细号高密纯天丝色织小提花高档面料的开发
2012-01-15迟淑丽
迟淑丽
(德州学院,山东 德州 253023)
天丝被称为第三代再生纤维素纤维,不仅强度高,而且具有良好的吸水性,利用它生产的细号高密纯天丝色织小提花高档面料质地紧密,经后处理后手感柔软,光滑似绸,吸湿透气性好,易染色,色泽鲜艳,可以制作高档衬衣面料,具有极高的附加值和经济效益。
1 天丝纤维的性能指标
天丝纤维主要性能指标如表1所示。
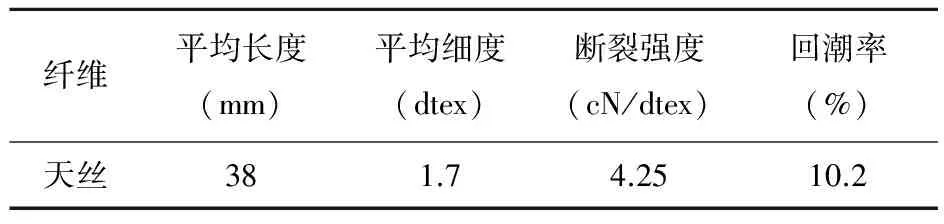
表1 纤维的主要性能指标
2 纺纱工艺流程
2.1 天丝纤维的纺纱工艺流程
纺制9.8 tex的纯天丝纱的工艺流程:
FA002型自动抓棉机→ SFA035C型混开棉机→FA106型梳针开棉机→ SFA161B 型振动给棉机→A076E型单打手成卷机→ FA206型梳棉机→FA311F型并条机(两道) → EJK211型粗纱机→EJM128型细纱机→ GA013型络筒机(空气捻接器)。
2.2 天丝纤维的纺纱工艺参数设计
开清棉工序:A036打手速度控制在480 rpm 左右,A076 打手速度控制在720 rpm左右。
梳棉主要工艺参数:刺辊转速700~748 rpm,锡林转速330~354 rpm,锡林与刺辊速比2∶1以上,生条定量18~20 g/5m,出条速度90~110 m/min,相对湿度控制在57%~62%[1]。
并条工艺采用两道8×8根并合,合理牵伸分配,其工艺参数见表2。

表2 并条工序工艺参数
罗拉隔距偏大掌握,改善纤维结构,提高纤维伸直平行度;适当增大摇架压力,保证罗拉钳口对纤维有足够的握持力,确保纤维在牵伸过程中运行稳定。选择抗静电性能较好的胶辊。加强轻重搭配,减小并条重量不匀。并条通道要光洁,喇叭口尺寸偏小为宜。卷装容量以小为宜, 避免条子产生意外伸长而造成细节。相对湿度控制在55%~62%[2]。
粗纱工序主要工艺参数:粗纱定量3.5 g/10m,后区牵伸倍数为1.19,罗拉中心距38 mm×53 mm×64 mm,捻系数75,锭翼转速900 rpm[3]。在以上工艺条件下,粗纱的Uster条干CV值为3.83%。
细纱工艺配置为:罗拉隔距45 mm×68 mm,后区牵伸倍数1.21,原始钳口3.0 mm,前罗拉加压176 N,锭子转速13000 rpm[4]。经过优选以上工艺参数,大大提高了天丝品种的产品质量,成纱质量指标如下:百米质量CV为1.89%,断裂强力320.18 cN,断裂强度21.68 cN/tex,单强CV 8.65% ,实测捻系数336,条干CV 14.95%。
在生产过程中各工序的相对湿度应偏大控制,必要时采取局部加湿措施,以提高纤维的回潮率。另外生产环境温度不宜过低,否则对纤维吸湿不利,生产车间相对温度控制在26~32℃、相对湿度控制在62%~72%为宜。9.8 tex纱线的性能指标如表3所示。
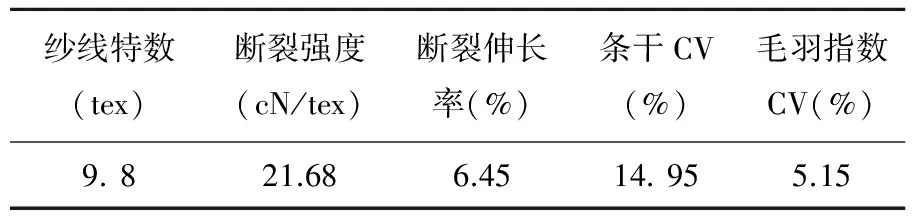
表3 天丝纱线的性能测试表
3 细号高密纯天丝色织小提花高档面料的设计与织造
3.1 面料的设计
天丝的特点是柔软、舒适,织物手感挺爽、吸湿透气性好,具有丝绸的悬垂性,触感可达到仿棉、毛、真丝的各种感觉。
现在以织造一种细号高密纯天丝色织小提花高档面料为例。经纬纱采用9.8 tex纯天丝,再加上小提花的新颖设计,逼真生动,立体感突出的图案效果,面料呈现淡雅光泽,颜色深而清晰,凸显织物纹理,垂坠飘逸动感。天丝服饰具有湿度调节功能,能达到抑菌效果。因而也被称作“会呼吸的服装”。
3.1.1织物组织结构设计
该面料组织图如图1所示。
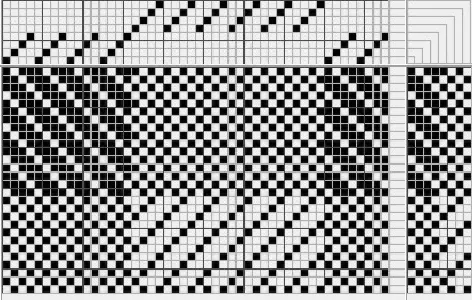
图1 组织图
3.1.2原料的选择
开发的格子小提花高档面料,经纬纱原料均选用9.8 tex纯天丝纤维纱。天丝纱线具有柔软悬垂、触感独特、飘逸动感、透气透湿、素雅光泽等特点,给人高贵大方的感觉。采用天丝制作的服装,服贴柔顺。
3.1.3花型 组织 色彩的设计
花型设计为平纹地小提花。经纬纱采用9.8 tex纯天丝,坯布经纬纱密度645.5×378 根/10 cm,幅宽为160.3 cm,经纱缩率为8%,纬纱缩率为3.5%,经向紧度为74.92,纬向紧度为43.87,克重为0.45 g/m2。色经循环为:深蓝2根,浅蓝11根,白色35根;色纬循环为:深蓝2根,浅蓝7根,白色19根。边纱为60×2。全幅花数为213[5]。
作为主作品的蓝白格小提花织物,具有整洁、醒目、轻松、愉快的视觉效果,使人仿佛置身于热带海岛的雪白沙滩,面对蓝色的大海,令人心旷神怡。
作为它的系列产品白紫黄格面料是时下最流行的颜色,映衬出更健康的肤色和潇洒的气质,而白蓝绿格面料作为衬衣面料更是一种自然的时尚。
3.2 主要工艺技术特点
织造纱号细,经纬密度高的产品,难度很大,尤其是特细号纯天丝单纱浆纱时质量难以控制。纱线细,伸长大,在整经时必须掌握适当的车速和张力,减少整经断头。由于天丝属于再生纤维素纤维,吸浆性能优异,给上浆和上浆质量的控制带来困难。所以,浆好纱是最关键的一步。同时制定合理的上机工艺参数,调整合适的气压和张力,对织机开车也非常重要。
3.2.1整经 浆纱工序
整经工艺掌握的原则是小张力、低车速、张力均匀。车速控制在400 m/min,张力掌握在 10~11 cN[6]。整经要求片纱张力均匀,卷绕密度适中,卷绕质量好。整经机型采用LSGA600,整经长度为1134 m。
浆纱机型LSGA600,浆纱速度为20 m/min。浆料配方:PVA205:15 kg,CD-90:50 kg, YL:2 kg。
3.2.2织造工序
采用ZA209I色织机,织机速度为500 rpm,采用“小开口,大张力”的工艺配置[7]。小开口易导致开口不清,所以要采用大张力,以保证织口清晰度,提高织机效率。
4 结束语
细号高密纯天丝色织小提花格型面料具有光洁细腻、薄爽柔软、质地坚牢、吸湿透气、外观丰满悦目、立体感强的特征,是时下市场上非常紧俏的一种服饰面料,所开发的纯天丝绿色环保格小提花高档面料采用纯天丝纱,利用色纱的合理搭配,织造的面料呈现出柔软轻薄、色彩优雅、外观时尚的特点,这些元素使得服装简约大方,百搭而不会平庸,让繁忙的人们在工作中享受高品位的快乐生活,体验穿着带来的自信与感召力。
参考文献:
[1] 邹小祥.纺制新型纤维素纤维梳理元件的选用及工艺探讨[J].梳理技术,2009,17(12):22—24.
[2] 李卫星,许德生.聚乳酸天丝纤维混纺纱的开发[J].山东纺织科技,2007,48(6):18—20.
[3] 温海永,杨西君.Tencel纤维纯纺纱及其混纺纱的开发[J].棉纺织技术,2007,35(10):47—49.
[4] 张芝萍,翁毅.天丝纤维纺纱工艺的探讨[J].山东纺织科技,2003,44(5):24—26.
[5] 陈彤.色织物织造与整验[M].北京:纺织工业出版社,1987.
[6] 李国利,王莉.LF天丝纯纺细号纱的生产技术[J].山东纺织科技, 2010,(6):13—14.
[7] 爱华, 马连想.天丝织物的生产实践[J].江苏纺织,2010,(2):43—45.