娟.Viloft纤维羊毛腈纶混纺纱的开发[J].棉纺织技术,2005,33(5):47—49.
[2] 陈忠东.细旦腈纶的生产[J].合成纤维工业,2004,27(4):42—43.
[3] 丛森滋.Viloft纤维混纺纱的开发[J].山东纺织科技,2004,(4):12—14.
[4] 郭利强.Viloft/中空涤纶混纺纱的开发与测试[J].毛纺科技,2011,39(2):24—26.
[5] 叶静.Viloft纤维与中空涤纶混纺工艺的研究[J].毛纺科技,2005,39(10):33—36.
[6] 陈霞,张淑霞,王清柱,等.细旦粘胶系列产品的开发[J].郑州纺织工学院学报,1998,9(1):89—93.
[7] 赵博.圣麻纤维/细旦粘胶/棉混纺子母条织物的开发[J].现代丝绸科学与技术,2010,(5):3—5.
[8] 马仁龙.40D/24F细旦粘胶长丝的开发[J].内江科技,2011,(5):125—126.
[9] 刘增欣,王晓慧,刘文永.超细腈纶纤维织物染整工艺研究[J].山东纺织科技,2002,43(1):18—19.
[10] 马红燕,王忠林.Viloft纤维纺纱的开发实践[J].山东纺织科技,2002,43(5):18—19.
