武广高速铁路雷达2000型双块式无砟轨道施工组织探讨
2011-12-31孙军红黄辉阳大勇
■ 孙军红 黄辉 阳大勇
1 工程概况
武广高速铁路武汉—花都段无砟轨道双向正线共计1 822.58 km,施工共分8个标段。其中Ⅱ标正线全长216.2 km,起迄里程为:DK1341+415—DK1592+585,由鄂湘两省界至成田塘大桥。其中,路基段累计长度89.609 k m,隧道累计长度29.637 k m,桥梁累计长度96.954 km,共计铺设无砟轨道425.1 km。计划2008年1月1日—2009年2月24日组织本段无砟轨道施工,计划工期13.7个月。
本段工程以丘陵地貌为主,兼有中低山区,沿线地形、地质条件复杂,不良地质发育,沿线湖泊、水塘星罗棋布,水网密布,水系发达。属亚热带季风气候,四季变化明显,雨量充沛,霜期较短,夏季湿热、冬季干寒,汛期雨量集中。年平均气温17.1 ℃,极端最高气温43.7 ℃,极端最低气温-11.8 ℃,年平均降水量在1 200~1 750 m m,每年洪水期在4—7月,占全年降水量的46%左右,日最大降水量为259.5 mm。本段线路所经地区公路发达,除与107国道、京珠高速公路并行外,大部分地区的县乡公路较发达,公路运输较为便利。
根据对本段工程沿线主要河流地表水及地下水的水质分析,其水质对混凝土无侵蚀性,施工用水可就近取水或打井取水,进入城区范围内施工用水可利用城市自来水。沿线砂、石料资源丰富,施工时可就近采购使用。沿线电力资源丰富,3.5 k V、10 k V、35 k V等高压电力线交错分布,施工用电可就近引入。
2 施工重点和难点
首次在高速铁路轨道结构中大量采用雷达2000型双块式无砟轨道结构,其施工组织和工艺与传统有砟轨道结构有本质区别,无砟轨道施工质量是高速铁路轨道工程施工质量的最终体现,整体道床施工需一次成型,轨道几何状态一次达标,施工精度控制是无砟轨道施工技术的重点。
武广高速铁路无砟轨道采用自主研发结合外方指导的方式施工,目前国内尚无成熟的施工经验可以借鉴,要在施工过程中不断进行无砟轨道施工技术和设备的开发和完善,尽快成功研制出全套国产化设备和成熟的施工技术是本次高速铁路施工的重点。
沿线不良地质发育,线下工程沉降控制和变形观测各项工作必须实施到位,针对线下工程评估情况,排除不确定因素对施工组织存在较大干扰。无砟轨道施工时,进一步加强沉降变形观测和采取必要的措施是施工的重点。
无砟轨道要在路基堆载、桥梁上部结构及长大隧道施工完成后才能进行,而且施工时间短,又与箱梁架设、路基填筑预压及无缝线路铺设工序密切相关,其分阶段、分区段的快速施工技术是施工组织的关键。
与国外施工相比,没有理想化的辅助施工便道,绝大部分地段施工场地狭窄、施工接口多、物流组织困难,严重制约施工效率,如何做好现场的物流组织是施工的难点之一。
测量工作直接决定无砟轨道的成败,建立好CPI、CPⅡ、CPⅢ测量控制网并保证各环节的精确测量是施工的难点。
高速铁路设计使用寿命100年,道床板的施工全部采用高性能混凝土,加强对高性能混凝土的认识及现场严格控制混凝土的施工质量,保证施工后混凝土不出现开裂是施工的又一难点。
3 施工组织方案
针对本段工程的路基、桥梁、隧道、施工便道、水、电、砂石料、拌和站等的分布情况,结合线下工程施工进度和无砟轨道施工工期要求,充分考虑人员、机械的施工能力和一切内外部不利因素的影响,本着科学组织、合理安排、均衡生产、稳步推进的施工组织原则,合理划分施工区段,配备施工队伍和机械设备,充分利用线下工程既有设施的条件下,尽量减少二次投入,在确保施工安全、质量、工期的前提下节约施工成本,优质、高效的完成本段无砟轨道施工。
3.1 总体施工顺序
总体施工顺序:(1)对路基、桥梁、隧道工后沉降和桥梁收缩徐变情况进行评估,满足设计要求后,方可进行无砟轨道施工。(2)复核基桩控制网(CPⅢ),测设加密基桩。(3)滑模摊铺机摊铺路基支承层混凝土,人工立模、绑扎钢筋、浇筑桥上混凝土底座(凸形挡台),人工养护混凝土。(4)运卸工具轨、双块式轨枕、钢筋等施工材料;工地散布纵向钢筋;散枕机散布双块式轨枕;组装12.5 m工具轨轨排;粗调轨排;绑扎纵横向钢筋;立纵横向模板;精调轨排;轨道检测小车进行轨道检测,精调轨道;混凝土浇筑机浇筑道床板混凝土。(5)倒运模板、施工机具、工具轨等,人工养护混凝土。(6)轨道检测小车再次进行轨道检测,对个别精度不满足设计要求地段进行调整和整修。(7)铺设道床沥青混凝土防水层。
3.2 基本施工工艺流程
基本施工工艺流程见图1。
3.3 主要进度指标
(1)混凝土支承层施工。由于本段工程路、桥、隧频繁交错,路基段长度大部分在几百米,加之支承层施工工艺相对比较简单,考虑整体施工组织,每天进度平均600单线米。
(2)混凝土底座施工。本段桥梁所占比重较大,且桥上混凝土底座施工工艺相对复杂,施工组织受一定限制,施工进度平均400单线米/(日·作业面·双班)。
(3)混凝土道床板施工。该项施工工艺复杂,施工组织困难,现场施工环节较多,各环节之间施工干扰大,进度平均200单线米/(日·作业面·双班)。
3.4 现场施工队伍配备
根据现场实际情况,结合工期要求,本段无砟轨道道床施工分7个作业面同时进行施工,每个作业面现场施工人员配备见表1。
3.5 主要施工设备配备
根据施工作业面划分情况,全段配备7套主要施工设备,2套考虑进口,其余5套全部国产。主要设备包括滑模摊铺机、散枕机、轨排粗调机、轨检小车、混凝土浇筑机、跨双线轮胎式龙门吊、螺杆调节器等,其他运输车辆、小型机具、模板等根据实际情况每作业面按需配备。
3.6 关键工序施工组织
CPⅢ测设及加密基桩。由于CPⅢ测设和基桩加密需要专业化的测量人员进行,本段工程配2~3支精测队,每支精测队配10~15人,全面负责本段工程CPⅢ的测设及加密基桩工作。
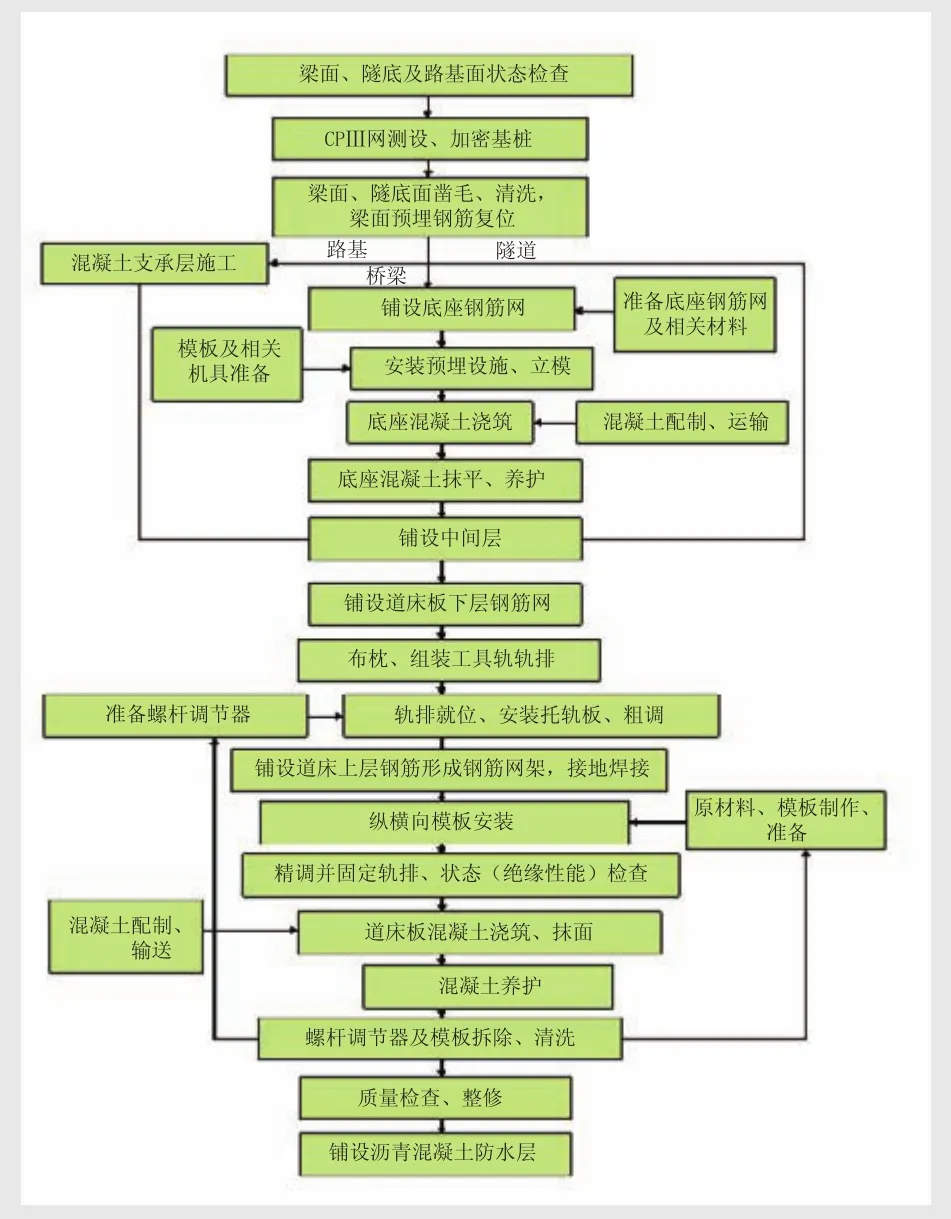
图1 双块式无砟道床施工基本工艺流程
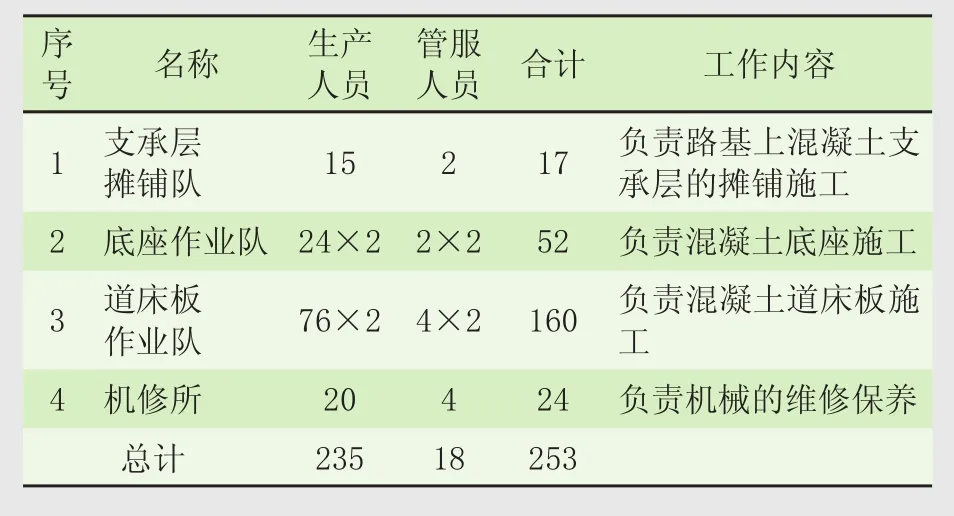
表1 无砟轨道道床施工人员配置表
路基上混凝土支承层施工。绝大部分地段采用滑模摊铺机施工,极个别路基较短地段,可利用人工立模施工,人员需要较少。该工程施工工艺简单、施工空间大,干扰小,容易组织。
桥上混凝土底座施工。桥上混凝土底座施工工艺相对复杂,施工组织受一定限制,只能人工立模施工,人员需求相对较多,施工组织相对较困难。
道床板施工。施工环节多,施工工艺复杂,人员、设备主要集中在该作业环节,是无砟轨道施工的关键环节,施工组织最复杂。如何组织好各工序之间的衔接和协调,做好现场人员、机械和物流组织是能否保证施工进度的关键。
施工前准备。无砟轨道施工前,对全段线路进行详细调查,主要解决好物流通道问题。根据现场路、桥、隧分布情况,确定好施工区段的长度,定出施工便道与正式线路的连接位置。根据施工区段划分长度,计算出本段工程双线施工需要的轨枕数量、钢筋数量、工具轨数量,提前将物资倒运至现场,分散堆放在双线之间的空地上,每堆数量要计算准确,避免二次倒运。根据现场实际情况,开始组织施工。施工大致可分为以下几个工段:铺设纵向底层钢筋;布枕、组装轨排;粗调轨排、绑扎钢筋网;安装纵横向模板;精调轨排、固定轨排;浇筑道床板混凝土;拆除模板及工具轨。每个工段长度可控制在100 m左右,实际情况根据每班的施工进度确定。钢筋铺设重点是控制好纵横向钢筋的数量和间距,保证搭接长度和焊缝的饱满,以及综合接地钢筋的正确安装。布枕时重点控制好轨枕间距,组装轨排时再次检查轨枕间距,严格按设计间距进行组装。组装过程一定要按设计要求上好扣配件,保证扣件密贴和扭力达标。粗调轨排保证水平、方向、高低误差在5 mm以内,很容易达到要求。人工安装纵横向模板,曲线地段采用加高模板,模板安装要密贴、牢固,保证混凝土保护层厚度及道床板混凝土浇筑时不能漏浆。
精调轨排,严格按照设计标高调整轨排,保证每根轨枕对应的标高、水平、方向均满足要求,然后固定轨排。轨排固定好后,再次进行确认,并且在浇筑道床板混凝土前由专人现场进行防护,确保其他施工对已经调整好的轨排没有扰动。
浇筑道床板混凝土是无砟轨道施工最为关键、施工中物流最难组织的一个工序。根据现场施工条件,可以分为以下几种施工工艺和物流组织办法。
第一种:线路旁边有良好的施工便道,而且路基或桥梁高度小于10 m,可以用混凝土泵车直接泵送混凝土施工,这是最理想的施工方法。
第二种:左右线同时向前施工,但工段划分总长度压缩到200 m以内,混凝土由施工前方组织运输,利用泵送设备向后面浇筑面供应混凝土,混凝土泵送距离控制在200 m以内,可避免泵送混凝土时出现堵管现象。该施工方法物流通道容易保证,而且需要的工具轨数量少,但必须控制好混凝土的泵送,出现堵管现象后处理较麻烦。
第三种:线路旁边没有施工便道可以利用,只能用混凝土浇筑机施工。该种施工又可分为2种组织方式,其一,先施工一线,待一线施工达到分段终点后再返回来施工二线,施工二线时,原一线工具轨全部保留,作为二线施工的物流运输通道。其二,左右线同时向前交替施工,始终保持左线(或右线)比右线(或左线)进度在前,一般错开长度500 m左右为宜。施工进度在前的一线工具轨始终保留,作为双线施工的物流运输通道,另一线工具轨不断向前倒换使用。该2种施工组织方式均需要配备小型轨道车和轨道平板车,而且工具轨需要数量较大,但混凝土的供应可以得到保证,各工序之间的干扰较小,施工进度容易保证。
无论采取那种施工方法,跨双线龙门吊的使用能解决现场物流组织的很多难题,如模板、工具轨、小型施工机具和设备等的倒运,现场施工组织更容易进行,且施工组织更为有序。
对于雷达2000型双块式无砟轨道的施工组织问题,目前还在不断的学习和探讨中,现场施工环境不同,采取的施工组织方式就会不同。如何将国外先进的经验学为己用,需要结合施工设备和施工工艺最终确定一个符合现场实际情况的组织方法,真正形成一整套国产化的施工设备、施工工艺和施工组织方法。
